uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,816
|
Post by uuu on Mar 30, 2014 8:00:19 GMT
I never use cutter compensation when hand coding. It seems to add problems rather than solve them. I'm guessing that you mean that you program the edge of the job and use G41/G42 and a cutter diameter in the machine to provide the correct tool path? Maybe I'm reading that the wrong way round? Just to clarify: I don't use cutter compensation to adjust for the primary size of the tool. I'll program the tool path taking the cutter radius into account. But yes, I use it for a cutter that's off-size. |
|
uuu
Elder Statesman
your message here...
Posts: 2,816
|
Post by uuu on Mar 30, 2014 8:06:03 GMT
I never use cutter compensation when hand coding. It seems to add problems rather than solve them. What problems with compensation? how would you control the size of a profile as the cutter wears, or if a tool breaks and you didn't have another one the same size would you re-write the program to suit a different size tool? I'm assuming then that you program the centre line of the tool path. Sorry if I've got the wrong end of the stick though. We've always used cutter compensation and have never had a problem with it. Regards Tim. Yes, probably would recode for a different cutter, just compensate for wear. I suppose I'm not brave enough, so I must give this a try, then! |
|
tim
E-xcellent poster

Posts: 236
|
Post by tim on Mar 30, 2014 8:26:08 GMT
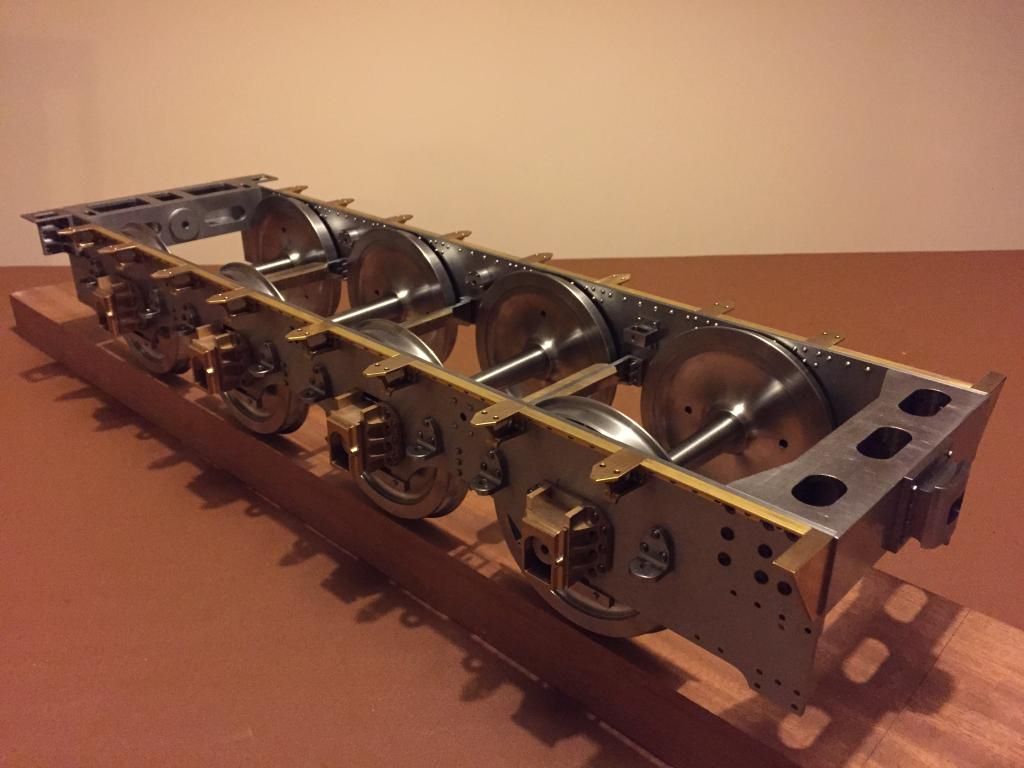
Indecently do you have any tips for riveting the outriggers it looks like they will need a really slim tool to seat the rivet heads onto. Love the typo at the start! I've just used a piece of Silver Steel and a ball nose cutter and made mine in the lathe. You only need to harden them if you're forming a head. If it's just for support then you don't need to bother[/quote] INCEDENTLY!!! I'd had a bit to drink last night and I didn't notice getting spell checked! |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 30, 2014 8:39:36 GMT
What problems with compensation? how would you control the size of a profile as the cutter wears, or if a tool breaks and you didn't have another one the same size would you re-write the program to suit a different size tool? I'm assuming then that you program the centre line of the tool path. Sorry if I've got the wrong end of the stick though. We've always used cutter compensation and have never had a problem with it. Regards Tim. Yes, probably would recode for a different cutter, just compensate for wear. I suppose I'm not brave enough, so I must give this a try, then! I'm of the attitude do what ever works to get the job done, but where I work we have to write our programs in a universal format with tool comp, so I've never done it your way. That old saying about skinning cats springs to mind though!!! There is more than one way.! Tim. |
