|
|
Post by springcrocus on Apr 9, 2017 18:37:11 GMT
I have made the bunker floor and the rear panel from a single piece of material, this time it's an old brass kick-panel salvaged from a discarded office door.  Apart from the rear section, which is dimensioned as per drawing, the rest is scaled as no dimensions are given, it's a case of bend-to-suit. To set the radius of the uppermost part, an indent was made on the centre-line at the correct point and a compass with scriber used to mark out. The waste was then removed with a hacksaw (with the blade mounted sideways) and the edges filed to clean up. The dark colouration in the photo comes from the varnish coating and this was removed with a sanding block. Before bending, I set the panel up on the mill and drilled the four rows of five holes in the rear section. This was then followed by clamping the top section between two pieces of large flat steel and bending the floor section to approximately twenty two degrees and repeating with the rising section to about eighty degrees. 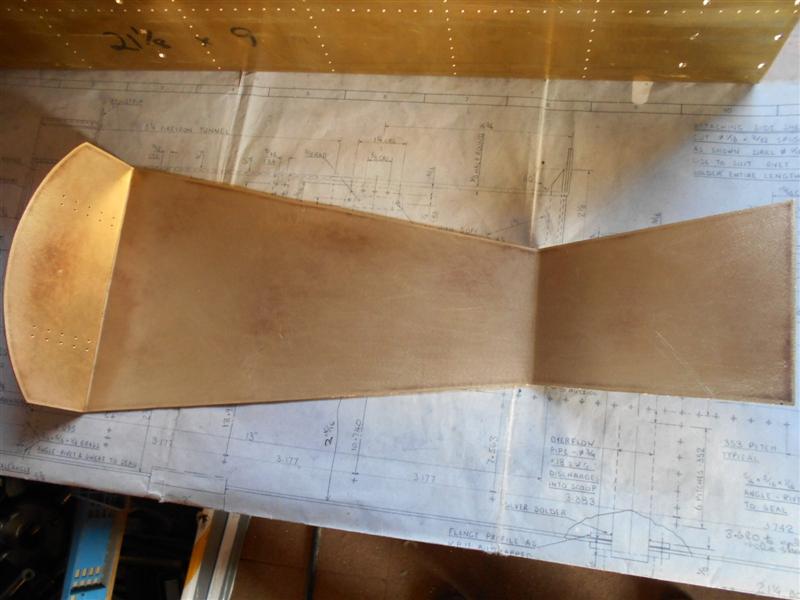 These were then eased until a nice fit was obtained at the front bulkhead and the 2.3/16" reference dimension for the lowest point was attained.   The bunker sides were marked out on another salvaged door kick-panel using a cardboard template that I made to ensure the developed form came out correctly. I managed to get these cut with the minimum of waste by using a common centreline between them.  The panels include both the angled sections as well as the vertical sides and a bend was marked out by placing them into the framework, resting on the bunker floor, and marking each end point from the tank sides, then scribing a line between the points. These were then bent to approximately twenty degrees and offered up but a fair few sessions were needed before I had a good fit to the bunker floor and vertical sides that were actually vertical. Some adjustment was also needed on the ends because the bend changed the angle of the rear upright by a few degrees so I filed this back to square.  Once happy with the fit of these, I then removed the surplus that I had left on the top of the vertical sections to the specified 1.1/2" height by clamping on the mill table, clocking out the bending line and milling the waste with the side flutes of an end mill.  I've now cut the section of the bunker floor that protrudes through the coal opening, including bending to the horizontal, and refitted the front panel so that I can tweak the fit of the bunker sides. The final picture for today shows the sides in position and one can just see a temporary packing piece which I am using to keep them at the correct distance apart.  Although I'm not a rivet counter, I was disappointed to find that Warnet had drawn five rows of rivets on the rear of the bunker when, actually, there are seven. I only noticed this when looking at Jim's photos but had already drilled my panel by then, so it stays as is. Thanks for looking in, Steve |
|
|
|
Post by springcrocus on Apr 12, 2017 18:30:58 GMT
The front panel has been made in a similar fashion to the other panels and has been seen in the previous pictures. After offering up and scribing round the tank sides to get an outline, I next cut out the hole for the water-level gauge, being careful to work right-side up because of the countersunk screw holes.  I then cut out the widened section of the front plate. I have opted to remove the section just above the water scoop and brake gear panels and I set the width based on Warnetts dimensions for the edge of the tool tunnel. However, now that I have seen Jim's photo, I realise that either he got this wrong also and the tool tunnel is much wider than shown or that the BR1G variant, as drawn, is different to the original BR1. I really should toss these drawings in the rubbish, where they belong!  The insert for the cutaway area was clamped to the face and marked out prior to cutting...  ...and a cardboard template was made for the rear panel. The final picture today shows the rear panel in place and the infill panel waiting for further work.  Thanks for looking in, Steve |
|
|
|
Post by Jim on Apr 13, 2017 7:02:39 GMT
Hi Steve, If it's not too late there are photos of various BR1? tenders showing counter sunk rivets were used in the area where the BR Totem goes on the tender side, obviously designed to give a smooth surface for the large transfer to settle on..
