|
|
Post by The Red Baron on Oct 3, 2011 13:27:56 GMT
Hi,
I am having problems making clack valves that don't leak. I've tried just about every method known and a few others too - making separate seats , reaming/not reaming holes, hitting bails with different accurately calibrated hammers(!), lapping with ball stuck to little spindles both by hand and in the drill and held in tailstock chuck with valve body in threaded bush in lathe chuck. Now I don't have much hair left to pull out anymore and after a long search I have found reference to an article in M.E. by a Ron Bignell entitled 'o-ring non - return valves' and was wondering if any kind soul who has a copy would be prepared to scan the article and email it to me.
Its either that or I take up basket weaving and sell all my workshop kit!
Issue in question is: 10 Dec 2004 Vol 193 issue 4236
PM me and I will give you my email.
Thanks in anticipation
Phil
|
|
|
|
Post by leighsailor on Oct 3, 2011 16:39:31 GMT
Hi Phil, have you tried viton/nitrile balls? they seem to work fine in most check valves, although they need to be a little larger than the equivilent metal size, otherwise they vanish up the pipe.
regards
Leighsailor
|
|
|
|
Post by Deleted on Oct 3, 2011 18:40:21 GMT
Hi Phil This is probably trying to teach you how to suck eggs but just in case, after hitting the ball into the seat I'm assuming you then discarded that ball and replaced it with a new one. Just thought I'd mention it just in case....  Pete |
|
|
|
Post by The Red Baron on Oct 3, 2011 19:18:21 GMT
Thanks very much to both of you
leighsailor
I've tried nitrile balls and found that they stick to the seat under pressure and have been told that they are't very good on boiler clacks but berhaps will try again vith an angled seat rather than a sharp corner
Pete
Yes - I now need to empty the workshop bin again!
|
|
jma1009
Elder Statesman

Posts: 5,901
|
Post by jma1009 on Oct 3, 2011 19:48:47 GMT
what size daimeter holes are you using and what size balls and what type of ball? what are you making the fittings out of and how are you producing the seat before you biff it with a ball?
|
|
|
|
Post by steamjohn248 on Oct 3, 2011 20:08:27 GMT
Don't mess about with balls, the big railways dont use then for good reason. A simple bobbin with an "O" ring providing the seal will never leak, never jam open or shut. and ALWAYS works. If you can't find someones design in M. E. E Mail me and I will send you a sketch.
Steamjohn248@yahoo.com
|
|
|
|
Post by Jim on Oct 3, 2011 21:47:00 GMT
Any chance of posting the sketch on site? I'm sure it would be of interest to a lot of us.
Jim
|
|
NickM
E-xcellent poster

Posts: 230
|
Post by NickM on Oct 4, 2011 10:18:17 GMT
Can I second that request for a sketch please?
Nick
|
|
|
|
Post by Jo on Oct 4, 2011 10:44:51 GMT
In my experience the bobbin (a sort of T valve) is best made from stainless steel, with three flutes cut at 120 degrees into the stem of the "T", where it goes into the feed pipe. Cut a seat in the underside of the head of the T for the "o" ring.
The bobbin should be a loose fit in both the valve body and the feed pipe diameters. The stem length should be the bore of the valve plus the "o" ring. The head length, including the "o" ring, should be the distance above the seat minus the original ball clearance.
They also have the advantage that if you drop them they, normally, do not roll so far.
Jo
|
|
|
|
Post by baggo on Oct 4, 2011 12:41:17 GMT
Here's a photo of some valves made in a similar way to Jo's suggestion. These are for the axle pumps on my 0-6-2 Simplex.  John |
|
|
|
Post by steamjohn248 on Oct 4, 2011 14:27:33 GMT
well Jo and Baggo have done it for me (re putting the sketch on the site). Take the two posts together and you've got it. Dimensions to suit as they say. If you are still not clear I'll put the usual fag packet on here.
