|
|
Post by springcrocus on Jul 10, 2017 17:02:01 GMT
Not that anyone has shown any interest but this solder is a fair bit higher temperaure than normal soft solder and a lot stronger.  Steve |
|
|
|
Post by simplyloco on Jul 10, 2017 18:21:27 GMT
You'll not upset me, Julian, your arrogance flows off me like water off a duck's back. I would be more interested in how all those people who still use hand pumps feel about the derogatory remarks you used to describe them.  Not that anyone has shown any interest but .... Steve, that's what the 'Ignore List' is for! Very handy...  John |
|
|
|
Post by Jim on Jul 10, 2017 22:30:06 GMT
Yes indeed John, I've had enough of his rude and opinionated posts and have blocked him.
Jim.
|
|
|
|
Post by springcrocus on Jul 14, 2017 22:32:05 GMT
Jim and John, thank you both for your support and your comments. Although the diary has had nearly five hundred views in the past week, it seems many are reluctant to become involved in any of the issues raised here and I know that it's mostly my own fault for discouraging discussion in what is a diary of events past. Soft soldering of hand pumps was raised and I offered a clue to a field for discussion but, unfortunately, there were no takers. My apologies, Julian, it's not what you say, it's how you say it. At least you show an interest in the detail. Time to move on. I've made the stanchions from 1/4" dia brass bar and the rails from 1/8" brass bar. To start, I formed the 6BA thread on the base of the stanchions and then parted them off to a few thou over finished length. Eight were needed so I made ten, just in case of a second-op mishap. Next, I made a one-inch long 6BA-threaded split sleeeve from some 5/16" brass, drilling right through and tapping about 3/8" in from each end. The sleeve then had two slots hacksawed part-way through with a junior hacksaw and a third slot sawn completely through. A short 6BA bolt was screwed into the back end to support the sleeve and a backstop set up on the lathe for the sleeve to sit against.  Each stanchion in turn was screwed into the front of the sleeve and held in the chuck so that the angled lower section could be formed with a plunge tool. The picture shows the plunge cut already made.  When all ten were done, they were then reloaded and the 7/32" dia ball section formed with home-made form tool. Although it is usual to slow things down when doing plunge cuts of this nature, this is one of those times when high speed is an asset and I was running at my top speed of 1200 rpm. I also supported the back of the work with a piece of flat brass plate after being a bit too heavy-handed and snapping the thread on my second one. There was a few thou runout due to loading on the thread but it won't be a problem on this job.  To finish these off, I set up a small vice on the mill and, using the same sleeve as before, put the 1/8" diameter hole through the ball using a 1/8" slot drill. Again, I added extra support for the workpiece by using wedges and some MDF.  The rails were hacksawed to length, the ends linished and the O/D given a slight rubdown with fine emery cloth in the lathe - the bar was about a thou oversize as drawn. The final picture shows the stanchions fitted to the removable top plate. Just the filler and dome to go now.  Thanks for looking in and if my earlier comments have upset anyone, well, c'est la vie, Steve |
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,860
Member is Online
|
Post by uuu on Jul 15, 2017 6:11:10 GMT
Everybody needs an arsehole and a prick (or c♡♡t). The body can't function without these vital organs. Normally they're hidden from view, but now and again we catch a glimpse. The polite thing to do is to look the other way for a moment or two. It's to the credit of the readers of this forum that most have chosen to do just that.
Wilf
|
|
|
|
Post by steamer5 on Jul 15, 2017 19:18:17 GMT
Hi Steve,
Still following & enjoying your journey.
On the hand pump front, i've got one on my loco, just about the only time it gets used is during steamup to make sure if its needed it works! I use to use it to fill the boiler but it took to long, i now fill thru the blowdown valve, much quicker & it clears the valve at the same time from the last run if needed.
Cheers Kerrin
|
|
|
|
Post by Jim on Jul 15, 2017 22:57:27 GMT
Hi Steve,
You certainly haven't offended me in fact I thought your comments were quite pertinent.
