|
|
Post by Deleted on May 17, 2017 19:28:35 GMT
I love how you've tackled that ladder Steve..looks perfect....
Pete
|
|
|
|
Post by Jim on May 17, 2017 21:58:46 GMT
Excellent work Steve. Now you've done mine I guess you'll be into yours next.   Jim |
|
|
|
Post by springcrocus on May 21, 2017 18:33:40 GMT
Another quiet week in the workshop with little progress to report, unfortunately, due to a busy day-job and garden duties. I have managed to complete the rear panel of the tender with all the rivets and the accessories riveted and / or soldered into place. The lifting eyes were fixed first followed by the decorative rivets because some of these are beneath internal angle pieces and need to be flush inside. Next were the lamp irons and the mounting feet at the bottom which are all riveted. Finally, the hand rails were soldered into place.  The observant amongst you will spot that I have mounted Jim's ladder to the tender and if we all talk quietly, I'm hoping he won't notice.   The bottom of the ladder mounts partly on and partly off one of the mounting feet and I have filed away two sections to ensure that the ladder sits snugly on the sole plate. This will be drilled just before I rivet the tank sides to the sole plate. Thanks for looking in, Steve |
|
|
|
Post by Jim on May 21, 2017 21:35:39 GMT
It just goes to show prove you can't trust anyone these days. I'm sure I heard him say, 'I'll do yours first Jim.' and look what he's done....kept it for himself. Oh well I'll just have knuckle down and make my own now. Mind you I'll pinch his idea of the lift off ladder for when driving the loco and it's not on display.  Jim. |
|
|
|
Post by arch1947 on May 22, 2017 0:12:46 GMT
Lovely work Steve, you should be very pleased.
Arch
|
|
|
|
Post by 92220 on May 22, 2017 17:35:41 GMT
I would be very wary of galvanised sheet. My Bagnall 0-4-2T had the platework made from 20g galvanised steel (I was very poor in those days!). It took paint beautifully - but after a few years the paint started lifting off in great bubbles. I had some correspondence with Bob (92220) on this site a few weeks ago about priming galvanised plate - it can be tricky. Malcolm Galvanised iron as it's often referred to out here will certainly cause the paint to blister if not thoroughly cleaned first and in some cases even left in the open to weather for a while to ensure the soluble salts and any oils are removed. As in all painting, surface prep is vital for good long lasting paint adherence. Jim.
Galvanised steel is one of the most difficult materials to get paint to adhere to. To get etch primer to adhere properly, to galvanise, as Jim says, the galvanise should be weathered - the longer, the better - ideally, 2 years is necessary, though this time-line can be impractical. Two-pack Etch Primer is the only primer that will adhere to new galvanise for any length of time. Even then adherance is not guaranteed by any paint manufacturer, as they have no control over surface preparation.
Also, as Jim says, surface preparation is paramount for good adhesion. The surface must be thoroughly cleaned with strong solvent. Cellulose thinner is the best, as it is reasonably easy to get hold of. Ideally, the surface should also be 'roughed up' with fine emery/Wet n' Dry, to give a mechanical key for the primer as well, though fine enough that scratches don't show through the coating. Once degreased with cellulose thinners, get the primer on as soon as possible afterwards, before the surface oxidation salts reform. Getting the primer on quickly, after surface cleaning, will prevent the oxide salts forming, due to preventing the zinc coating from coming in contact with oxygen in the air and so giving the etch primer the best chance to adhere to the zinc.
