|
|
Post by terrier060 on Oct 2, 2021 22:01:00 GMT
I don't know if this helps Julian, but I have read somewhere that well made and designed Stevenson's valve gear will run in either direction in mid gear. Both my Terriers and the Hunslet do this.
|
|
|
|
Post by terrier060 on Oct 30, 2021 0:37:57 GMT
Having now had two ball regulators fail on my Hunslet, enough is enough and I am going back to the well tried and tested disc regulator. I know that the existing ball valve fitted to the engine is the right-angled type and most of you say the common straight-through is better, but the regulation is very fierce and there is very little movement of the regulator handle required for smooth running. In fact I used to have to tap the handle with my hand or else it was easy to overcompensate. The disc valve with its tapered ports should allow much finer control of steam to the cylinders, but we shall see and I will let you know the outcome in due course. The drawings are not very detailed, as many of the components are being reused, such as the boss in the backhead with the O-ring gland (not shown). The design is more satisfactory in that the regulator tube is firmly held to the boss. Before, the ball valve was relying on the front compression fitting on the main steam pipe to the smokebox, and the actuating rod through the boss. It is also much easier to fit and remove the regulator as it can be withdrawn through the backhead, rather than the dome.  Disc Regulator Disc Regulator by ed cloutman, on Flickr The Tormach did a beautiful job cutting the ports which are quite a complicated shape, but it took several hours to do each one. I shall describe the stages here for those that might be interested. The first problem I had was finding an end mill long enough and small enough. In the end the only one that I had was 2mm in diameter. The small end of the steam port is 2mm diameter, so I had to find a way of clearing the brass from this end or the tool would have snapped with the pressure exerted on it. Roger came up with the answer and suggested I used a PC board drill. I had a 0.06" diameter one and these have the advantage of being long and could reach a depth of 7/32", the thickness of the port disc. I apologise for the mixture of metric and Imperial, but I have no problem working in both. Basically all my drawings and machines are Imperial, but the Tormach uses metric cutting tools, so I adjust accordingly. 1. In the top figure you see the PC drill which is set to BORE the hole out to 2mm. I used a spindle speed of 3200rpm for all stages. I used a very slow feedrate of 0.3in/min, and the tool cut in a spiral ramp of 2 degrees. 2. The remainder of the stages used a 2mm flat end mill, the next stage being to clear the metal out of the central hole (or square) using the POCKET operation. I increased the feedrate to 0.8in/min (left photo). 3. This was followed by a BORING operation to the required hole size at the same feedrate (right photo). 