Keep up the good work Steve the tender and its components look great and a source of inspiration and good ideas for many of us.
Jim
PS: I deleted my earlier comments about hand pumps as it only continued an issue that is best left.
|
|
|
|
Post by springcrocus on Jul 16, 2017 18:18:57 GMT
After many fruitless hours searching, I have not been able to find any reference to someone making their own water-scoop cover / dome other than Geoff Routledge in his Clan build. He stated that he had turned his from a billet of aluminium and that was it. It seems that everyone else uses castings from one of the standard suppliers. I have also wandered the aisles of the DIY stores, supermarkets and other places hoping to find something that could be utilised - paint can cap, camping cup, baking tin, bicycle bell - you name it, I've tried to find it! I decided to try and spin my own and started with a piece of 20swg brass sheet which I hacksawed and linished to just over the calculated maximum O/D.  I then made a former from some 20mm MDF which I screwed to a billet held in the chuck. I have an old, blunt-nosed live centre that I use with various bearing in situations like this.  After trapping the material between the former and the bearing, then adjusting the runout and applying final pressure, I used a broom handle to start the process of bending the metal. After getting about ten degrees of movement, I removed the workpiece and annealed it because it was work-hardening very quickly. After numerous re-works and annealings, I then changed to using a bearing to continue forming the shape but it was getting harder and harder to create the shape, with wrinkles appearing at the periphery. 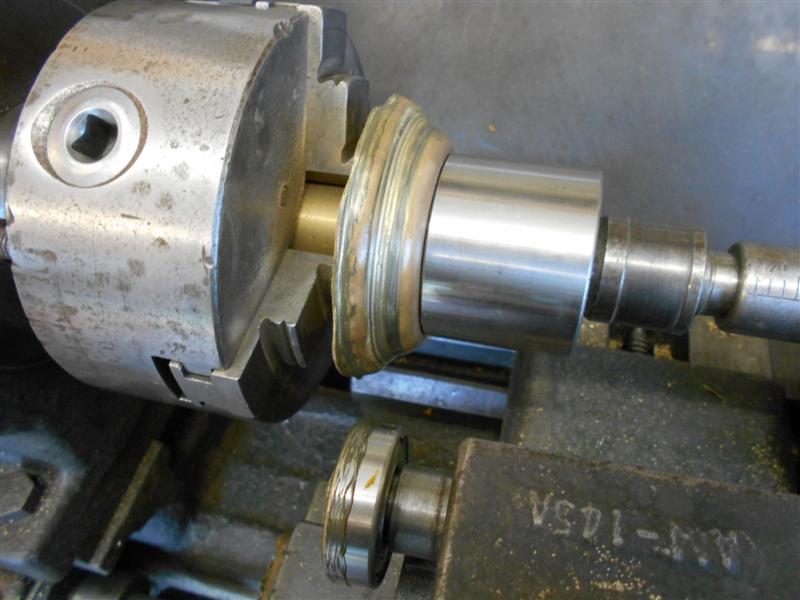 Eventually, I managed to get most of the way round but the outer section started to break away, it needed even more annealing. At this point, I decided to call it a day and cut off wherever I could for a clean finish.  It's a bit rough and ready, and looks like a year-one student ash tray but the basic shape is there.  However, it was only 7/16" high and needed to be 9/16" so I decided to make a collar for the lower section, and a rummage in the scrap box produced some 3/16" thick brass plate and this was pressed into service. The dome was placed on top of the material, the diameter scribed round and the billet then set up on the mill. The centre was found by using a point in the drill chuck to pick up the edges of the circle and a 1.3/4" dia hole made by first using a hole saw followed by the boring head. This was to enable subsequent holding in the lathe.  Whilst on the mill, a pair of tapped holes were made for fixing the billet to the tender platform. Over on the lathe, the billet was machined on the O/D to set the outer size of the dome and was then reversed and a spigot turned to take the inside of the spun component.  The two parts were then brought together and adjusted for height using a pair of screws in the tapped holes to bear on the underside of the dome. Silver-bearing soft solder was then used to join the two parts together.  I was now able to load the assembly onto the outside of the chuck jaws on the lathe and lightly turn the O/D to the size I wanted. After removing the solder splodges that I managed to make all over the workpiece, I used emery cloth to clean up the outside. The assembly was then bolted to the tender platform with brass screws with the following result.  It's not the prettiest dome ever made, nor is it particularly accurate as regards the radius but it will do for now. At painting time, the solder ring witness will be filled with car body filler and the gap will vanish. Or I may have another go and see if I can do a better job with a lump of copper from an old immersion heater tank. Who knows? Thanks for looking in, Steve |
|
barlowworks
Statesman
 Now finished my other projects, Britannia here I come
Now finished my other projects, Britannia here I come
Posts: 878 
|
Post by barlowworks on Jul 16, 2017 22:00:34 GMT
Hi Steve
If you go onto YouTube and look up no23mk2's channel and check out slideshow 5 the guy on there spins a dome similar to you but uses copper. It might give you a few pointers. His is the high dome but I'm sure the principle will be the same.
