|
|
Post by Oily Rag on Mar 4, 2018 22:27:57 GMT
|
|
|
|
Post by Oily Rag on Mar 22, 2018 22:07:19 GMT
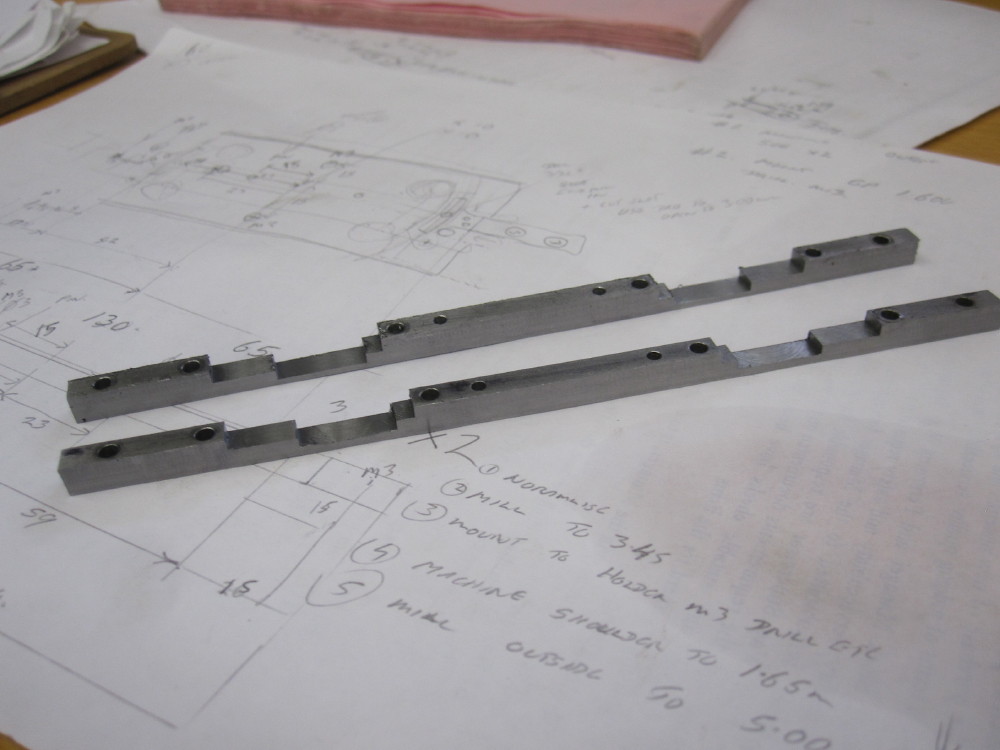
A wee bit more on the expansion links
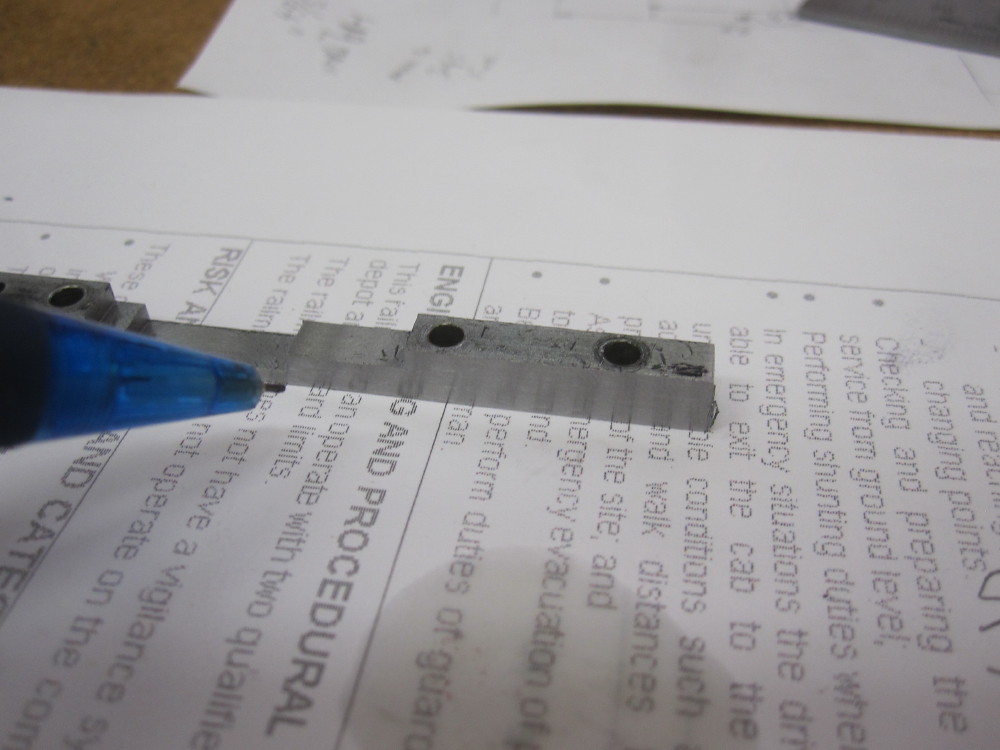
drilled and reamed the 2.50mm trunnion pin holes and inserted 1.20mm brass round and riveted over, cleaned off the countersinks.
I am most pleased that these are nearly done. Got to go carefully to avoid ruining them with a dopey mistake or slip.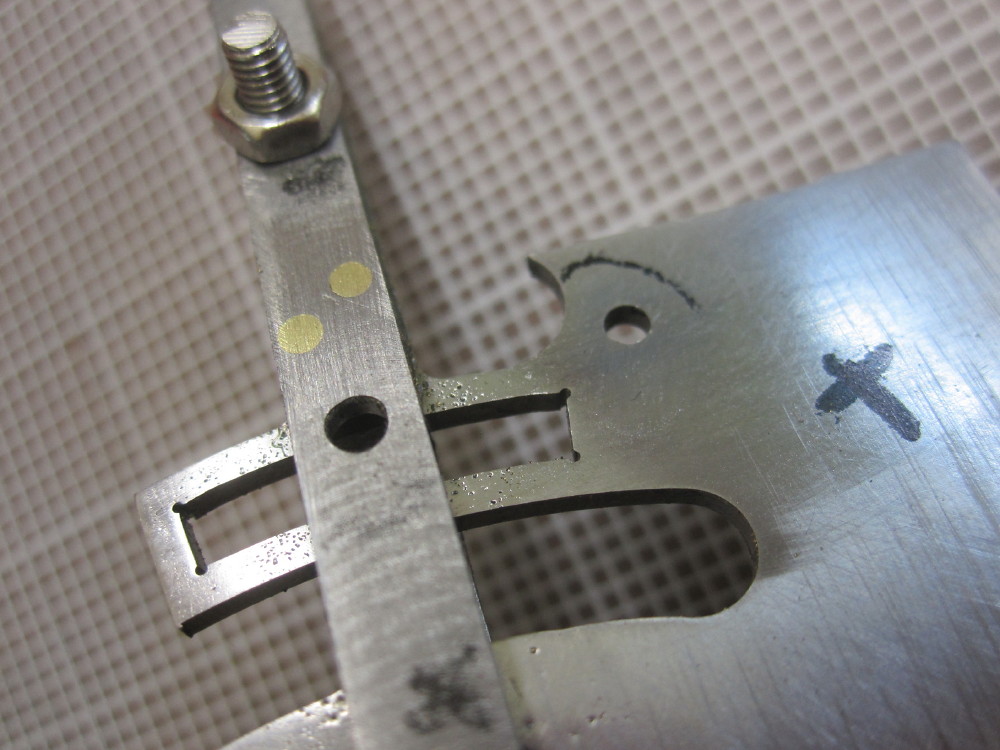 A wee bit more progress on the links, some previous filing buttons were in action. A wee bit more progress on the links, some previous filing buttons were in action. Getting closer