Bob
Bob.
|
|
|
|
Post by nick952 on May 22, 2017 21:04:56 GMT
|
|
don9f
Statesman
 Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961 
|
Post by don9f on May 22, 2017 22:25:20 GMT
Hi, during the restoration of the real 92214 a few years ago, the new boiler cladding sheets weren't galvanised, but were something like "Zintec" I think. These were thoroughly degreased after all cutting / drilling etc. was finished, then treated with a "Mordant" solution, similar to what you have linked to, before the first coat of primer paint was applied. Results were very good and the paint finish stayed in excellent condition for several years.
|
|
|
|
Post by springcrocus on Jun 1, 2017 21:02:47 GMT
The tender footrests have been made from offcuts of 16 swg brass and soldered together with high-temperature silver-bearing solder. This melts at a higher temperature than ordinary 60:40 solder but still way below silver soldering. Two pieces were cut 5/8" wide x 4" long for the outer sides and were milled all round to clean up. A former was made from 20mm MDF and milled to 1.5/8" wide and the corners rounded off.  The two brass strips were formed around the block ...  ... and then teased to the correct shape freehand with a rubber mallet.  To get the angle to match the top of the tank sides, the tilting vice was set to 20 degrees. This is not the exact angle but close enough as a starting point.  The components were then loaded to the vice and milled all round, leaving the front edge at 9/16" high.  The footplates were then made to suit each one and soldered into place. This was to enable holding in the vice for the next operation.  These were then taken back to the mill and the cutaway at the front of the footrests made with a 1/4" dia end mill.  To represent the chequered plate, I have made my own by lightly punching indents into some four thou brass shimstock, using some imperial graph paper as a guide.  I was going to solder the assemblies direct to the tank sides but realised that painting would be rather difficult in the space below the footrests. Therefore, I decided to solder a pair of countersunk screws to them with a matching pair of holes in the tank sides, the idea being to do most of the painting first and then bolting the footrests on for the final coat. The screws were soldered in first, followed by the chequer plate, using low melting-point solder.  The final three photos are of them cleaned up and bolted into place, plus an overview of the tender to date. The lower edges have been filed back to match the profile of the tank top.    Thanks for looking in, Steve |
|
|
|
Post by steamer5 on Jun 2, 2017 16:37:48 GMT
Hi Steve,
Finally up to date on your build. You are doing a great job, I've got a bunch of helpful ideas from the read! Your tender is looking like a work of art! Hopefully I can get mine to look 1/2 as good!
Cheers Kerrin
|
|
|
|
Post by springcrocus on Jun 2, 2017 18:40:01 GMT
Hi, Kerrin, and thanks for your kind words. However, I'm sure your own creation will surpass mine by the time you finish. I'm a master or smoke and mirrors, you know, and much is hidden with cosmetic touches. Regards, Steve (who should have been an Avon rep rather than a metal masher) |
|
|
|
Post by simplyloco on Jun 2, 2017 19:16:40 GMT
SNIP Regards, Steve (who should have been an Avon rep rather than a metal masher) I dunno, 'Ding Dong' sounds much like 'Ding Ding'! |
|
|
|
Post by springcrocus on Jun 3, 2017 7:07:47 GMT
Having a couple of hours free in the workshop, I decided it was time to solder the bunker together. This has to be watertight because it sits down into the water space so some care has to be taken to seal all the holes. Because of my chosen method of construction, I only have the two long seams to join and one side was a close fit requiring no extra work to solder together. The other side, however, had a gap of about 20 thou for a fair distance. I didn't want to start pulling things about at this stage as I now have the bunker sitting nicely in the tank. To fill the gap, I flattened some copper wire and tucked this in along the section before fluxing up and soldering.  Once it had all cooled, I gave it a good scrub in the sink with hot, soapy water - I'm using ammonium chloride as the flux for this soft soldering - and then inspected it for leaks. There was one area in one of the corners where the gap was just too large for the solder to hold so a snippet of copper wire was soldered in to seal. It's not the prettiest soldering job around, but I filled the bunker with water, levelled it off and sat the assembly on some kitchen roll. Eight hours later, the kitchen roll is still dry so the job is a success. And I've just noticed from the photo that I have forgotten to sweat the two screws to the right of the narrowest part of the bunker floor. A job for later today, before it gets missed completely. Thanks for looking in, Steve |
|
|
|
Post by steamer5 on Jun 3, 2017 8:05:18 GMT
Hi Steve,
The solder doesn't only keep the water out, it stops the coal dust getting into the water tank & hence injectors! One of the old guys in the club was always having trouble with his injectors, one day for no real reason he took the top of the tender to look in, after cleaning out a cup of coal fines his injectors worked very well!