|
|
|
Post by Roger on Mar 30, 2014 9:54:20 GMT
Using a standard method for all programs is absolutely essential in my opinion. For me, zero in Z is always the top most surface, X0Y0 is the centre for circular jobs and top left for all others. I always look at the first lines of G-code for that 'sanity' check before performing any moves. With a simple setup like mine, tools don't have a length set in the program, the Z is always set to zero over the top of the job and the quill lowered to just touch the surface then locked. It's simple but it works remarkably accurately. As you say, many ways to skin a cat.
|
|
|
|
Post by ejparrott on Mar 30, 2014 13:02:58 GMT
There is no standard way of programming other than the G codes. There are about 7 of us who programme machines at work, and I'll bet there's 5 different ways. The key to it is tool sheets. If you list the tools you use, and write down where 000 is, then anyone can pick the job up, set it up, and run it - even you when it's been several years since you ran it and you can't remember. Digital cameras help for photographs of setups and special tools too.
|
|
|
|
Post by Roger on Mar 30, 2014 16:08:14 GMT
There is no standard way of programming other than the G codes. There are about 7 of us who programme machines at work, and I'll bet there's 5 different ways. The key to it is tool sheets. If you list the tools you use, and write down where 000 is, then anyone can pick the job up, set it up, and run it - even you when it's been several years since you ran it and you can't remember. Digital cameras help for photographs of setups and special tools too. I wasn't meaning Standards in terms of programming language, rather than standardising the way shops, or myself, go about the sequence of operations and the kinds of tools used. If everyone goes about jobs in a different way, it's more likely to be a source of confusion, particularly if the job needs modifications. |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 30, 2014 16:58:23 GMT
My sentiments exactly Roger, in our line of work we continuously make repeat orders for f1 and more often than not they are subject to mods, this is just one of the reasons we are all required to maintain the same style of programming i.e. a standard set up in z above the work surface and setting datums as they are drawn not just anywhere ect. so that anyone can easily go into any program and make the necessary changes with no confusion.
Tool sheets Ed??? I remember those! We put the Tooling list at the top of every program we produce in a header, typed in at the machine control, along with any other useful info needed.
Every company has its own methods though, and what works for one may not be the best for another.
Tim.