Getting closer another set of buttons for finishing off the trunnion supports another set of buttons for finishing off the trunnion supports
|
|
|
|
Post by Oily Rag on Mar 26, 2018 23:38:53 GMT
After some dopey mistakes, redo some parts
aghhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhh
some progress.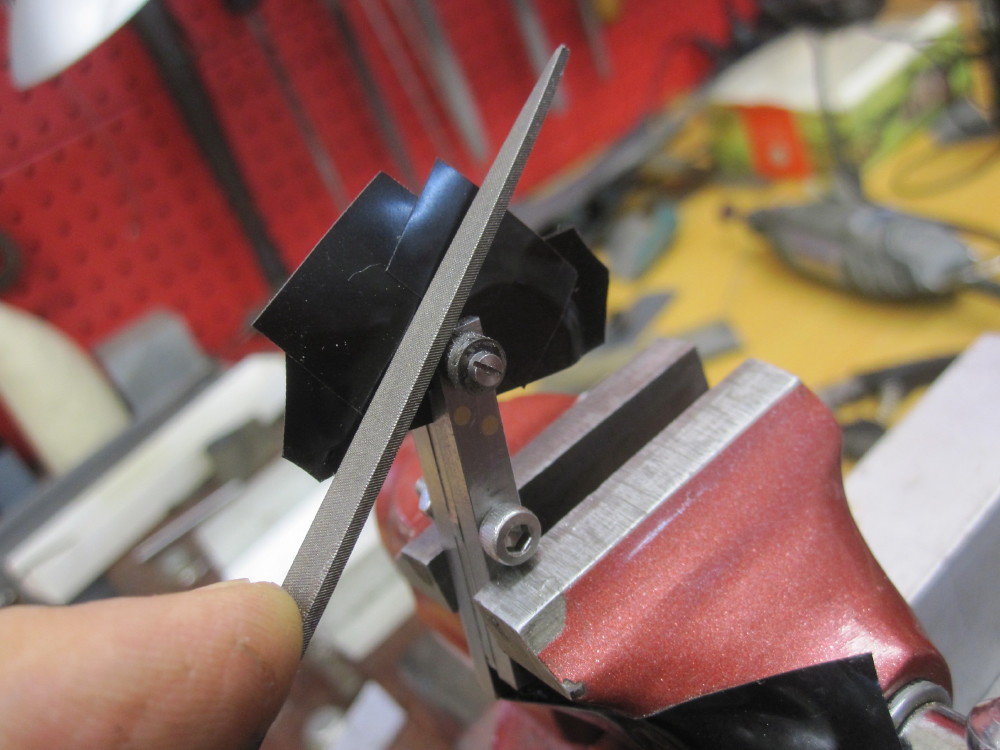  Work begins on the link brackets. Work begins on the link brackets. Trial fit up. Trial fit up.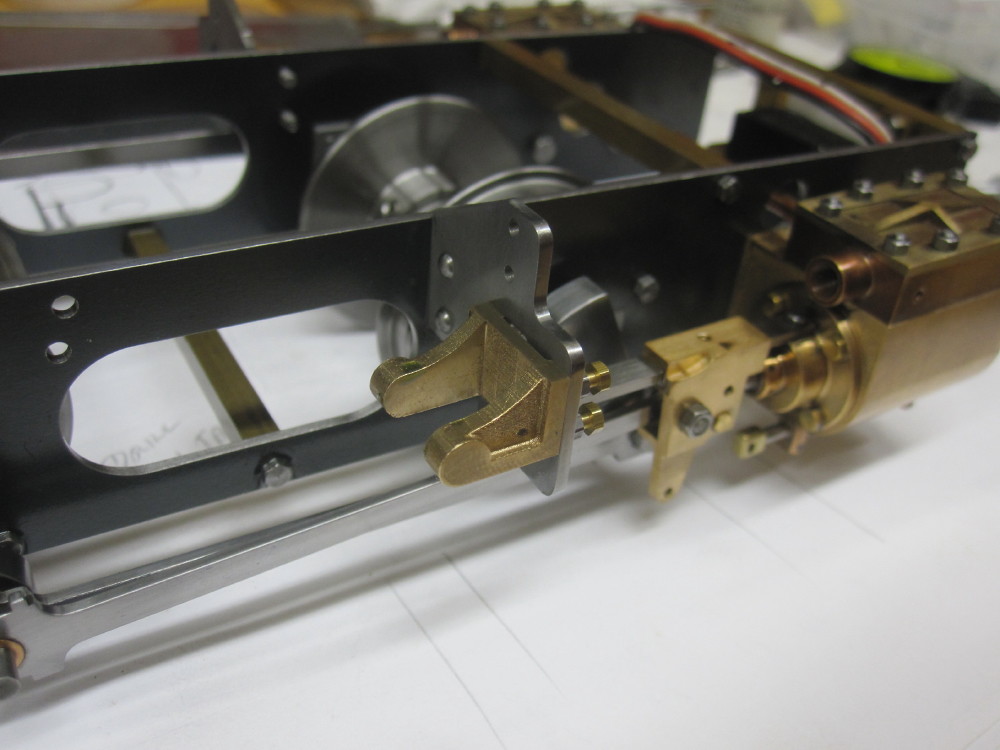 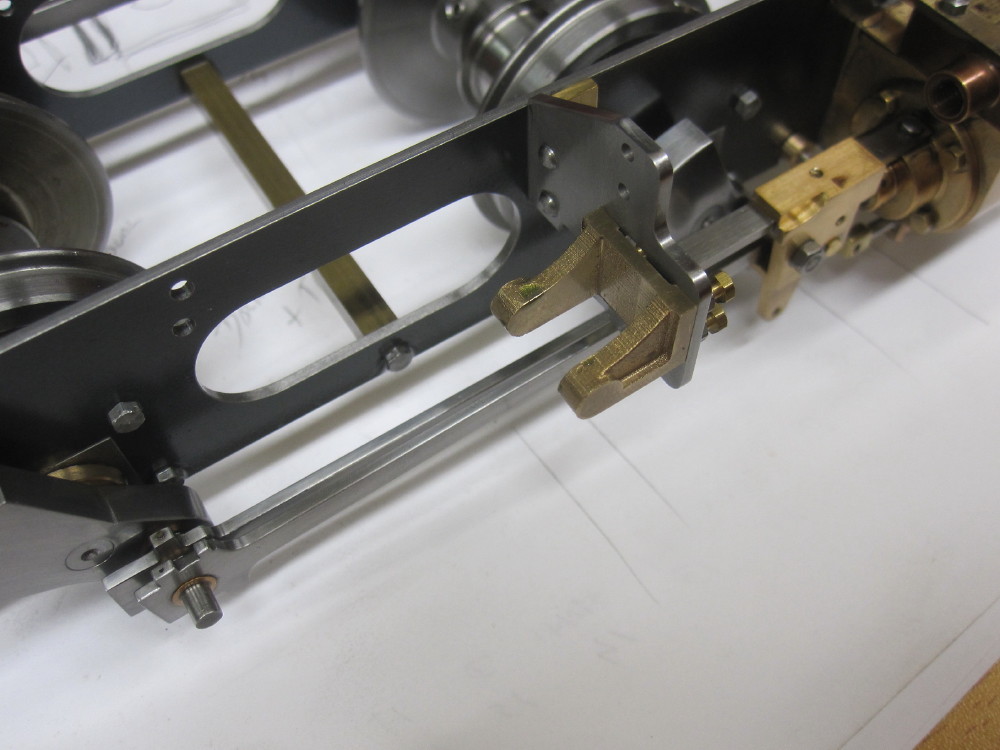
|
|
|
|
Post by steamer5 on Mar 27, 2018 5:17:40 GMT
Hi Daz,
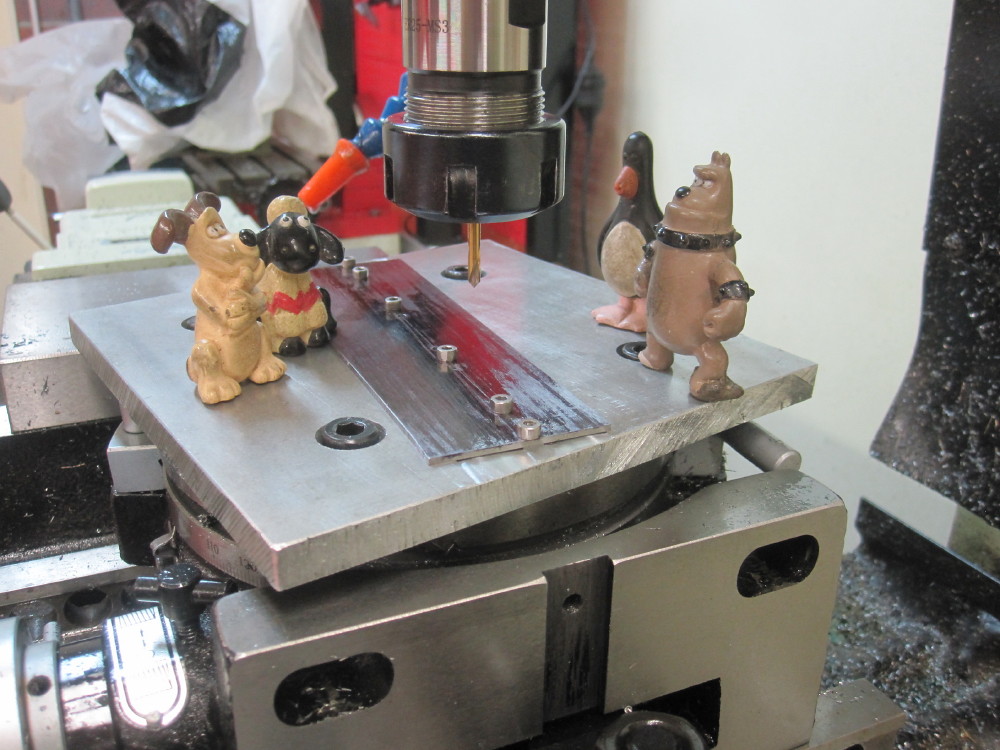
That’s a pretty tough inspection crew you have there!