Cheers Kerrin
|
|
|
|
Post by springcrocus on Jun 18, 2017 22:09:36 GMT
The filter boxes for the tender are mounted below the curved sides of the tank and this requires some form of packing to be made. The drawing shows a simple packing piece and further filling done with another material - solder, isopon, whatever - and then smoothed. I decided to see if I could make all-in-one packing pieces from brass and do away with the subsequent messy filling. In the end, I made them from two parts but only because I didn't have any suitable material available. The drawing shows the filter boxes to be 2" long but I am using Adam Cro's components and they measure a true-to-scale 1.7/8". Playing around with rules and straight-edges, I calculated that the packing pieces need to be made from 7/16" x 1/4" x 1.7/8" long. Therefore, a lump of 2" x 1/4" flat brass bar would have been just the ticket but, unfortunately, I didn't have any. Some 3/16" plate came in handy, though.  After cleaning up to a tad over 1.7/8" and squared off, I next set up my boring head. The internal radius of the tank bend is 1/2" and the tank is made from 1/16" material, so the boring head was set to cut 1.1/8" diameter.  Next, the workpiece was loaded to the vice and some exploratory cuts made to determine where to set the centre of the boring head. Just touching the end and moving 7/16" along the "X" axis is not sufficient because we are refering to an arc here.  The final cut left a feather-edge to the right and the witness 7/16" inboard, thus proving that I had, at least, managed to get the dimensions correct.  The material was then turned upright in the vice and a slitting saw used to cut off at 7/16" width. Hacksawing and final machining was not an option here as holding the workpiece would be extremely difficult.  And because I didn't have any 1/4" thick material available, a pair of 14swg infill packers were made to fit between the shaped part and the mounting rim which comes in the kit supplied by Adam.  Next time, I will describe how I managed to get it all fixed together. Once again, a lot of work for what should be a very simple component but a satisfying result, nonetheless. Thanks for looking in, Steve |
|
|
|
Post by Jim on Jun 18, 2017 22:51:05 GMT
Yet again some more great ideas for how to tackle mine when I get to them. The filter boxes will look fantastic, thanks for another master class in machining Steve.
Jim.
|
|
|
|
Post by springcrocus on Jun 25, 2017 19:09:13 GMT
It's nearly time to rivet the sole plate and tank sides together and I wanted to get as many of the holes put in the sole plate before assembly. The drawing shows the overflow pipe to be 3/4" diameter and permanently fixed above the scoop but, as a result of the ideas kicked around on Jim's thread, I decided to make mine removable. Also, because I am not modeling the scoop, I didn't have to worry too much about how it fitted. Various ideas were proposed including threading for quick removal but, as usual, I decided to go my own way and make something quick and easy. The fag-packet sketch below shows what I came up with.  First, I opted to use standard 15mm copper pipe because it's readily available (and I have loads of it, anyway) and, second, you can't get better than a bayonet fitting for quick assembly or disassembly. The body was made from some 1" dia brass, turned down to 22mm and then reduced at the front to 19mm. The hole was drilled and core-drilled straight through at 19/32" diameter and a 2.5mm wide undercut put in before moving to the mill. I have a four-flute 19/32" core drill but a reamer could be used instead.  The bayonet slots were made on the mill using my rotary table mounted vertically (first use of a welcome Christmas present) as were the four drain holes around the base. The copper tube was drilled through 1/8" diameter and a piece of 1/8" brass soldered in to become the bayonet lugs. Although I have a selection of "O" rings, I dismantled a standard 15mm brass push-fit stop-end and pinched the "O" ring from there. Below is a picture of how I held it in the mill, although you will see that this is mocked up as I forgot to take one at the time. After milling, the workpiece was taken back to the lathe and parted off.  The body was then soldered into a hole in the sole plate and the whole thing was then complete.  When the tube is pushed into the body, it passes the "O" ring, which is below the sole plate forming the seal, and stops flush with the base of the body. The four drain holes are level with the sole plate and allow for complete draining of the tank when the pipe is removed. Hopefully, it should all work as planned. Thanks for looking in, Steve |
|
|
|
Post by steamer5 on Jun 25, 2017 22:37:07 GMT
Hi Steve,
Well going your own way, shows us were to go! A nice simple solution.....always the best!