4. Cutting the ports had to be done in stages with 12 x 0.02" steps using the ADAPTIVE operation. This cleared out the brass from the larger areas of the ports. The same feedrate of 0.8in/min was used. 5. The final operation was to bring the ports to their final size and shape using the contour tool. I dropped the rate down to 0.4in/min here as there was quite a lot of metal to remove at the narrow end, despite having relieved the end by pre-drilling. This was also accomplished in 12 x 0.02" steps. The final two cuts were in 0.003" stepovers at full depth. 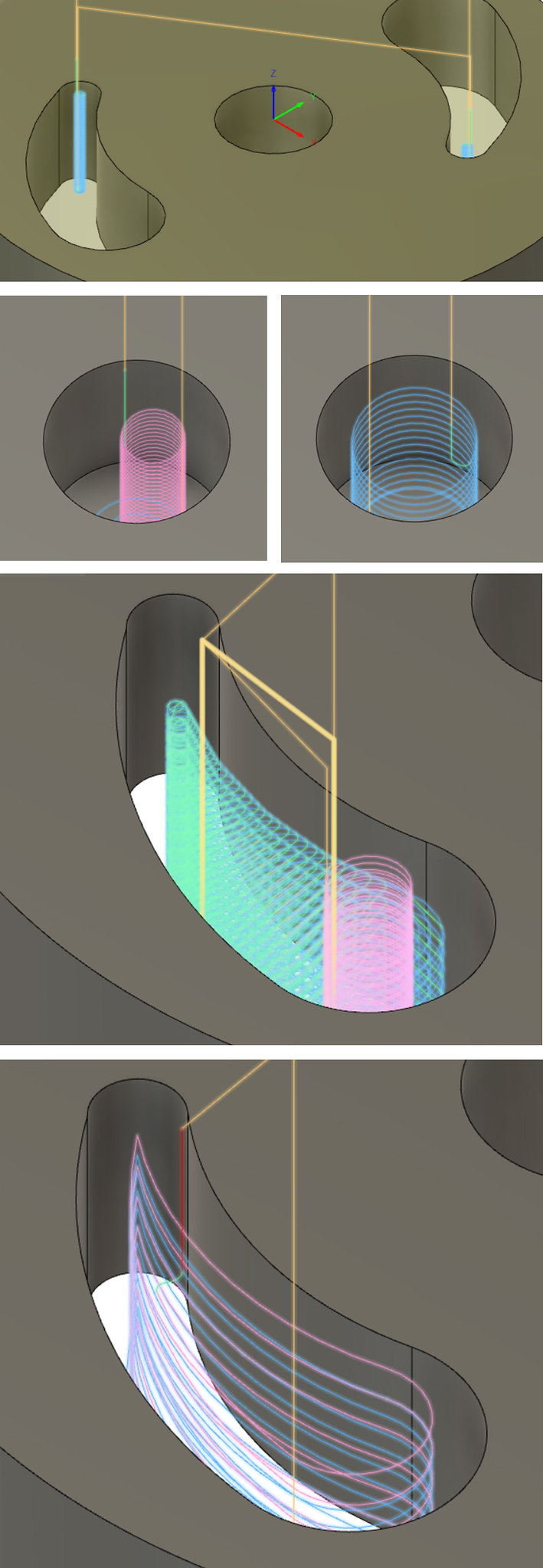 Tormach machining operations Tormach machining operations by ed cloutman, on Flickr The whole process took several hours, but Roger ensured me that I could go away and leave the machine to get on with it, and not worry about the build-up of swarf. This turned out to be the case, though I did visit the machine several times to blow away the swarf. The finish of the ports was extremely fine and polished as you can see in the photos. Top left shows boring with the PC drill, top right the final stage of contouring by ramping down in steps using the 2mm end mill. The same tools did all the milling and did not appear to show any wear.  Tormach machining operations reduced Tormach machining operations reduced by ed cloutman, on Flickr |
|
|
|
Post by terrier060 on Oct 30, 2021 1:00:31 GMT
|
|
|
|
Post by jon38r80 on Oct 30, 2021 11:18:59 GMT
Really nice work. superb finish.
A thoght came to me while looking at that, could a ceramic disk tap valve be used for that if like me you wouldnt be confident of acheiving the machining or the finish. They use a pair of triangular orifice which might not give you enough fine adjustment at lower oenings though.
|
|
|
|
Post by Roger on Oct 30, 2021 12:39:16 GMT
Lovely work Ed, that came out beautifully. I think you mean 'PCB router' not 'PCB drill' though. The routers are usually of the Burr type, and these seem to work on just about any metal if you take things slowly enough. PCB routers usually come with 10mm of cutting length, even down to 1mm diameter.
|
|
|
|
Post by Roger on Oct 30, 2021 12:41:10 GMT
Really nice work. superb finish. A thoght came to me while looking at that, could a ceramic disk tap valve be used for that if like me you wouldnt be confident of acheiving the machining or the finish. They use a pair of triangular orifice which might not give you enough fine adjustment at lower oenings though. I actually bought a Ceramic Tap valve insert to see if it was suitable, but decided that it was more trouble than it was worth. These valves aren't that progressive either, so I think the shaped port design that Ed has designed is a much better solution. |
|
|
|
Post by jon38r80 on Oct 30, 2021 13:07:17 GMT
Roger, couldnt agree more , the triangular holes in a ceramic valve wouldnt give you anr where near the fine control that Eds design will however if you dont have CNC or not are a skilled a machinist , would it possibly offer a useable solution? not ever having had a steam engine to play with, I have no idea how fine an adhjustment you need.