Nice work on the parts
Cheers Kerrin
|
|
|
|
Post by Oily Rag on Mar 27, 2018 22:03:21 GMT
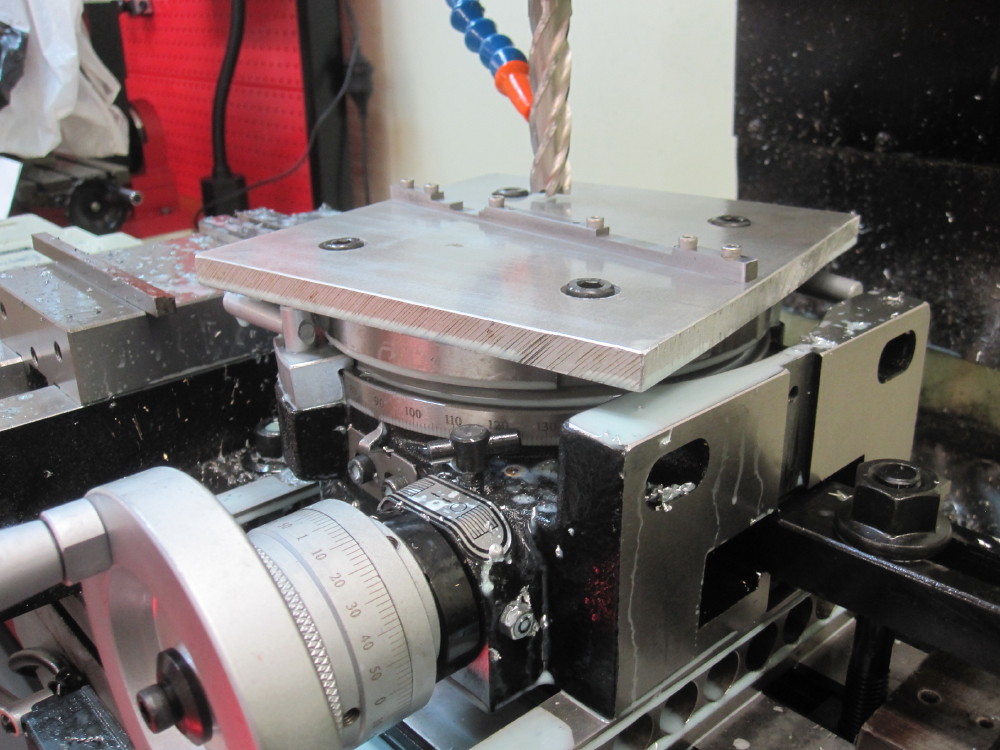
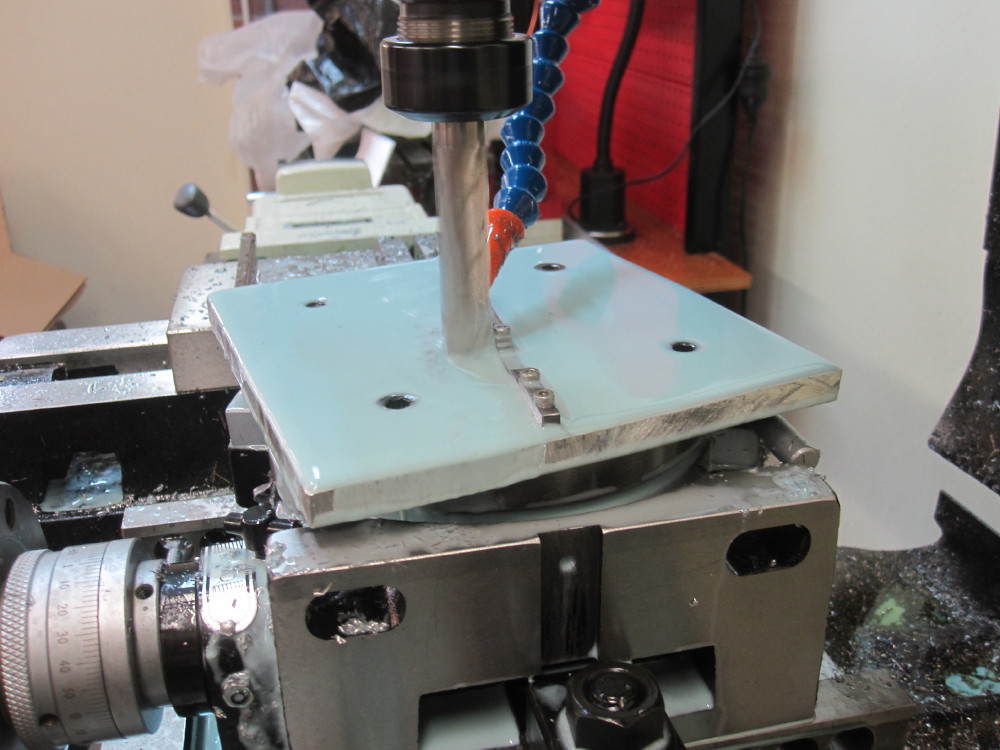
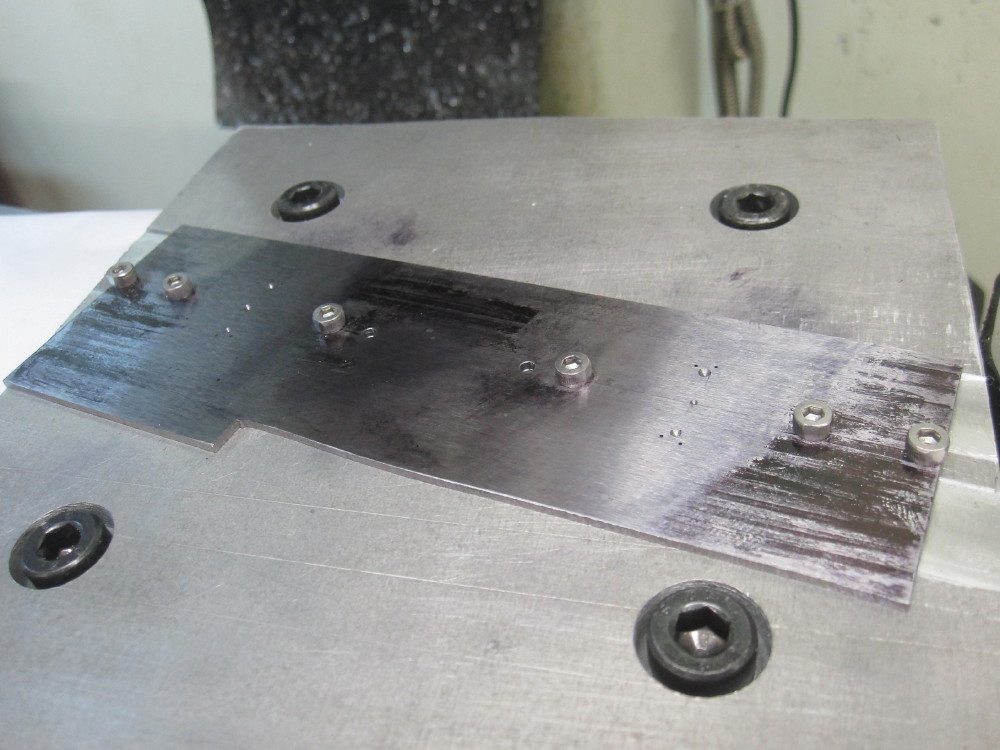
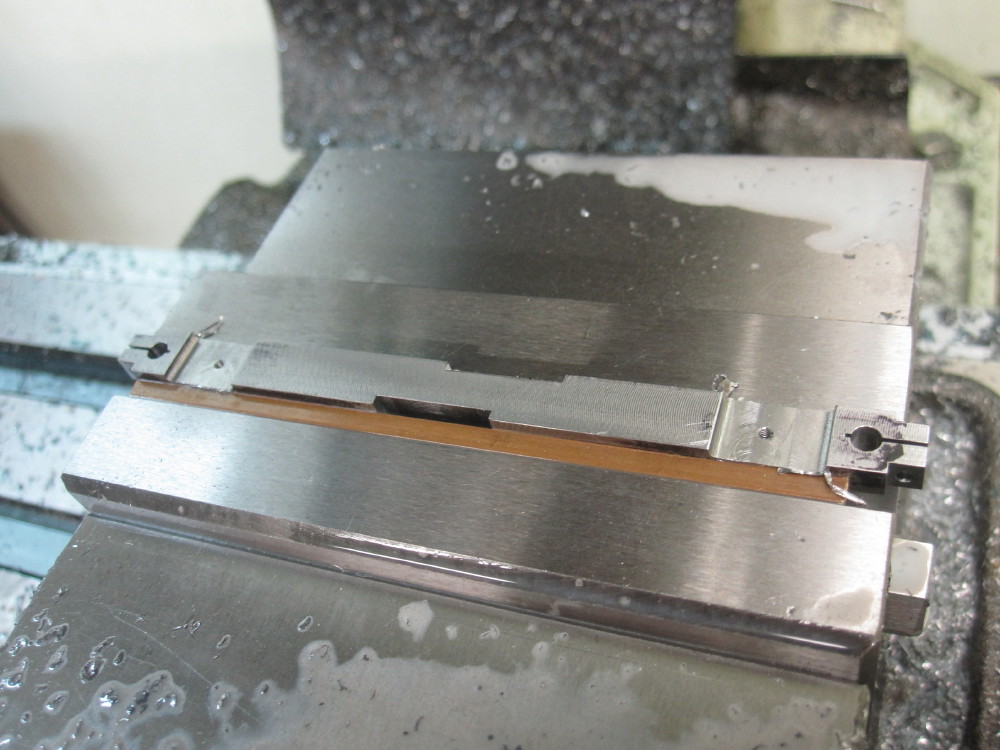
I am using the filing buttons made and used on the expansion links.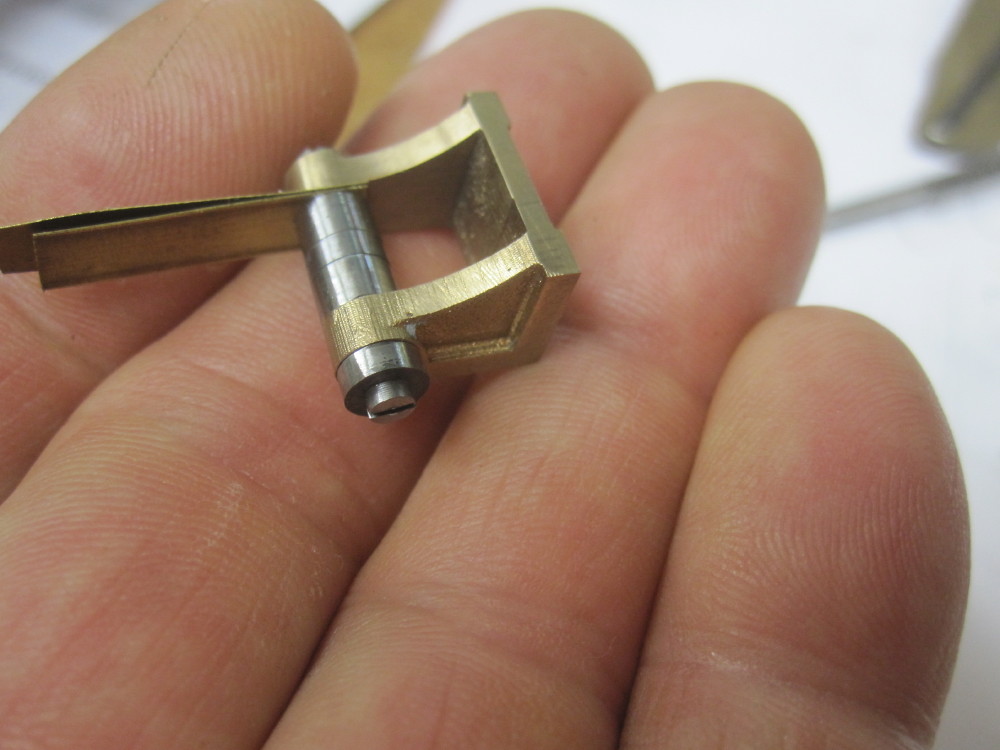 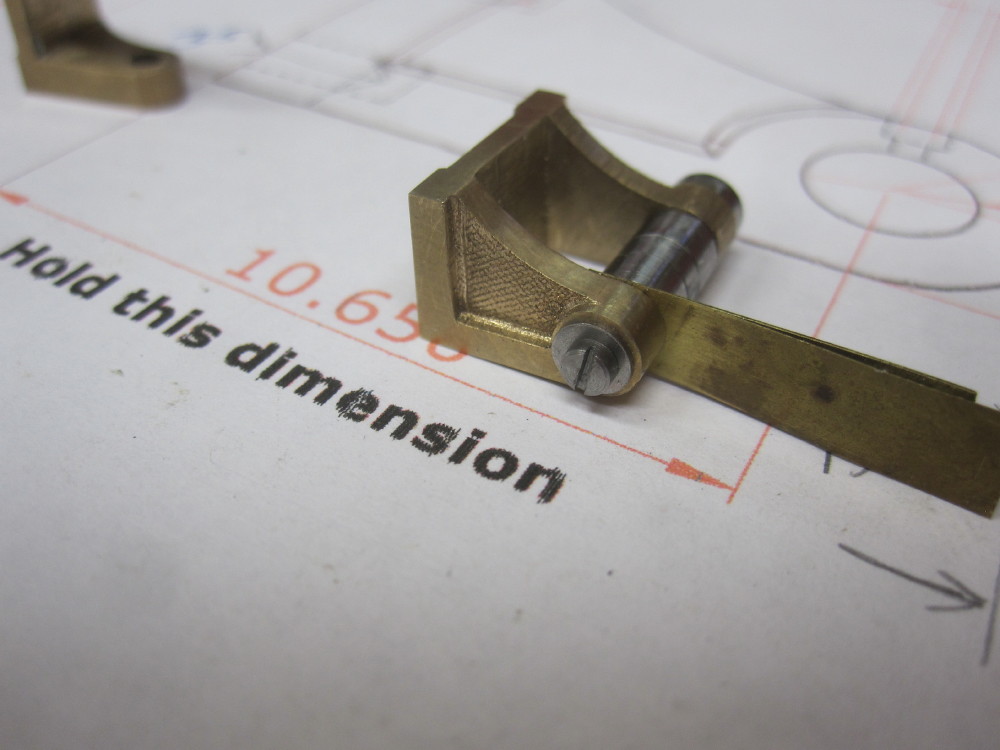 The brass shim has a hole punched in and is used to fill the buttons snuggly between the cheeks. I will finish off the trunnion shaft on the expansion links soon, the 2.50mm shaft is loctited in and I just need to cut off the material between the cheeks. The brass shim has a hole punched in and is used to fill the buttons snuggly between the cheeks. I will finish off the trunnion shaft on the expansion links soon, the 2.50mm shaft is loctited in and I just need to cut off the material between the cheeks.