Cheers Kerrin
|
|
|
|
Post by springcrocus on Jul 2, 2017 18:54:05 GMT
I had been riveting the tank sides to the sole plate but ran out of rivets on Friday evening. So I decided to get on with the tender hand pump and before anybody starts discussing the pro's and con's of hand pumps, let me say that I couldn't care less, my loco WILL have a hand pump, end of! I have no drawing for the hand pump but a quick look on the Reeves site produced a couple of examples to give me a start. The casting I have was kindly supplied by Reg (RGR 60130) and has a 1/2" cast-in bore. The first job was to get the bore machined to size and the end faced off. I also chose to turn a register on the front of the barrel and this was done first, followed by boring to within a few thou of 9/16" diameter and reaming to final size.  The casting was then turned around and held on the register to enable me to face the opposite end. I then made a mandrel from some 3/4" diameter mild steel to allow me to hold the casting on the mill for the next operations. After squaring everything up, the mounting foot was machined first and then the edges dressed with an end mill. 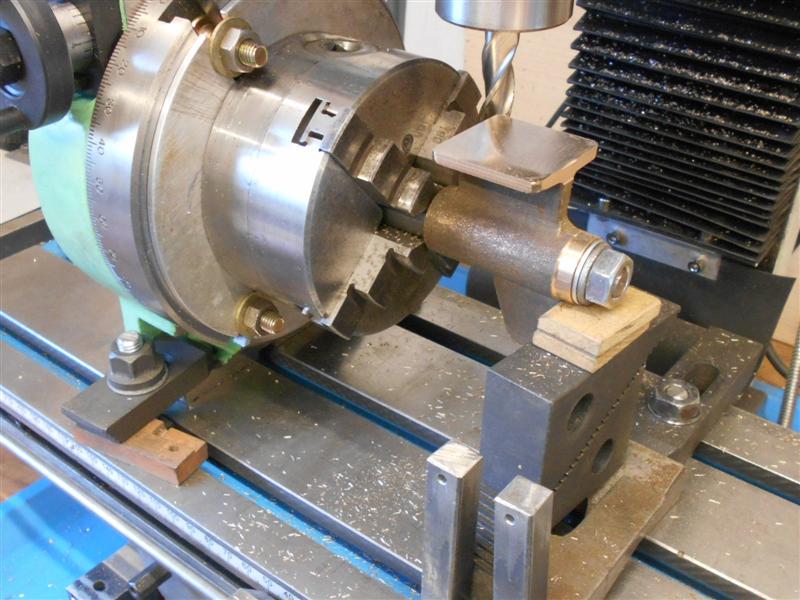 That's as far as I got today and will finish the job during the week. As an aside, John the Pump visited the workshop today to kindly drop off the 9/16" reamer that he lent me and, because he hadn't seen the tender in the flesh, I roughly assembled it on the bench. There is still a lot of work to do but this is the progress so far.  Thanks for looking in, Steve |
|
|
|
Post by Jim on Jul 2, 2017 21:59:15 GMT
The Tender looks brilliant Steve and as I look at it I'm busily pinching ideas too. I like the idea of using the step blocks from the clamping kit as the basis for adjustable supports too. That's gone in the Handy Hints book too. Jim. |
|