Jim.
|
|
|
|
Post by springcrocus on Apr 13, 2017 8:03:24 GMT
I haven't decided yet, Jim, but a decision will obviously have to be made before painting. There is a thread on here somewhere about transfers over rivets and I may have a good read of that first. Anyway, a long way to go yet. I still have to solder the whole lot together and this could well be a minefield for me.  Otherwise, I may have to learn how to use fibreglass.... Regards, Steve |
|
|
|
Post by Geoff (Carlisle) on Apr 14, 2017 20:54:18 GMT
Hi Steve, I stopped work on my B.R.1 tender as I thought that the coal floor that comes down at an angle to meet up with the side sheets also coming down at an angle took a bit of working out. However a fellow M.E. told me to use cardboard, and when I get back to the tender I certainly will follow your lead, as your photo's will be a good help. Now to the totem , well I laid the totem on the side and put rivets up to it, after all the rivets are cosmetic and trying to put a totem over rivets won't be easy , but you are making a brilliant job.
Geoff (Carlisle).
|
|
jma1009
Elder Statesman

Posts: 5,922
|
Post by jma1009 on Apr 14, 2017 21:27:28 GMT
Hi Steve,
I am mightily impressed with rapid progress on the tender parts on what is a very complicated tender compared to some others.
Dont worry about transfers on the tender sides and rivets. By the time you have done the lining out after the tender is painted it is quite an easy matter to make up paint to match the transfers for any inconvenient rivet heads.
Cheers,
Julian
|
|
|
|
Post by springcrocus on Apr 14, 2017 21:33:49 GMT
Thank you for your comments, Geoff. I took especial note of your own build of the tender and have a number of your pictures copied to my computer for instant reference. I noted that you chose to leave a clear area for the totem and I have further photos of Britannia sporting a tender with the rivets ground away, although these are from preservation days, and may go this route. No decision yet.   I am trying to make the exterior look as authentic as possible but have no interest in modelling the hidden details, such as your wonderful water scoop, so quite a lot of the interior items will not be replicated. I just hope it all come together well. Regards, Steve |
|
|
|
Post by Jim on Apr 14, 2017 21:49:31 GMT
Hi Steve,
If you decide to have a full set of rivets rather than countersunk where the logo goes there is a product called Solvaset that is sold in hobby shops for settling transfers down neatly over rivets. I'm not so sure that the use counter sunk rivets was restricted to the restoration societies, must have another look at some of the 'steam era photos'.
Jim.
|
|
|
|
Post by springcrocus on Apr 14, 2017 22:20:16 GMT
Jim, the other thing that is evident in the two photos I posted is the much lower rainstrip at the rear of the locker section. Earlier pictures show this as quite a bit higher, if it's there at all, and this one shows rivets but I don't see what they are connecting anything to? They're sitting up in fresh air, to my eye.
The presence of a rear rain strip makes sense - any rain from the cab roof would end up in the coal bunker along with what would naturally collect over the bunker if it weren't deflected somehow. As you can't drain the bunker - water tank below - I could picture it washing forward out of the coal opening when the loco started to decelerate. I shall model the rain strip in one form or another.
Regards, Steve
|
|
jma1009
Elder Statesman
Posts: 5,922
|
Post by jma1009 on Apr 14, 2017 22:43:37 GMT
I stand to be corrected but I dont know of any Brits in plain BR black. They were all in BR Green with GWR type lining. How will your tender rivets deal with the GWR type lining? The transfer decals are the least of your worries compared to the lining out of the tender. And the GWR lining out is quite a pain to do being two orange chrome lines either side of a black wider line with the tender BR green in between.