Mike
|
|
|
|
Post by Jim on Jul 16, 2017 22:46:57 GMT
Well done Steve the dome looks great and sets the back of the tender off beautifully.
Jim.
|
|
mbrown
Elder Statesman
Posts: 1,793
|
Post by mbrown on Jul 17, 2017 19:57:59 GMT
I have successfully spun things from gilding metal which seems to be about as malleable as copper but looks like brass (which is good if you want a polished dome - but that's irrelevant to the Britannia!)
Malcolm
|
|
|
|
Post by springcrocus on Jul 19, 2017 18:41:51 GMT
The filler hatch at the rear of the tender platform is shown as made from some 1.5/8" dia brass tube for the riser and the lid made from 1.3/4" dia brass bar or from 5/16" brass plate. I had none of these so another visit to the scrap box was needed. Since I had no brass tube of the required size, I made some from an offcut of 20 swg brass sheet. A piece was cut at 3/4" wide by 5.1/2" long and bent around a piece of 1.3/8" dia bar freehand. By the time it had sprung back, it wasn't too far from finished size and the ends were trimmed back and the shape re-rolled until I had a butt-join that left a reasonably accurate diameter. It takes a lot longer to do than to describe, much too-ing and fro-ing required to achieve the desired result. This was soldered together with an overlay strap on the inside.  The tube was then held very gently in the chuck and the ends faced and squared off, with a finished length of 19/32". To make the lid, I started with a couple of offcuts of 3/16" brass plate and the first piece was loaded to the mill and a 1.1/8" dia hole put in using a hole-saw followed by the boring head. This was to enable holding on the outside of the chuck jaws, my 4-jaw s/c being the smallest.  This was then roughly cut and soldered to another piece ...  ... and then turned to 1.3/4" dia and the face lightly skimmed to true it up.  Soft jaws were now loaded to the chuck and skimmed to suit the workpiece, followed by facing the front to 5/16" long. A 1/32" deep recess was then formed at 1.5/8" diameter to allow the tube to lightly clip in. This brings the underside of the filler lid to the 9/16" height given on the drawing.   The workpiece was now reversed in the soft jaws and the 1/8" radius formed at the edge of the lid using a hand-ground form tool ...  ... then another form tool was used to form the large radius of the lid top. This took quite a bit of time, moving the angle of the tool back and forth to suit until I had the desired result.  Here is the part-finished item placed on the tender but not fixed. There are the handle and hinges to make next along with a means of fixing it.  Thanks for looking in, Steve |
|
|
|
Post by Deleted on Jul 19, 2017 18:57:12 GMT
lovely work Steve...I have a casting for 4472's steam dome but after seeing what you've been up too, I think that I'll have a go at a little metal spinning instead....all good fun..  Pete |
|
Midland
Elder Statesman
Posts: 1,875
|
Post by Midland on Jul 19, 2017 20:23:25 GMT
Hi Spring C
Lovely work you are doing there and you do get on and have a go as they say. For some reason missed your exciting thread over the last few weeks and missed the handpump argument to which I will add little except that on my Princess I had a puny little thing so I made one with about five times the capacity of the previous one. It is ever so reassuring that when the water is disappearing below the nut, the steam pressure is down and the price of a new boiler flashes through your head to take a few gentle strokes on your pump and see the water level go up and save the day. I may be a common mucker to have one but I do fasten my seat belt, wear goggles in the workshop and do all those other sissy things that keep one well and safe!!! (Although did get bollacked today by simplyloco for smoooting off a bit of metal on the side of a cutting disk!!)