John
|
|
|
|
Post by itsbluesteel on Oct 4, 2011 17:41:32 GMT
Hi just thought id post a picture of a clack valve i purchased from Maidstone engineering a couple of years ago at one of the shows, and is basically whats been described above...  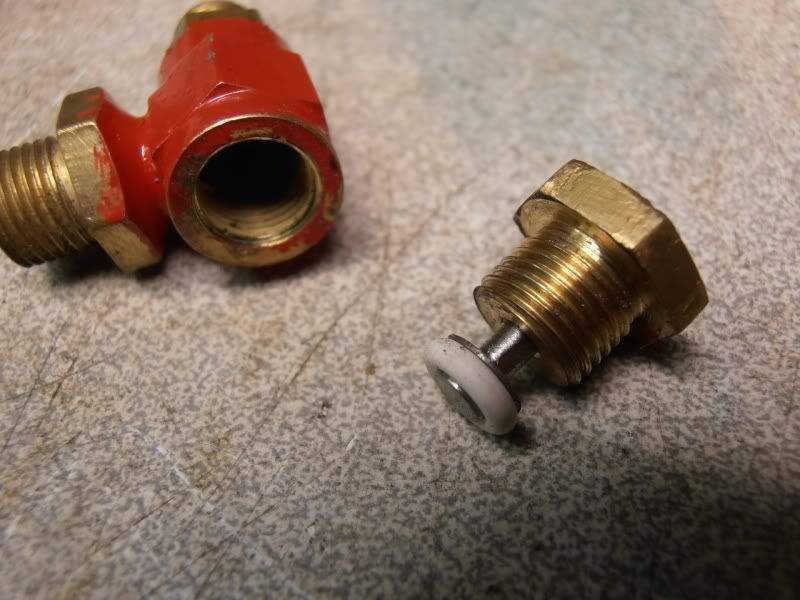 |
|
|
|
Post by The Red Baron on Oct 4, 2011 19:11:19 GMT
Hi jma1009,
The hole is 5/32 and the ball is 3/16 as per LBSCs instructions for 'Molly' in 3.5"
I have used a slot drill, and a D bit and have tried reaming and not reaming the holes.
I have also made seperate screw in valve seats , faced and reramed/drilled.
I have hit the balls with various degres of force from barely a tap all the way to a pretty hefty thump (all with specially made drifts.)
I have also tried lapping the seats as I described in my OP on the removable seat types.
I have used both 306 and 440c stainless, the 440c having a specified 'sphericity' 10 microns (yes - they were expensive) and as I said earlier have tried both nitrile and viton both of which stick into the hole in the seat when they are at 120 psig
I have tried using 'colphos'' PB and both cast and drawn GM
Result - every single one of them useless to a greater or lesser degree.
NOW you understand why I want to use the O ring type
Phil
|
|
|
|
Post by The Red Baron on Oct 4, 2011 19:17:30 GMT
Thanks to everyonde who has posted pics and details of the O ring type - I will make a few sketches and make a couple when I get back off hols.
I will let you know how I get on in a couple of weeks
Thanks againPhil
|
|
|
|
Post by swisswatch on Oct 4, 2011 20:45:35 GMT
Thank's gentlemen Jo & Baggo, for posting info on bobbin & "O" ring design.I have been having problem's with the axle pump on 3 1/2g 2-6-2 William. I have also tried various remedy's to no avail, so I will now try the above,thank's again
Mike
|
|
jma1009
Elder Statesman
Posts: 5,901
|
Post by jma1009 on Oct 4, 2011 22:01:20 GMT
if i may make a few suggestions...
i have made countless check valves over the years all in brass with stainless balls.
i have NEVER had a problem with 5/32"dia balls on an 1/8" dia seat, but have always had problems with 3/16" dia ball on a 5/32" seat!
a bit of maths shows that the proportions are different re the ball and seat.