|
|
|
|
Post by 92220 on Mar 28, 2018 18:19:19 GMT
Hi Dazza.
Very nice job! Looks like you had to spend a bit of time to keep your workmates in order. That grey one with the dog collar one does look a bit bolshie!!
Bob.
|
|
|
|
Post by Oily Rag on Mar 28, 2018 21:36:22 GMT
Hi Dazza. Very nice job! Looks like you had to spend a bit of time to keep your workmates in order. That grey one with the dog collar one does look a bit bolshie!! Bob.
Preston is a hulking brute with small eyes and a glower that makes Gromit’s blood run cold. In fact, Preston isn’t your average dog – he’s actually a cyberdog, invented by Wendolene’s father! When put in control of the Mutton-O-Matic, he sees an opportunity for making use of all those shorn sheep…and it isn’t pretty! www.wallaceandgromit.com/films/a-close-shave |
|
|
|
Post by Oily Rag on Mar 28, 2018 21:37:35 GMT
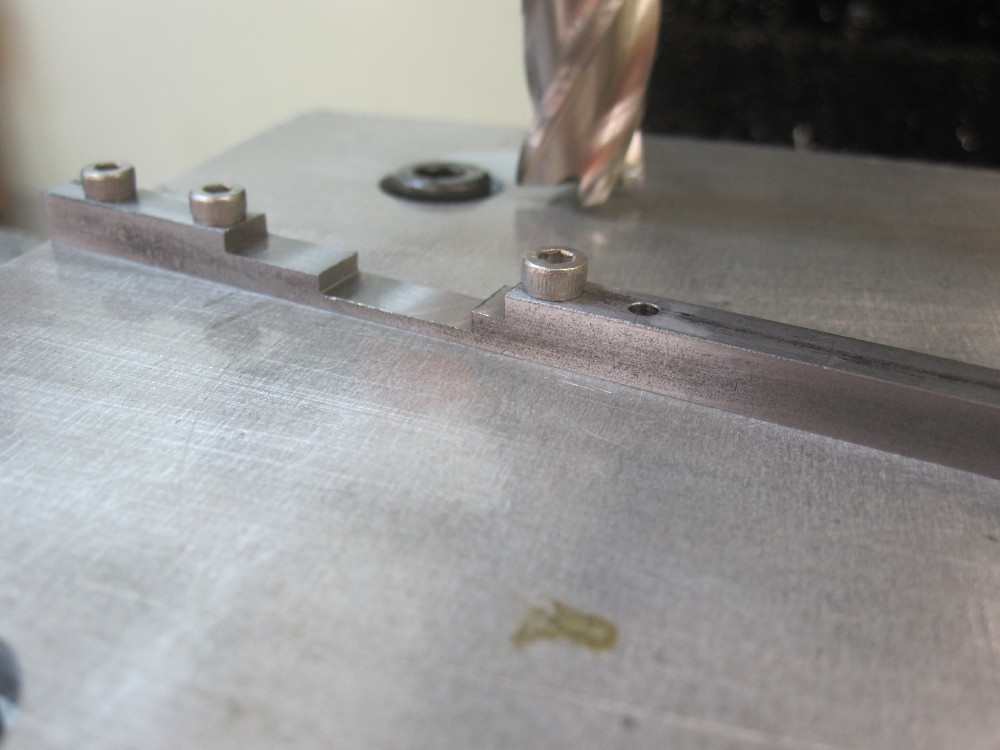
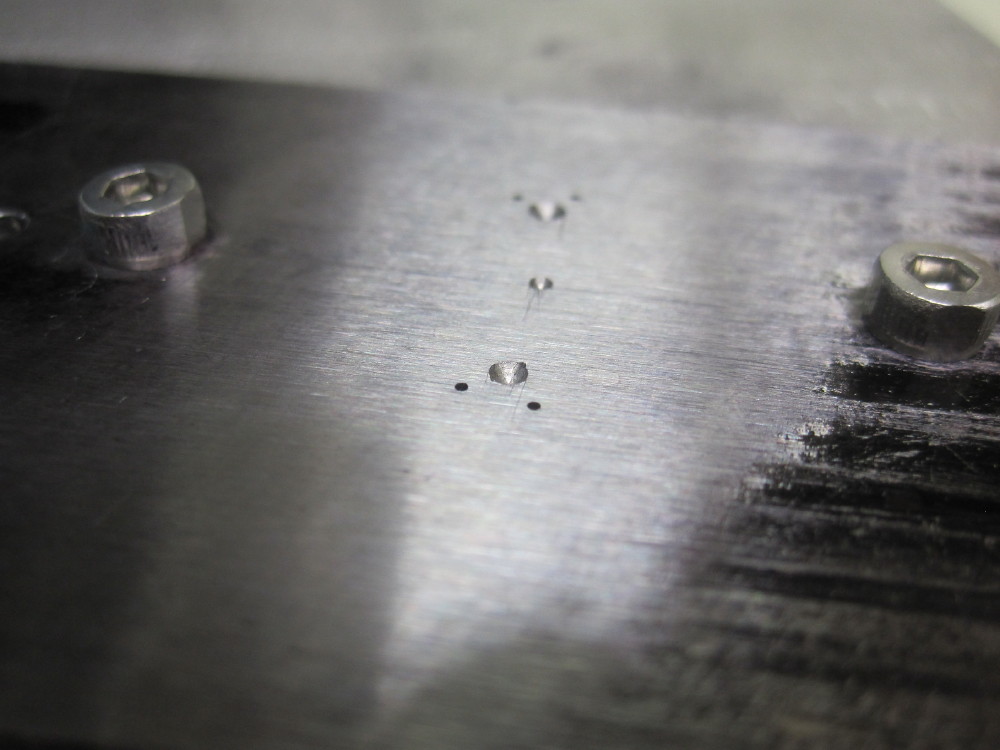
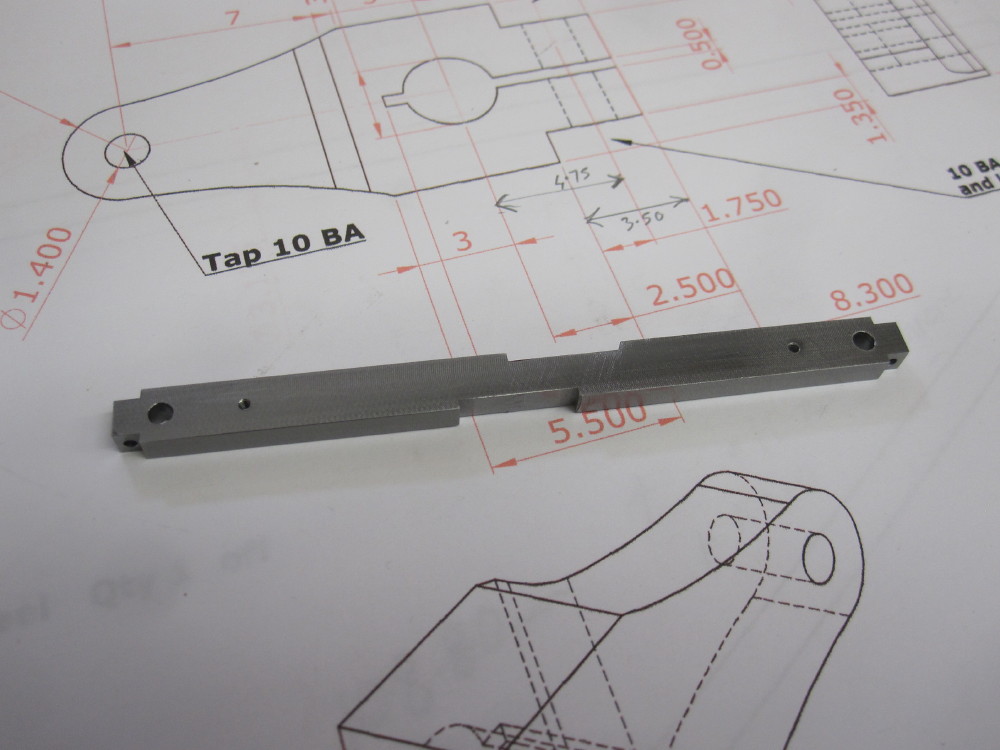
Out came the 0.50mm Carbide PCB drills last night and I put some oil holes in for kicks and giggles. I lay in bed thinking "I could make a brass oil cup 1.00mm in diameter and then put a 0.50mm passage way in these and Loctite them in, but, my sanity held on and I just drilled the oil holes. Next time eh! 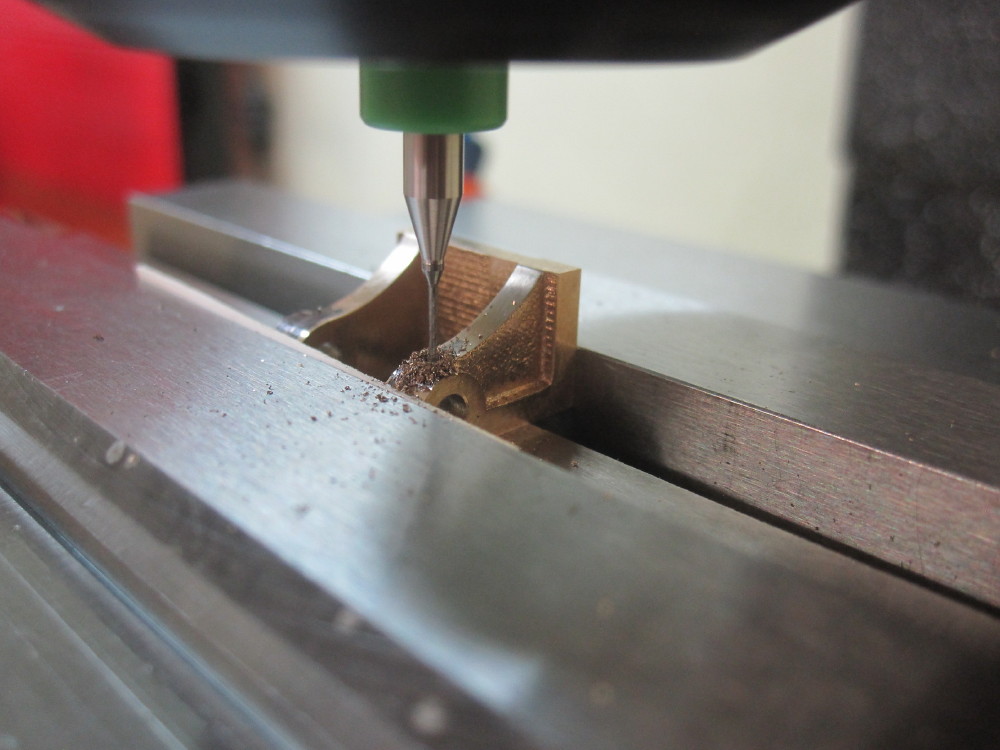 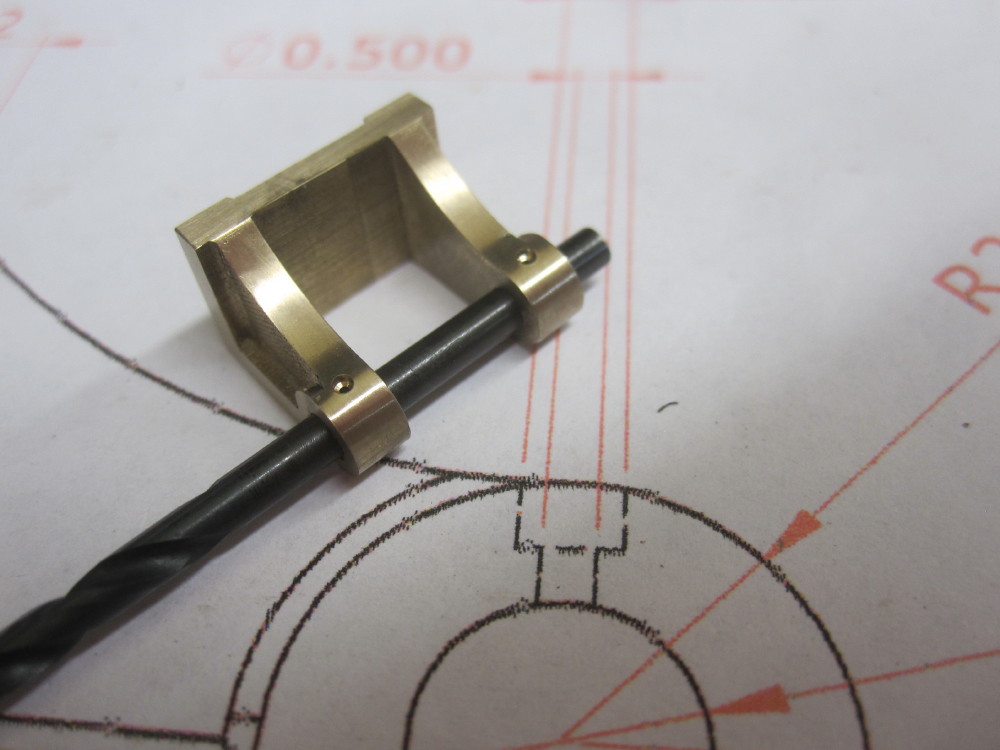 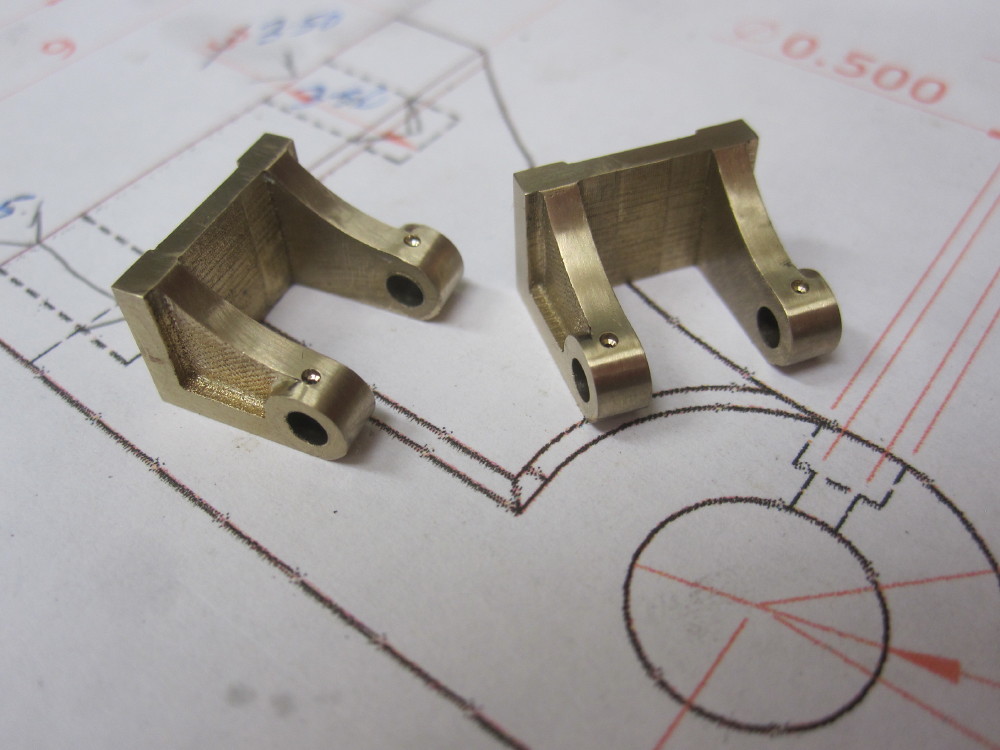
|
|
|
|
Post by steamer5 on Mar 29, 2018 5:59:07 GMT
Hi Daz,
I only have the films for the grandkids...............honest!
Hmmmm........working Easter .....maybe I could sneak a movie in..........
