|
|
Post by jcsteam on Feb 17, 2021 21:51:13 GMT
I'm also open to fabricating as much as possible too, but at this point I don't have a vertical mill or shaper, just an ML7 with milling collets and a vertical slide for all my milling needs. Any thoughts? An ML7 should be able to cope with machining it all, for milling, vertical slide and collets are good. If you want a flat face over a large part, (such as cylinder block), then the block of cast iron mounted on an angle plate, and using the faceplate as a flycutter, will make short work in getting down to a nice squared block. For the portface transfer to the vertical slide and you will be able to flycut the portface, and mill out the ports in one setting. The bores of the cylinder finish bored on the cross slide packed to centre height and bored between centres. The longest bit is boiler barrel. Which should fit between centres but I haven't seen dimensions of the boiler, easy enough for you to check. ML7 lathes have built smaller 7.1/4" locos so a 5" is achievable on an ML7. Tender first is a good plan. Jon |
|
|
|
Post by runner42 on Feb 17, 2021 22:44:11 GMT
I built my Rob Roy and Doris without a mill or vertical slide. I initially built a vertical slide but found it difficult to use, the main problem was that using the endmill cutter in a 3 jaw chuck was a problem, not so much that it wasn't rigid enough, it was getting visibility to see what was happening. The 3 jaw obscured what the cutter was doing. You really need a collet chuck to hold the endmill and provide visibility to what is happening. The lathe cross slide screw needs to be good without much backlash. Fabrication was used in place of milling except for Rob Roy which was primarily casting based, I hacksawed and filed the hornblocks, the remainder such as the cylinders were machined in the lathe.
Brian
|
|
dscott
Elder Statesman

Posts: 2,438
|
Post by dscott on Feb 18, 2021 2:16:56 GMT
Quite often I find that doing something by hand speeds up the part or parts. These tiny things even though they are for a 7 1/4" Jessie are a case in point.  Just how are you going to hold them while the last operation is done? One slip and its make another pair. The fine finish is achieved by using tiny Drum Bobbin Sanders. Lidl have them occasionally. I stock up when they are in. David and Lily. |
|
|
|
Post by William A on Feb 18, 2021 15:20:40 GMT
Thank you John for your assistance with the relevant artwork, and David for the PM re: potentially grabbing some bits for the engine.
Now, all the remains is to get started. My workshop is packed up pending a house move (to a few minutes from Beech Hurst 5" Gauge miniature railway -hence this thread) - so probably not a huge amount of progress for the next week or two, but I will be amassing materials, tools and studying those build notes like it's going out of fashion. On that note, Don Young suggests building the cylinders and the boiler as the two most challenging parts. I think it would make sense to do both of those after the tender - at least I'm easing myself in that way. Thoughts?
|
|
stevep
Elder Statesman
Posts: 1,070
|
Post by stevep on Feb 18, 2021 15:54:01 GMT
My personal opinion is that if you complete the engine before doing the tender, you will be frustrated as hell because you will want to run it.
So make the tender first is my recommendation.
|
|
|
|
Post by Cro on Feb 18, 2021 16:42:24 GMT
William, one of our members at Beech Hurst has a lovely Glen and flies round the track. When things relax and we are allowed out to play I'll have to see if he can bring it over (assuming you are going to come and join us, we don't bite too hard, promise!)
I agree with Steve, tender first is a great way to go.
Adam
|
|
mbrown
Elder Statesman
Posts: 1,720
|
Post by mbrown on Feb 18, 2021 16:42:40 GMT
For myself, the most satisfying approach is to do bits as and when they appeal to me, within reason. On tender locos, I like to have the tender and the loco progressing in parallel. But I will start the boiler before the chassis is finished, and make boiler fittings at odd intervals, because those are jobs I enjoy and sometimes you need just to do what will be the most fun. I also try to start with the bits that are likely to go most badly wrong, on the grounds that if I can do them OK the rest should follow....
But everyone is different, as this forum attests, so do it your way!