generally i form the seat with a 'D' bit and a reamed hole, the hole being reamed after making the 'D' bit seat. when making the 'D' bit seat i switch off the lathe when the 'D' bit is to depth so it goes very slowly on the final cut at depth avoiding any ridge...probably easily seen than described. you can pull the lathe round by hand at this point too. i have a number of ball bearings of same size as the stainless balls and use these to produce the seat rather than a stainless ball, and use a drift that fits the hole in the fitting, and the fitting placed on a piece of copper or lead (rather than being held in the vice). i have also burnished the seat as described by Bill Carter in Laurie Laurences's injector articles in ME, though without much effect. i have used 'flat' end 'D' bits, and 'D' bits that produce a slight angle...neither seems to make much of a difference IMHO. it is crucial that the ball should not be moved too far off its seat when open ie the hole around the ball shouldnt be of too large a diameter if that makes sense. i tried a cage for the ball a few times but without any great improvement. it is also important for the exit from the check valve into the boiler to be as close to the seat as possible, and a dental burr in a hand held dremel can assist in this respect...though i make the outlet spigot blind to start with and dont break into the chamber of the check valve when silver soldering up the bits to get the outlet spigot as low as possible.
the other determining factor is the placing of the check valve...generally a check valve which is fitted to the boiler below the water line will be more troublesome, though again i have never had a problem with a check valve with a 1/8" seat and a 5/32" ball. also the type of water may cause a problem. a hard water area is quite troublesome compared to a soft water area. also of crucial importance is whether the ball dries out on its seat...in effect a 'U' bend is useful so this doesnt happen...particularly the bottom check valve of an axle pump springs to mind.
i dont like the theory behind the use of a soft nitrile ball...to my mind it doesnt make sense, and the complications of making an 'O' ring seat without the darn thing being able to move up with the ball make any problems with the LBSC type check valve pale into insignificance.
i feel that most of the problem is the incorrest ratio/proportion between a 5/32" seat and a 3/16" ball, though i would be very interested to hear other's views on this subject!
|
|
|
|
Post by Jim on Oct 5, 2011 3:35:31 GMT
Thank you Jo and Baggo for the photos and details off the mushroom valve.
I must admit I have always used Everet Clem's seating data for ball valves with success, but will try a mushroom valve for the next project.
Jim
|
|
|
|
Post by Nigel Bennett on Oct 5, 2011 12:24:54 GMT
I am intrigued by the problems with 3/16" balls on a 5/32" seat compared with the apparently successful 5/32" balts on a 1/8" seat. Drawing the arrangement out, there seems to be very little difference in the proportions; changing the 5/32" seat to 3.8mm would give pretty well exactly the same geometry. Is there a difference in the ball chamber, giving different clearance to one size of ball, allowing it to rattle about more?
Personally I've had no problems at all with nitrile balls in my check valves, but I only work my locos at 80psi.
|
|
|
|
Post by goldstar31 on Oct 6, 2011 6:54:21 GMT
The problem, to my mind, is the the inability to understand that so far no one has discussed the width of the seating. True, there is reference to belting a seating of some sort with a hammer or hammer and punch.- but really not much more.
Again, there is the inability to understand ( or express) the changes which occur when someone changes the diameter of the pipe.
In 'real life' every metal valve has NOT a flat seating but one which is one like a valve in a car engine which has angled seating. To digress somewhat, it is not merely to gas flow inlet and exhaust gases or even to conduct heat away from the valve head onto the cylinder head but it has to seal the valve properly or it might not be a valve at all.
If a valve has to seal, it has to have area which is a hit and miss affair which can be expressed somewhat scurrilously 'like a pea on a drum'
Following all this, might I urge those who think that I am off my trolley but no one has even mentioned lapping and blueing or angled valve seats.
|
|
|
|
Post by Tel on Oct 6, 2011 7:30:47 GMT
Total overkill really Norm. I've built quite a lot of clack valves, metal ball on metal seat and never had any problems with 'em, the seating area only needs to be miniscule and, given a seat cut with an angled off 'D' bit and a moderate biff via a decent fitting drift there is no reason why they should not work 'straight out of the box' - leastwise, all of mine have.
|
|