Cheers Kerrin
|
|
|
|
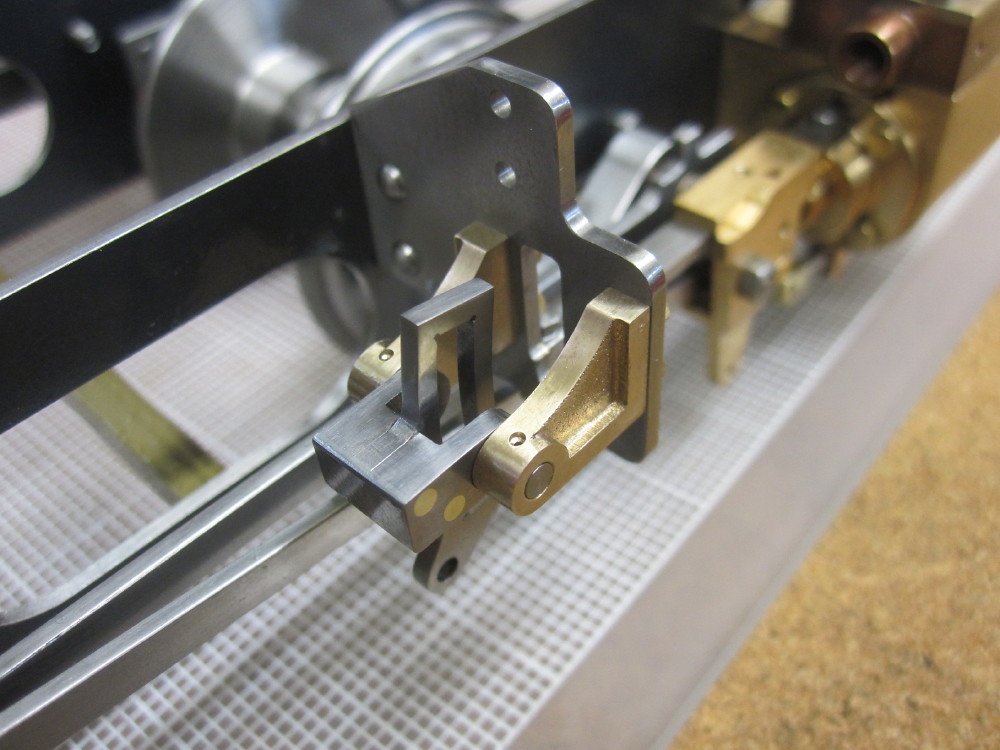
Post by Oily Rag on Mar 30, 2018 20:59:35 GMT
The staff at the Llewellyn Locomotive Works have with satisfied relief, are done and dusted with the expansion links. A big sigh of relief all round. 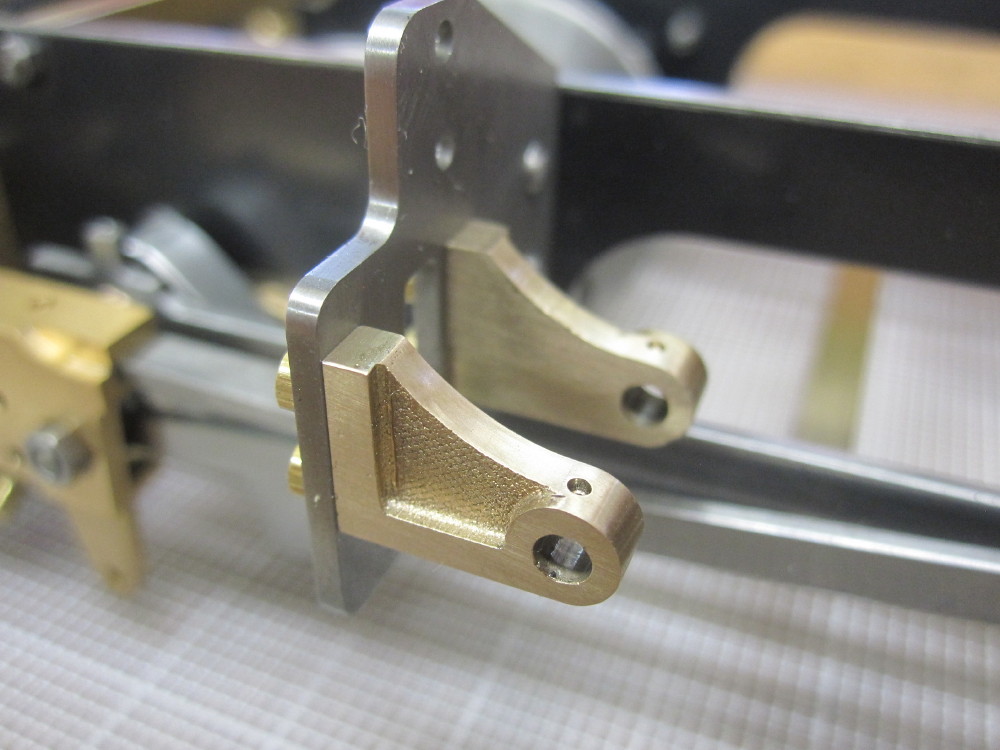 Mounted Mounted
|
|
|
|
Post by Oily Rag on Apr 2, 2018 21:25:07 GMT
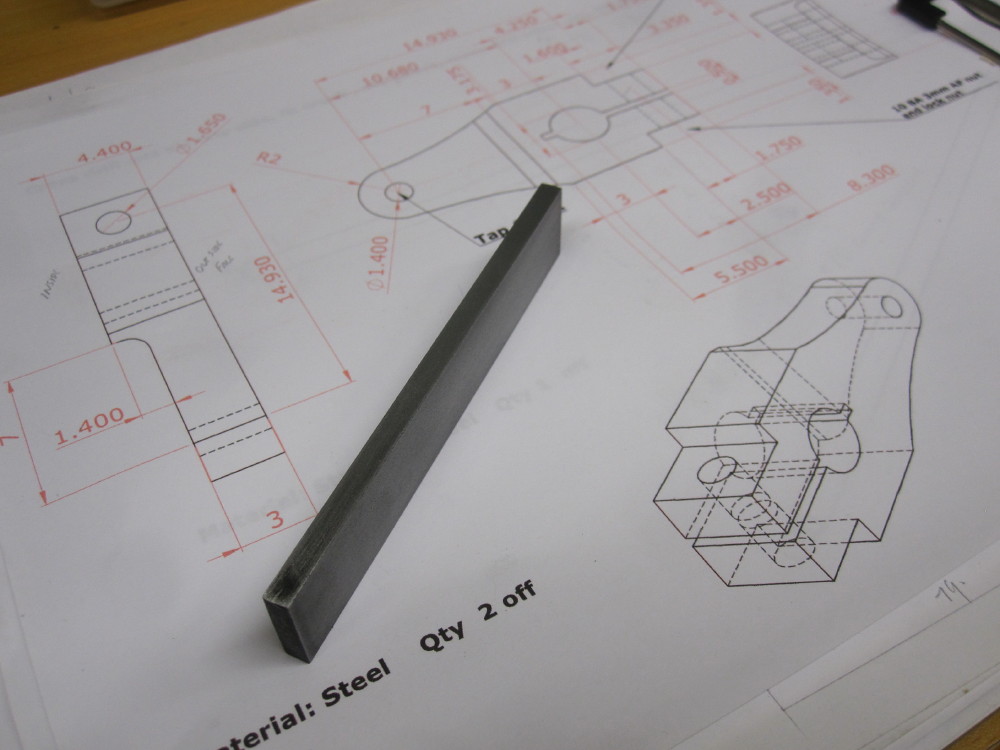
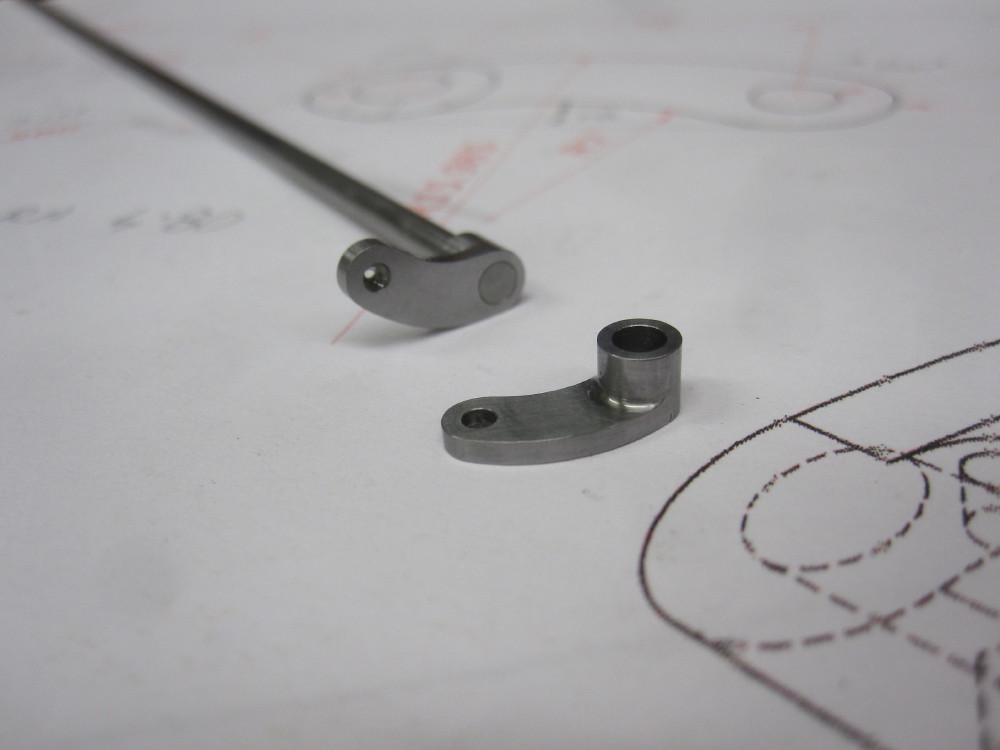
Lads, the lifting links are next, now pay attention please.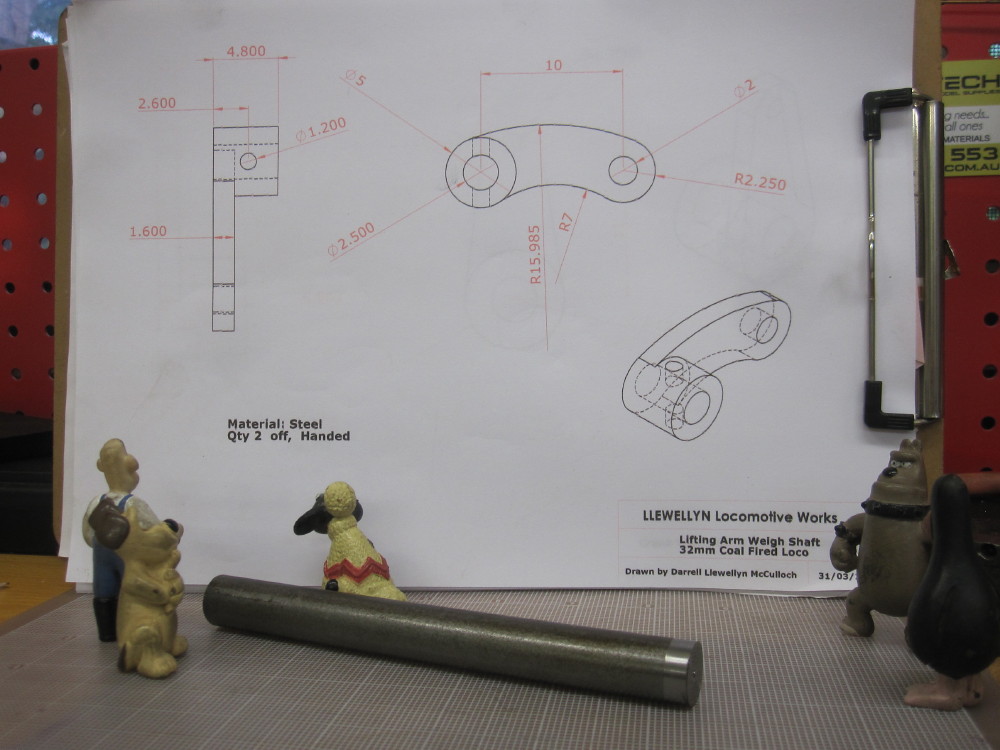
1" free machining  Part and then face to size, aiming for 4.80mm, yep, that will do. Part and then face to size, aiming for 4.80mm, yep, that will do. 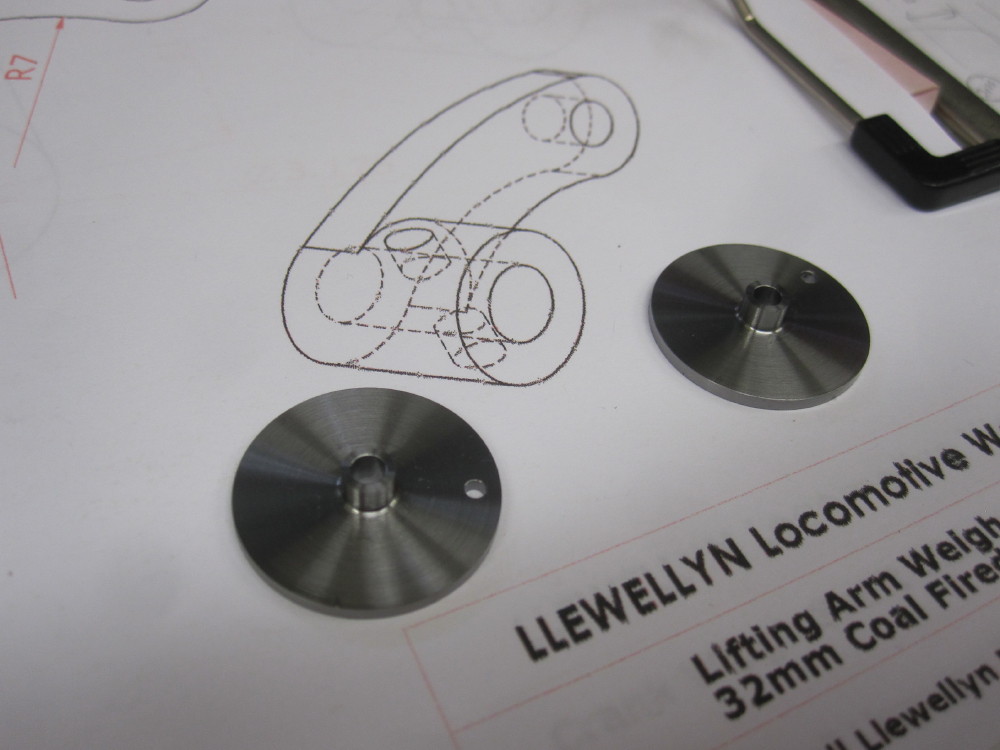