Malcolm
|
|
kipford
Statesman
 Building a Don Young 5" Gauge Aspinall Class 27
Building a Don Young 5" Gauge Aspinall Class 27
Posts: 566 
|
Post by kipford on Feb 18, 2021 19:46:18 GMT
William. I am new to live steam, but have been building 4mm scale EM gauge models for over 30 years. I applied my 4mm rules, build the tender first to get your hand in then do the loco. I have a full 3D CAD model of the Aspinall boiler if you are interested and I am just creating the working drawings from it. I only use Dons drawings as a reference now. It could be very easily converted to a Glen boiler if the only differences are to the backhead. I have also altered it to use rods stays instead of girder stays on the firebox crown, to make it easier to assemble. I am putting together the justification document for the boiler inspectors at the moment. The justification is based both on the requirements of the Aussie boiler code and a full finite element analysis of the boiler both with girder and rod stays.
Dave
|
|
|
|
Post by William A on Feb 19, 2021 9:24:05 GMT
Dave/Kipford, I'd be happy for any information you can give me! I've not got as far as the boiler construction in the build series yet, but from what I can gather as you say it should be as close as damnit.
Cro., I'll definitely be joining the Beech Hurst / SMLS if you'll have me - the whole reason I'm going for 5" Gauge instead of 2.5" Gauge or Gauge One is that the domestic authorities have pretty much shut down a garden railway, so having Beech Hurst nearby is full justification for me. What a strange coincidence not only do I find someone from Beech Hurst, but that there is also a Glen in the group also! Fun times! Please tell me this gents model is at least in BR Black instead of NBR Ochre!
|
|
|
|
Post by Cro on Feb 19, 2021 10:20:55 GMT
William,
I'm sure we'll find space for you! I have a committee meeting Monday so once we have discussed the options for this year post a Boris announcement I'll broach the subject of new members coming up.
I'm just uploading a video of the Glen running at Crowborough to my flickr that I'll share but his is in LNER Green - no idea if that's prototypical or not?
I'll share the video later on.
Adam
|
|
|
|
Post by Cro on Feb 19, 2021 16:21:08 GMT
|
|
|
|
Post by William A on Feb 19, 2021 17:28:32 GMT
Lovely, and what a nice sound 
I'm glad there will be at least some level of novelty then, with my forthcoming Glen. All drawings located, articles collated and now - proper planning. |
|
|
|
Post by Cro on Feb 20, 2021 14:02:05 GMT
I have to admit I forgot to watch the video before posting, it does show that they can be light on their feet, this was before some weight was added and some small adjustments but she’s still pretty sloppy at times. Fair weather engine is best way to put it!
Adam
|
|
|
|
Post by William A on Feb 24, 2021 9:04:21 GMT
Just had a quick poke around re: fabrication and looks like the size of cast iron required in raw stock for the inside cylinders is a limiting factor. If we budget for a narrow margin to square up, that's still 55mm long x 105mm wide x 65mm (ish) tall and i can't even find cast iron that size to buy, let alone the cost. Steel is an option with cast iron liners if piston valves were used, but presumably I can't get away with a steel block if I'm using slide valves, as it would result in a steel port face? Am I missing something here?
|
|
|
|
Post by chester on Feb 24, 2021 9:28:25 GMT
Get a piece 4inch dia and 4.5 long and either mill it or put in 4 jaw chuck and machine it and you will find what you want inside it,
|
|
mbrown
Elder Statesman
Posts: 1,720
|
Post by mbrown on Feb 24, 2021 9:35:45 GMT
Try M-Machine Metals in Darlington - they do cast iron sections up to 200mm square (also some rectangular sections that would be worth exploring for cylinders). 60 mmm square, from which you could machine the section you want, is currently £4.80 per inch. Having been machining some of their cast iron last weekend, I can vouch for the quality.
Malcolm
|
|
lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Feb 24, 2021 9:52:43 GMT
I just had a look at the M-machine catalogue.
The closest size of cast iron square section would be 70x70mm. A 5" long piece is priced at 36£.
A piece of steel that size would only be 18£. But you would need a piece of round cast iron bar for the liners and a flat section for the port face. Their prices depend on their sizes of course but I think that a solid piece of cast iron and the built up version would cost about the same.