When you have done this with the painting, the tender transfers should be a doddle.
Cheers,
julian
|
|
|
|
Post by Jim on Apr 14, 2017 23:06:44 GMT
You're right Steve, while it may seem a trivial issue I have been trying to sort out what actually went on the top of the rain strip you mention. Some photos show an added curved strip others appear to show a higher plain back. On my thread there is a copy of the works drawings of the rain strip on what I think is a BR1G tender that Bob '92220' kindly posted. It shows a lot of detail of the area in question. Little details like these really niggle.  Jim. |
|
|
|
Post by springcrocus on Apr 15, 2017 6:23:07 GMT
I have just refered back to Jim's thread, specifically the works drawings that Bob kindly posted, and it now starts to make sense. The roof had a 1" upstand at the rear to which was riveted a 3" tall plate to act as a water deflector. In the photo above (not mine, I hasten to add, found on the internet ages ago so unable to offer a credit) the extended water deflector has been cut off, leaving just the original 1" high part and the rivets that held the strip in place. Julian, I did say in my post that the photo was from preservation days but you obviously missed this part of the written detail. A picture may be worth a thousand words but the story often carries greater detail.  Regards, Steve |
|
|
|
Post by dhamblin on Apr 15, 2017 8:34:29 GMT
When first built 70000 was painted plain black during its trials and running in period, before being painted in lined BR green for naming at Marylebone. In 2011 when it returned to steam after overhaul it was painted black again for a year as a nod to the anniversary of its building, before being painted green again in time to haul the Royal Train in February 2012. The latter marked 60 years since the loco hauled the Royal Train bringing King George VI's body back to London.
Regarding the tender - don't forget that the one attached to 70000 is it's original and therefore the very first BR1 ever built. To my knowledge it hasn't had a new tank fitted in preservation therefore may have subtle differences compared with later built examples. In addition it has other modern features such as the air brake hoses and pipework plus an underframe fitting to allow the tank to be filled from track level when sitting under 25kV OHLE.
Regards,
Dan
|
|
|
|
Post by Geoff (Carlisle) on Apr 15, 2017 9:32:23 GMT
Hi Steve, Geoff again, the artist who lined my Springbok used gold size to stick the totems on the tender, also there was a drain half way along the tender floor but you only saw it if the coal was well back.
Geoff (Carlisle).
|
|
|
|
Post by springcrocus on Apr 16, 2017 18:19:15 GMT
After seeing what others have done, and reading the comment from drivers etc, I had decided to make the lift-out section different to what is on the drawing. I would have made an alternative shape, similar to Jims', if I realised that the dimensions given for the tool tunnel were incorrect but it only affects one locker door and I shall try and compromise accordingly . I have no intention of making any of the locker doors to be opening, nor am I bothering with the actuating gear for the scoop and the tender brakes. The handles will be fixed dummies, and the tool tunnel will be modelled at the front but only for the depth of the removable section. When in use, a drop-in panel will replace the lift-out section to retain the coal but when on display, a dummy tray depicting a full load of coal will be used. Therefore, I also feel that to model the full length of the tool tunnel is a waste of time and material. Here are the various parts that make up the removeable section, all made from 16swg brass and some more home-made angle. The extra holes in the right-hand side panel have no purpose, I've just used up a previously scrapped item.  All the parts were bolted together and, as can be seen, the angle extends down past the wider section and acts as a locating face to bear against the front panel. The side panels and the tops of the angles are set down by 1/16" to allow the roof to rest on them.  The assembly was then offered up to the tender for fitting and I could see that the sides of the coal opening were too angular, projecting past the coal plate, and needed taking back a little. Also, it didn't sit too square in the opening and was pulling backwards slightly at the top right-hand corner.  I decided to make the roof section next to see if that would pull the whole thing square and a section of brass was cut a lttle longer than needed and the same width as the side panels so that it would slot in to the assembly. I don't have any bending rolls, and I was too impatient to wait until my next visit to the club, so opted to form the radius using the nearest available piece of kit.  