And learning the drive a loco is dead simple, just pull the handle, it is firing that is the challenge!!!!
Cheers David
|
|
|
|
Post by springcrocus on Jul 23, 2017 18:33:46 GMT
First, thanks to all for your comments covering the last three entries to the diary. Some useful information has been filed away, and the encouragement is always welcome. To continue with the filler hatch lid, I made the lifting handle from a length of 3/32" dia brass rod, simply bending it around a piece of 1/2" diameter bar.  The anvil underneath the 1/2" rod is a small two-way vee-block and the cross-way comes in useful for simple bending jobs like this. I then set up a chuck on the mill and drilled a pair of 3/32" diameter holes in the lid to take the handle. I also put in a couple of dimples either side to help line up the hinge straps.  The drawing shows the handle set square to the angle of the lid but I just drilled square to the table and bent the handle to the correct angle after assembly. Once pressed in to depth over a piece of 1/4" dia rod, a dab of solder was applied to the underside and the bend put in. The hinge bracket is made from an offcut of 3/16" brass plate with a hingepin hole drilled at the top and a pair of 8BA fixing holes in the base. The hingepin is a piece of 3/32" dia brass tube and the hinge straps are made from some 1/8" brass strip thinned to 3/32" and hand-filed to size and shape.  I drilled a pair of 1/32" holes in the tops of each of the straps, then spotted through to the lid and drilled four holes here also. I then used some 1/32" brass rivets to hold the hinges in place on the lid prior to soldering. This is not a feature of the BR standard tenders but I like the look of them so they will stay after soldering, rather than filing them down after their work is done. I have cut the hinge pin 1/32" longer then the outside dimension of the hinges and flared the ends slightly by inserting a lathe dead-centre and giving a gentle tap. The photo I took at this stage became corrupted so this is the same view but after the next operations.  