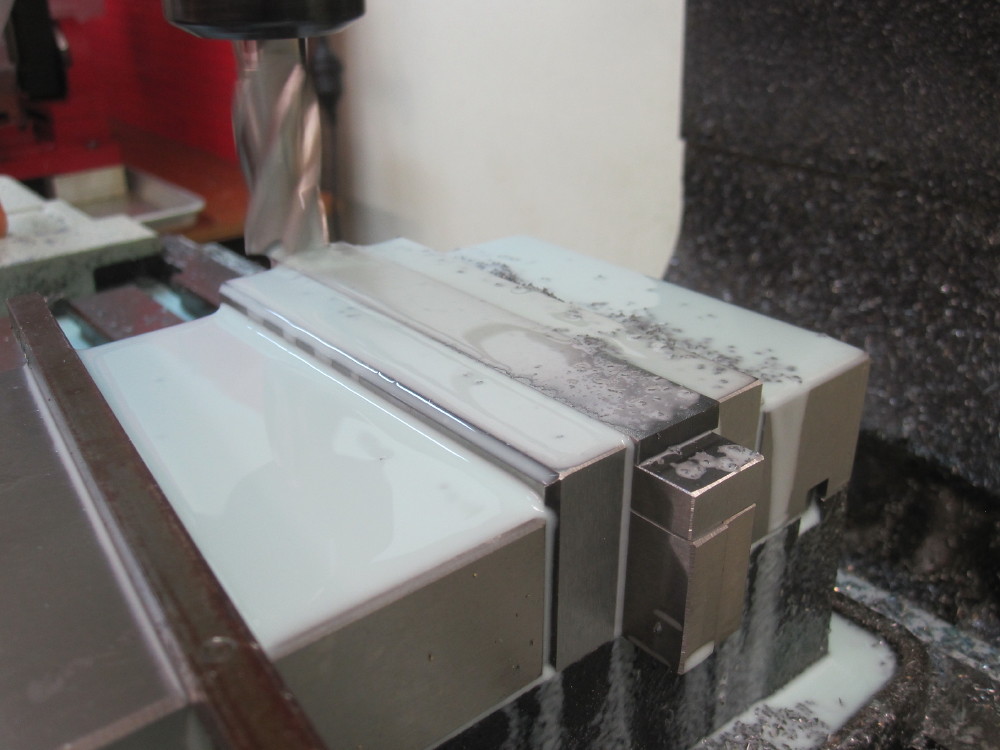
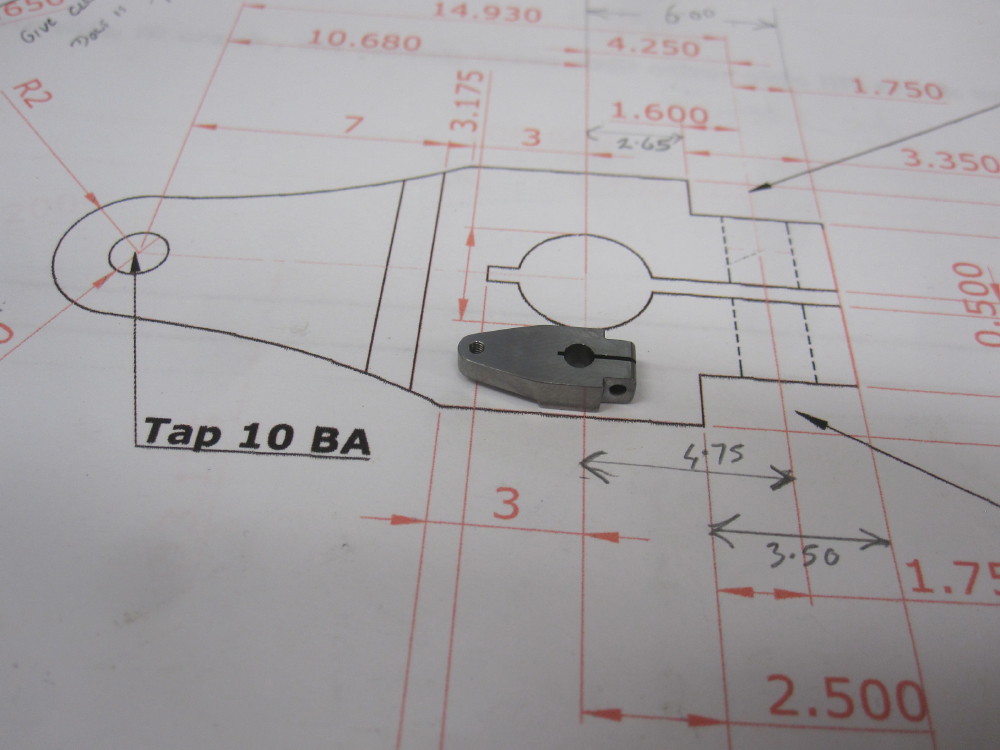
Now what did I say about paying attention. The filing buttons were fitted (had to make another two pair) but the curved shape was overlooked and the first one was scrapped, however two to size and shape did eventuate. Took most of the day.
|
|
Lisa
Statesman

Posts: 806 
|
Post by Lisa on Apr 3, 2018 1:03:34 GMT
For a moment there I thought you'd made two of the same hand (kind of silly thing I'd do), but no. Nice bit of work that.
|
|
|
|
Post by Oily Rag on Apr 8, 2018 21:53:06 GMT
|
|
|
|
Post by Oily Rag on Apr 9, 2018 22:38:34 GMT
I am making screw pivot pins to connect things, I was having trouble sorting a good reasonably quick but accurate and precise process.