Using the topslide to trap the lower edge, I formed the radius around the chuck by hand pressure alone and then eased it back freehand to fit nicely in the lift-out section.  The ends were then trimmed to length and the assembly offered back into the frame but it still didn't fit as nicely as I would have liked. Laying it flat on the surface table, there was a noticeable rock along the 2pm - 8pm axis so I decided to dismantle everything and skim the sides of the angles again, remembering that they were now riveted to the side panels.  I set up the small angle plates on the mill and skimmed the edges of the inner panels to about a ninety percent cleanup, reducing both parts by the same amount. Approximately fifteen thou in total was removed. Of course, this meant that the roof section also had to be reduced by fifteen thou and this prompted an interesting but unusual setup to enable the milling of the edge. Winding both handles of the mill at the same time to keep the cutter working all the time takes a little getting used to, and I found that it chattered slightly in conventional-milling mode but performed much better when I moved the cutter over and worked in climb-milling mode. Being a heavy table and making a fairly light cut, this presented no problem for the mill.  Upon re-assembly, the whole thing was offered back into the frame and is now a much better fit so I will leave any further tweaking until after I have soldered the various parts together. I plan to have a go at the front panel detail next when I've decided exactly how I intend to go about it. Thanks for looking in, Steve |
|
|
|
Post by springcrocus on Apr 19, 2017 18:32:43 GMT
In the mood for something a little more challenging, I decided to make the window frame surrounds for the tender and I need these to complete the front panel, anyway. Many would have just marked these out on some brass sheet, chain drilled and filed away until complete but I prefer to use a machine whenever I can, being naturally lazy regarding hand-work. Their complex shape makes them ideal candidates for CNC profiling but I only have manual machines available so this was how I approached the job. Four frames are required and I started by roughly cutting four offcuts of 16swg brass to about 2.1/8" x 1.1/4" which I then riveted together with a couple of 1/16" countersunk rivets. I also traced out the two windows from the drawing.  The long edges of the assembly were then milled down to 1.1/8", with both edges and one end cleaned up, and one of the tracings with the roots of the internal radii marked was stuck on with spray-mount adhesive.  With the one true vertical edge of the window frames set against the back of the vice, the four internal corners were picked up, then milled through with a 1/8" slot drill followed by a 1/4" slot drill. The 1/8" slot drill was then reloaded and the first of the joining cuts made. One of the window corners has a radius of 13/32" and an allowance was made for this by moving the centre-point inwards.  The vice was rotated round and the next internal edge tracked with the scriber until square, then back in with the 1/8" slot drill to cut the channel. This was repeated with the final two sides.  The assembly was then removed from the mill and the internal form cleaned up using files and sanding drums. 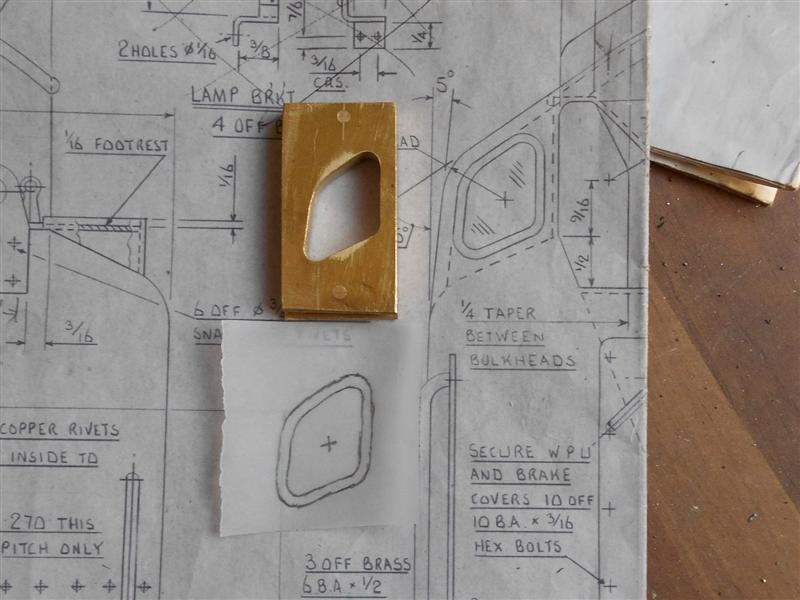 I have chosen to fix the frames to the front panel with 1/32" brass rivets rather than solder, or the screws that are usually employed which look way too large. Therefore a series of 1/32" holes were drilled freehand around the periphery, trying to be about 3/64" to 1/16" from the edge.  Now it was time to remove the outside waste and I started by removing the material from the sides. To get the width of the frame somewhere near, I set the frames on a small, thin parallel and touched on with a 12mm slot drill to set the digital scale to zero, then used the cutter to work down to a reading of 0.093" or 3/32".  When it came to doing the end sections, I decided to use some 1/16" brass sheet instead to get the whole lot lower in the vice because I am milling the rivet away here and the leaves will be unsupported. For the final edge, I used some 1/32" drills as dowels through any visible holes.  To finish, it was over to the linisher and the vice for creating the outer radii, plus a bit more filing inside and a general tidy-up.  And, finally, here are my four window frames waiting to be riveted to the front panel. They still need a bit more thinning out but this can be done just prior to assembly. I haven't decided yet on which material to use for the windows but I do have a range of acetate sheets in various thicknesses available.  Thanks for looking in, Steve |
|
|
|
Post by a3lner on Apr 19, 2017 20:43:10 GMT
hi steve i must say that you are doing a great job keep it up.