The final jobs were to make a large hole in the top plate and to solder the filler tube in place. I was concerned that heating the tube would cause my earlier work to fall apart so a pair of 1/16" holes were drilled through the tube and strap. Countersunk brass rivets were then used to act as a mechanical fixing. The lid assembly was bolted to the top plate using 8BA brass screws into the hinge bracket and the filler tube placed underneath. This was then scribed round as a guide for the filling hole. Once drilled and bored, the tube was clamped in place and soldered. 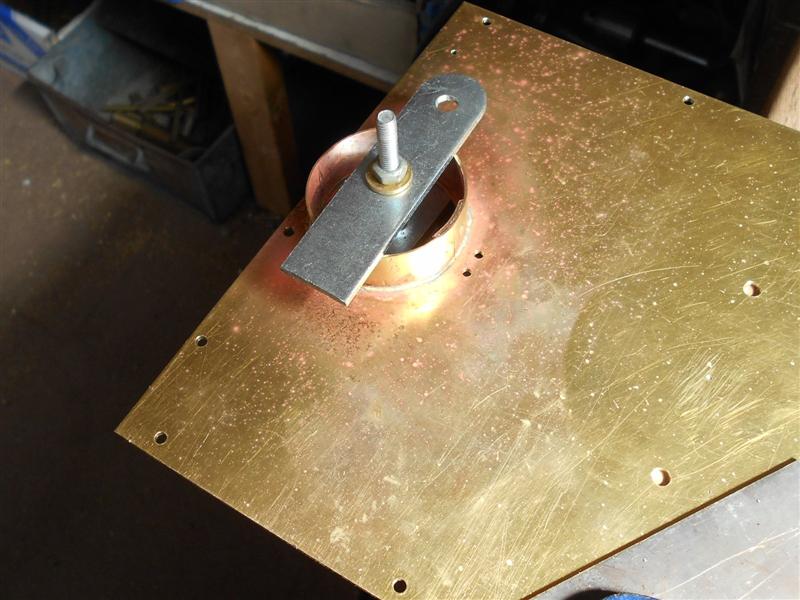 The position wasn't perfect and I had to elongate the hinge-block holes in the top plate but the lid now closes down in just the right place. I can fill the tank easily enough although, with a removable top plate, drilling the hole was probably a waste of effort.  And finally, a couple of views from the rear of the tender showing progress to date.  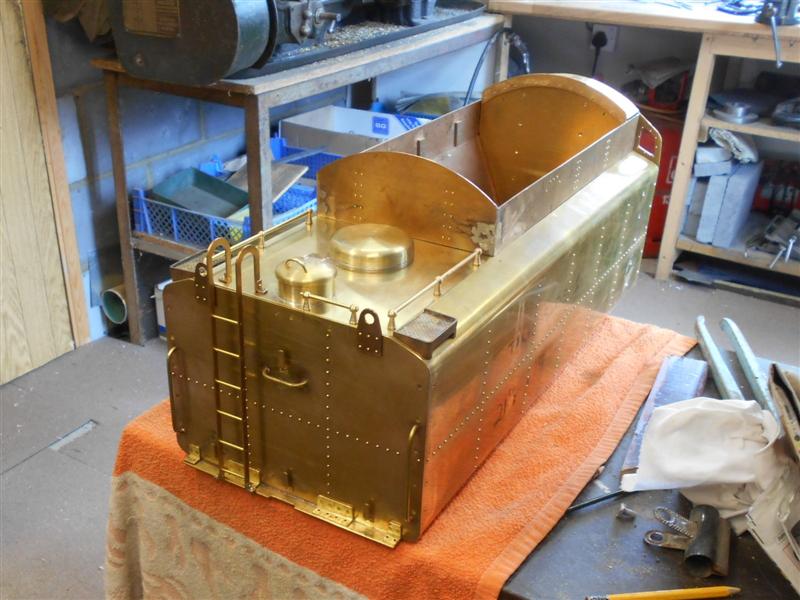 What I am most satisfied with is that all these features on the tender platform have cost pennies to make, with most material coming from the scrap box. Thanks for looking in, Steve |
|
johnthepump
Part of the e-furniture
Building 7 1/4"G Edward Thomas
Posts: 494
|
Post by johnthepump on Jul 23, 2017 21:28:32 GMT
Hi Steve,
This is the best part of Model engineering, making parts from the box under the bench and turning them into impressive structures at little material cost. Your descriptive photographic thread is very easy to follow and informative, keep up the great work.
John.
As a post Script to the Hand Pump Saga, seeing as my name was mentioned.
The hand pumps that I made in my time at APTULE Works, were fabricated from parts and needed silver soldering to with stand the levering action. I changed the design early on to make them look more like castings, this involved making jigs for all the sizes of pumps to hold the parts in place during the silver soldering process.
Hand Pumps were the first job I was given on arrival at Aptule Works and over time I made a lot of them, as there were three other John's who popped into the works from time to time, I became known as John the Pump. I always say that it was lucky that I wasn't started on making "drain cocks" as I hate to think what I might have been called then.
JtP.
|
|
|
|
Post by Jim on Jul 23, 2017 21:54:42 GMT
John has said it all Steve and all I can add is that the tender must now be pretty well completed and ready for painting and lining.
Your tender really is a cracker and the thread a 'must read' for anyone building a BR1 tender.
Great work.