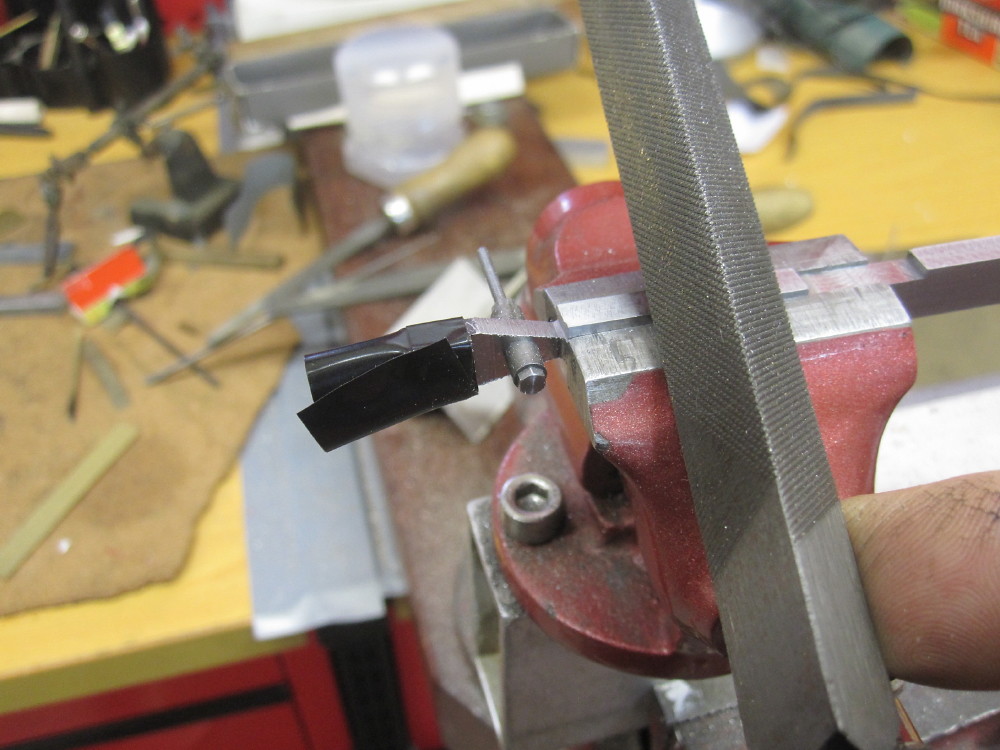
Then suddenly It comes to me while I made the third pin that was destined for the scrap bin.Do not make the bolt/pin profile and then cut the thread, instead I turn just the thread diameter and then cut the thread, relieve the last thread to the shoulder. The cut was done with a .50mm parting tool blade that was ground down from a 1/16" blade. Then I turned the 2.02mm diameter, for 1.65mm, chamfer the hex and part off. Then face off the parted surface of the hex head in the Cowells lathe and also trim the threaded section to get the slightly rounded end to the thread. It comes to me while I made the third pin that was destined for the scrap bin.Do not make the bolt/pin profile and then cut the thread, instead I turn just the thread diameter and then cut the thread, relieve the last thread to the shoulder. The cut was done with a .50mm parting tool blade that was ground down from a 1/16" blade. Then I turned the 2.02mm diameter, for 1.65mm, chamfer the hex and part off. Then face off the parted surface of the hex head in the Cowells lathe and also trim the threaded section to get the slightly rounded end to the thread.
I know this sequence might be bleeding well obvious to most, but for dim old me , it was YAY! 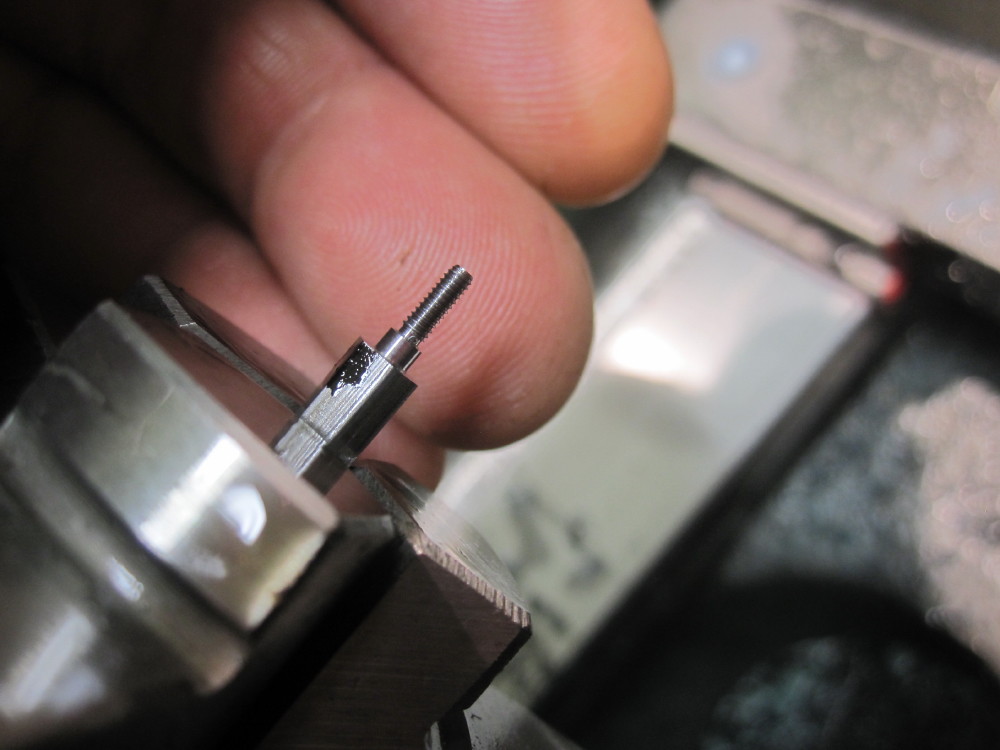 
|
|
|
|
Post by Oily Rag on Apr 10, 2018 21:08:35 GMT
If I drop a motion pin on the 12" to the foot scale I crack a toe open, leaping about with curses spewing out, or at least a good test for the steel caps.
If I drop one of these and I am on my hands and knees, squinting.
These motion pin/bolts take an inordinate amount of time to make. 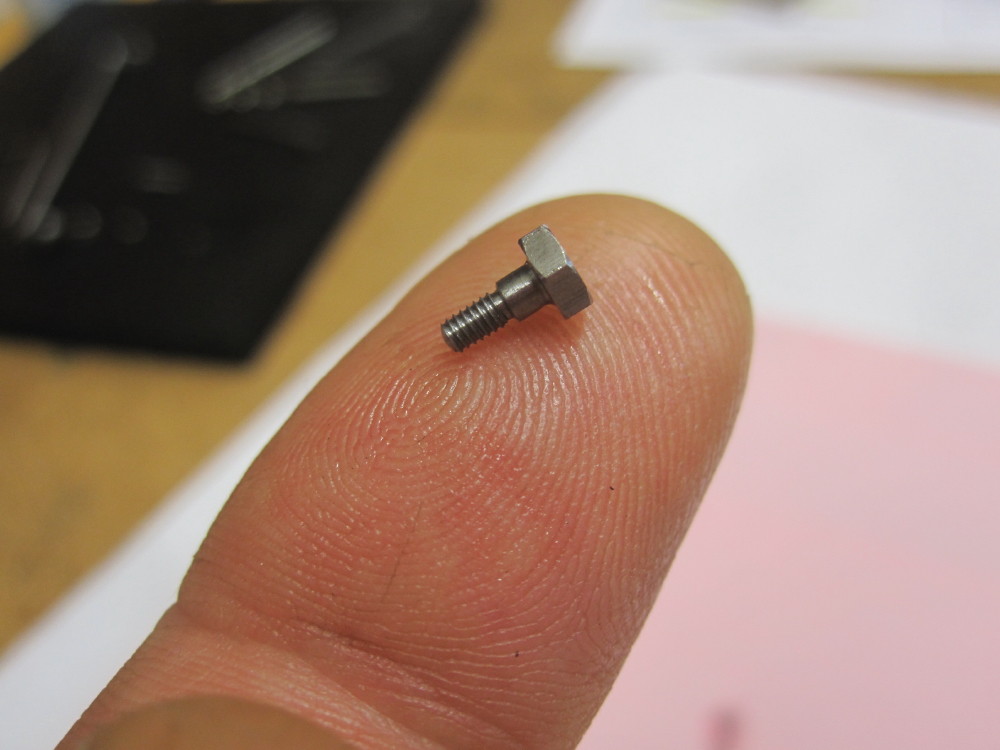
|
|
|
|
Post by Roger on Apr 10, 2018 21:14:53 GMT
Lovely job! Just remember to clean up the lathe before parting off these little blighters. I've lost several bits in the swarf, never to be seen again!
|
|
|
|
Post by Oily Rag on Apr 10, 2018 21:52:14 GMT
Lovely job! Just remember to clean up the lathe before parting off these little blighters. I've lost several bits in the swarf, never to be seen again!
I try to put a plastic tray underneath the chuck resting on the cross slide, but still one managed to miss it when parting off last night.
One thing that is more apparent now is that the Myford is too low, in fact most machines I reckon are too low, not good for the neck and eyes. I raised my mill Drill 20cm and that is great for eyes and neck. The Myford cabinet is made for Pygmies actmco. I have two pieces of steel I channel to place under the stand, just waiting for me to stop for a week and do the job. It is the leveling set up that is making me delay the job. |
|
Lisa
Statesman
Posts: 806
|
Post by Lisa on Apr 10, 2018 23:48:08 GMT
Take a bit half-inch-ish copper/brass/plastic/whatever pipe, cut a slot in it halfway through to clear the parting tool, and mount the pipe in the tailstock chuck; you then just slide this up and over the job when parting off small parts, saves them pinging off into the unknowns.
|
|
jools
E-xcellent poster

Posts: 200
|
Post by jools on Apr 11, 2018 1:34:03 GMT
Lovely job! Just remember to clean up the lathe before parting off these little blighters. I've lost several bits in the swarf, never to be seen again!
I try to put a plastic tray underneath the chuck resting on the cross slide, but still one managed to miss it when parting off last night.
One thing that is more apparent now is that the Myford is too low, in fact most machines I reckon are too low, not good for the neck and eyes. I raised my mill Drill 20cm and that is great for eyes and neck. The Myford cabinet is made for Pygmies actmco. I have two pieces of steel I channel to place under the stand, just waiting for me to stop for a week and do the job. It is the leveling set up that is making me delay the job. I made a new stand for my lathe from 75 x 75 section angle iron. I took too the opprotunity to increase the height to suit my 6'3" stature, but having used it for some years I now thinks its too high. The whole lathe and stand seems less stable but this could also be due to the adjustable anti vibration mounts I fitted. During its next move I will remove those mounts and drop the height by about 100mm. It is much easier to work with at the increased height. The previous stand was built from timber by the PO. |
|
|
|
Post by Oily Rag on Apr 11, 2018 6:41:06 GMT
Take a bit half-inch-ish copper/brass/plastic/whatever pipe, cut a slot in it halfway through to clear the parting tool, and mount the pipe in the tailstock chuck; you then just slide this up and over the job when parting off small parts, saves them pinging off into the unknowns.
Cheers D |
|