all the best Tom
|
|
|
|
Post by springcrocus on Apr 23, 2017 15:33:40 GMT
I have done a little more work on the tender front plate, having now produced the cutaways on the lower section that reveals the brake linkages and scoop operating shafts respectively.  I milled a 1/8" slot along the top first, then hacksawed the rest out.I find this much more satisfactory than chain-drilling, bending out and filing to size.I also clamped a couple of the previously-made window frames to the panel, 1/8" in from the edge, and spotted through to create the mounting holes. Rivets were then dropped through and the internal shape scribed onto the front plate.  I was lucky to find that a 16mm hole saw passed through the window opening with a room to spare so the centres of the windows were marked on the panel and then drilled through, followed by filing out to size.  Finally, I have made the tool tunnel cutaway in both the front panel and the lift-out section, marking out by scaling off the drawing for part of it and freehand with reference to Jim's photo. Here, I have offered it up to the tender to see how it matches with the bunker sides. Quite a few of the tenders that I have seen have made the tool tunnel too narrow. It should extend to be in line with the edge of the brake panel.  A little more filing was needed when that picture was taken. To finish tonight, here is a photo of the panel with the locker doors cut from brass shimstock and laid on the panel.  I am going to experiment with something akin to iron-on panels but the challenge will be getting them to stay flat. If it doesn't work then I will just try something else or, last resort, cut the doors out and fix them back in somehow. I'm also a little concerned about the top edge of the tool tunnel being vunerable to damage whilst being driven. I may scrap this front panel and make it to go full width to the sides of the bunker from just above the brake and scoop panels. The tool tunnel would then be completely enclosed in the lift-out section. This would bring it into line with Jim's design and similar to the one shown by Adam on Jims thread. Or I may decide to protect the section with the coal retaining plate that I will make, not sure yet. One thing worthy of note, though, this brings to the fore the advantage of modular assembly, easy to modify without having to try and fix the whole tank to something for safe working. Thanks for looking in, Steve |
|
barlowworks
Statesman
 Now finished my other projects, Britannia here I come
Now finished my other projects, Britannia here I come
Posts: 878 
|
Post by barlowworks on Apr 23, 2017 19:25:09 GMT
Hi Steve
The first thing that comes to mind, putting my O gauge modellers hat on is to use a resistance solderer to fasten the doors to the tender with low melting point solder, something like 188 or 224 degree melting point. It's similar to an etched overlay, something used a lot in etched kits in the smaller scales. It's the perfect tool for the job but unfortunately not much else in 5 inch gauge. It produces localised heat at the end of a carbon electrode with the other side grounded to the tender body. You could tack it round and there would be no distortion if you either tin the door first or use solder cream. You could use mine but being at the other end of the country is not much help.
If you don't have one and decide to go down this route I can think two possible ways to achieve it.
A. See if you have a local model railway club with someone who has one. A few drinking tokens should see the job done.
B. If you have access to the other side of the panel and it won't be seen, drill a number of holes inside the overlay outline in the panel and after tinning the overlay hold it in position and apply solder with a soldering iron through the holes to hold it in place. Remember to go from one end to the other or centre to the outside not from either end into the middle as the expansion will make the overlay buckle.
I hope you find this useful.
Mike
|
|
|
|
Post by Jim on Apr 23, 2017 22:23:20 GMT
The tender front looks brilliant Steve.
Jim
|
|