Jim
|
|
|
|
Post by springcrocus on Jul 26, 2017 18:42:41 GMT
Over the last few weeks, I've been soldering the tank together a section at a time but soldering is just soldering so there are only a couple of pictures of progress. This is more a record of the order of events, just in case anyone else decides to construct their tender in a similar fashion. I started by soldering all the rivets on the rear panel, followed by the brass angles fixed to the sides and bottom to ensure no weepage around the fixing screws. I also soldered all the rivets on the tank sides while I had unfettered access. The coal bunker had been done earlier and is described a few pages back and this covers nearly all the soldering that can be done prior to assembly. The position of the two bulkheads were checked and where the rivets fouled, these were dressed back flush and a touch more solder applied. The hold-down screws and overflow pipe fitting were soldered to the sole plate earlier and the tank sides were now fixed to the sole plate with 1/16" brass rivets. One thing I noticed on completion was a few places where some daylight was visible through the joint between rivets, possibly because the underside edges of the tank sides were not perfectly flat or because I was too heavy-handed when fixing the rivets. Anyway, something to watch out for. A small amount of light hammering with a drift helped close the gaps and the solder will complete the job but there is a limit to how large a gap solder will fill, preferring to flow out rather than solidify in situ. The next stage was to fix the rear panel in place with the side fixing screws and solder the vertical joins to the tank sides. There was no mechanical fixing of the rear panel to the sole plate at this time so I fixed small clamps on each of the hold-down angles on the outside and used a length of copper wire as a fillet along the inside bottom of the tank. Once complete, the rear panel will have screws fixing it through the sole plate to the underframe to provide some mechanical strength.  I soldered the rivets and the bottom joins next, working from the back panel forwards one side at a time. Again, I checked the position of the two bulkheads and dressed back any protruding rivets. This was followed by fixing the middle bulkhead and soldering the side screws from the inside, then upending the tank and soldering the bottom screwheads from the outside. The final session was to fix the front water bulkhead in place and solder all round from the outside, although this becomes inside once the front plate is fixed in place. This was a little more awkward because the shaping wasn't perfect and I swapped over to an old-fashioned stick of "Genuine Virgin Solder" that dates back to the 1950's because this seems a little less runny than what I was using before.  At this point, I performed a leak test and found a couple of small weeps from the sole plate and one from the rear bottom corner. The ones from the sole plate closed after a reheat and more solder but the one in the bottom corner was more stubborn, requiring a couple of sessions with new flux as well as extra solder. Once sealed, I filled the tank with water, as far as was possible, and left it overnight on a towel in a growbag tray. Next morning, towel and tray were both dry and this just leaves soldering the bunker into place but I shall hold this over for a while and complete the front panel first. The solder work is very scruffy-looking but it will never be on view, so unimportant. Thanks for looking in, Steve |
|
|
|
Post by Jim on Jul 26, 2017 22:07:11 GMT
Looks great to me Steve. Are you planning on spray painting the interior or leaving it as is? I'll be painting mine with KillRust as it's all steel but I don't have any problems with that and I've used the same method with previous models with total success.
If you're still seeking it I'll PM you with the dimensions for the water and brake handles as shown on my works GA drawing.
Jim
|
|
|
|
Post by springcrocus on Jul 27, 2017 6:10:41 GMT
Looks great to me Steve. Are you planning on spray painting the interior or leaving it as is? I'll be painting mine with KillRust as it's all steel but I don't have any problems with that and I've used the same method with previous models with total success. If you're still seeking it I'll PM you with the dimensions for the water and brake handles as shown on my works GA drawing. Jim If I try any internal treatment at this stage, it is likely that the final heat-up to fix the bunker in place would damage that treatment. However, I have been playing around in my mind with some sort of gasket on the exposed edge of the front bulkhead, similar to the material that grommets are made from. Then replace the four lugs that pull the bunker sides and tank tops together with longer strips of brass angle and I could then have a purely mechanical fixing for the bunker leaving it both waterproof and removable. This would enable me do something inside to ensure long-term watertightness. Handles were made last night before dinner, but thanks anyway. Regards, Steve |
|