|
|
|
|
Post by vulcanbomber on Mar 30, 2014 20:53:18 GMT
My sentiments exactly Roger, in our line of work we continuously make repeat orders for f1 and more often than not they are subject to mods, this is just one of the reasons we are all required to maintain the same style of programming i.e. a standard set up in z above the work surface and setting datums as they are drawn not just anywhere ect. so that anyone can easily go into any program and make the necessary changes with no confusion. Tool sheets Ed??? I remember those! We put the Tooling list at the top of every program we produce in a header, typed in at the machine control, along with any other useful info needed.Every company has its own methods though, and what works for one may not be the best for another. Tim. Where I use to work, we use to do the same on the Tornado, Conquest and Cobra, the XYZ heap of junk I worked didnt allow this so I had to tool sheet that and the Carnaghi Vertical Borer heap of junk I now work has to use tool sheets because although you can put the info in the Programs you cant see any of the program when its running. |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 31, 2014 8:38:06 GMT
My sentiments exactly Roger, in our line of work we continuously make repeat orders for f1 and more often than not they are subject to mods, this is just one of the reasons we are all required to maintain the same style of programming i.e. a standard set up in z above the work surface and setting datums as they are drawn not just anywhere ect. so that anyone can easily go into any program and make the necessary changes with no confusion. Tool sheets Ed??? I remember those! We put the Tooling list at the top of every program we produce in a header, typed in at the machine control, along with any other useful info needed.Every company has its own methods though, and what works for one may not be the best for another. Tim. Where I use to work, we use to do the same on the Tornado, Conquest and Cobra, the XYZ heap of junk I worked didnt allow this so I had to tool sheet that and the Carnaghi Vertical Borer heap of junk I now work has to use tool sheets because although you can put the info in the Programs you cant see any of the program when its running. Of all the machines you mentioned I only really know of the xyz as we have 3 of them but as I don't actually work on them I don't know what they`re like. You must do some big work then if you`re involved with vertical borers, I`ve never actually seen one, but I know they can be big machines. Tim. |
|
|
|
Post by ejparrott on Mar 31, 2014 12:25:00 GMT
Mine has an 8' table, and has the ability to swing 3.5m  |
|
|
|
Post by fostergp6nhp on Mar 31, 2014 15:16:16 GMT
|
|
|
|
Post by ejparrott on Mar 31, 2014 15:51:59 GMT
Ø600mm x 5000mm is the largest we can swing on a lathe  |
|
|
|
Post by Deleted on Mar 31, 2014 16:07:46 GMT
I recently installed this in the "Top Shop" but the neighbours complained about the voltage "outs" -----   >>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>  |
|
|
|
Post by fostergp6nhp on Mar 31, 2014 17:22:44 GMT
Ø600mm x 5000mm is the largest we can swing on a lathe If you look over the top of the rotor in the pic I posted and look at the faceplate of the lathe behind it somewhat bigger, from memory 8' centre height x 60' between centres, I was on that for a while. |
|
Andrew C
Part of the e-furniture

Posts: 447
|
Post by Andrew C on Mar 31, 2014 18:03:30 GMT
I recently installed this in the "Top Shop" but the neighbours complained about the voltage "outs" ----- And I thought the lights were going out at night because the council we trying to save money! LOL.  |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 31, 2014 18:27:09 GMT
Sounds like some of you should be making full size locos!
|
|
|
|
Post by Jim Scott on Mar 31, 2014 19:01:06 GMT
[quote author=" fostergp6nhp" source ="/post/96252/thread" timestamp="1396278976"]Ed, have you got a lathe this small at work, its what I used to drive?s718.photobucket.com/user/CCKW353A1/media/lathe001.jpg.html?sort=3&o=39[/quote]I did a double-take on opening this link. I imagine it is the heavy machine shop at GEC Rugby but it could for all the world have been that of C A Parsons, where I wandered freely as an apprentice in the 1960's. Seems such a long time ago now... Jim S |
|
|
|
Post by Deleted on Mar 31, 2014 20:03:03 GMT
Sounds like some of you should be making full size locos! ----------------- some of us were for a while ( Heritage restoration counts as "Building" I think ??)--- Then there's all those involved in building "new" locos....Don Ashton's crew and the 47xx 2-8-0 for instance... |
|
|
|
Post by fostergp6nhp on Apr 1, 2014 20:42:56 GMT
I did a double-take on opening this link. I imagine it is the heavy machine shop at GEC Rugby but it could for all the world have been that of C A Parsons, where I wandered freely as an apprentice in the 1960's. Seems such a long time ago now... Jim S[/quote] Its the 100ton bay at Willans back in the 70's. |
|









 >>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>
>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>> 