I would stick to the solid cast iron cylinder. Cast iron is much easier to machine and not needing to fit liners could save you some trouble.
|
|
kipford
Statesman
Building a Don Young 5" Gauge Aspinall Class 27
Posts: 566
|
Post by kipford on Feb 24, 2021 9:55:26 GMT
William Aspinall casting inside 4" dia x 4.5" long round and copy of section from M-Machine catalogue with cast iron sectons. The 4" dia works out at about £40. That is not bad. Model engineering is not cheap! Dave 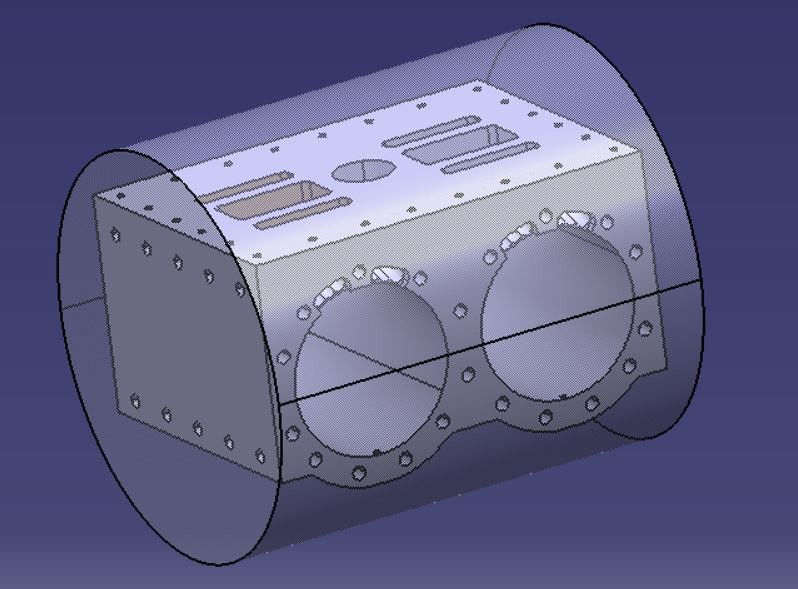 Cast iron Cylinder Cast iron Cylinder by Dave Smith, on Flickr 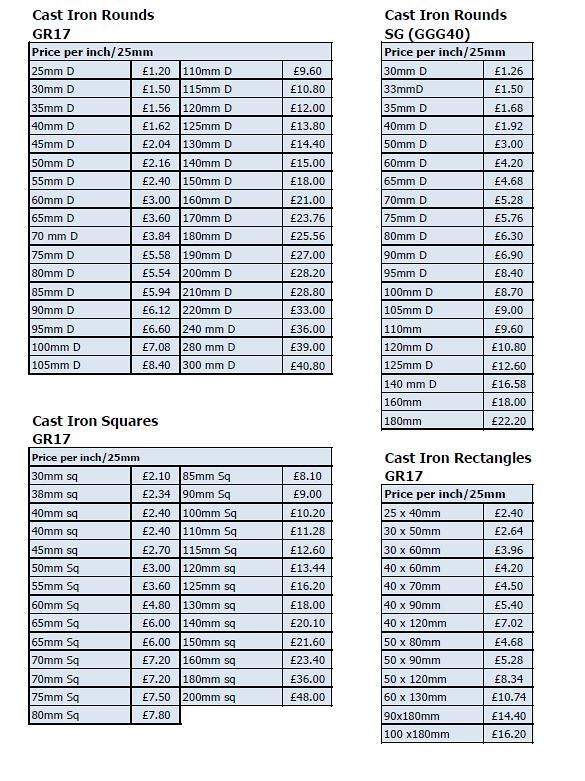 Cast Iron Sections Cast Iron Sections by Dave Smith, on Flickr |
|
|
|
Post by jcsteam on Feb 24, 2021 10:11:04 GMT
Stick with cast iron block, personally I'd go with the rectangle section. Lop a bit off for the valve block, or ask M-machine if they could do it, then square up to size. Leaving a 1/32" oversize to face off before doing the bores. So everything remains 90 degrees to each other. But thats me doing it mounted on the cross slide of the lathe. Other methods are available. Remember squared or rectangle section of cast iron have rounded corners so you need allowance for this also.
Jon
|
|
|
|
Post by miketaylor on Feb 24, 2021 10:15:09 GMT
MMachine metals have plenty of sizes which would do.
Sorry, late to the party
|
|