|
|
|
|
Post by Roger on Oct 30, 2021 14:46:17 GMT
Roger, couldnt agree more , the triangular holes in a ceramic valve wouldnt give you anr where near the fine control that Eds design will however if you dont have CNC or not are a skilled a machinist , would it possibly offer a useable solution? not ever having had a steam engine to play with, I have no idea how fine an adhjustment you need. I'm sure they could be used, but whether it's worth the effort is open to question. I think most people could machine a progressive valve plate, it doesn't have to be as elegant as the one Ed showed. You only nedd to use a rotary table or contrive an arrangement to allow you to turn a plate slowly while presenting a small milling cutter to cut an arc. You can alter the depth of cut instead of the width, or you could use a small cutter for part of it then switch to a larger one. I don't think it's beyond most MEs to figure out a way to do it even with modest equipment. In my opinion, it takes more effort to try to press something into service that exists already, than to just make it in the first place. Things like standard ball valves for regulators don't give the kind of opening characteristics that you really want, in my opinion. Why compromise on performance, when something is as easy to make as a regulator, and you get exactly what you want? |
|
|
|
Post by terrier060 on Oct 31, 2021 1:05:23 GMT
Yes I th ink if I was machining it by hand I would start by drilling the two holes at each end of the port and then either mill between or more probably cut them out by hand. Much quicker too than machining them on the Tormach. My father was an engineer and taught me how to file accurately when I was very young so though the ports would not have been quite so accurate as the Tormach produced, they would have been good enough for the job.
I only used the Tormach because it was there and I love programming it and its repetitive accuracy.
|
|
|
|
Post by suctionhose on Oct 31, 2021 4:08:09 GMT
That's a very nice pair of teardrop-on-a-curve holes! I'm sure it will work well! What do the guru's think about machining a slight relief at the centre of one disc?
I wonder why the ball valves have failed? I've had them in engines for 20 years without a problem. I mean, they do get to leaking a bit on a cold water hydro test but under steam, they've been fine. 100psi is about 179 deg C IIRC - maybe that's approaching the limit of temperature for the PTFE? Going to 120psi might take it over the edge?
As for port area, it's surprising how small the opening is for normal miniature operations. I see you have taken care to make the fully open position of equivalent area to the main steam pipe but generally this is not necessary in miniatures. You may find the effective operational range is all within the first 1/3 to 1/2 of the available movement of the lever.
I don't know of a definitive way to size the ports of a regulator. One of my ball valves had a 1/4 hole that did not fully open with the available 60 degrees rotation of the lever (steam pipe 1/2" & cylinders 2" x 3 3/8"). It gave a nicely usable range of control. Steam chest pressure could still get up the 85% boiler in full gear so clearly it was not a restriction. I changed it after 20 years to a 5/16" bore ball valve - one that I had - it did nothing but reduce the useful range of control! This is different to a fullsize driven at full regulator and on the cutoff.
My 3" traction engine, which was out this morning, has a flat valve sliding over a hole. My opening is a 60 deg notch which gives a fairly gradual and linear opening from nothing to a full hole diameter. The prototypical round puck / round hole throttle on many full size TE's is a terrible combination with very poor control. The initial opening is a long curved aperture almost impossible to use with sensitivity. It think the beauty of the ball valve is action of a circle passing over a circle and the gradual increase of opening in two directions.
So now we two results to look forward to: the throttle and suspension!
|
|
|
|
Post by terrier060 on Oct 31, 2021 11:23:52 GMT
That is very helpful and useful advice Ross. I think one of the problems has been that the original valves fitted were 1/2" diameter, which is why they are so fierce. The only time I have ever had the regulator anything like fully open was when the boiler pressure dropped once to 40psi. This was OK before I fitted the ejector and vacuum brakes, as the boiler was so good that I could pull away with a pressure that low, and by the time I got to the top of our gradient the boiler was blowing off. Not that I made a habit of doing that I should add. But with vacuum brakes the brakes would not release, so that stopped that little caper.
Were your valves the right angled type? Someone on the thread said that it was the straight through that most people fitted? Maybe for the Hunslet 3/8" or even 5/16" will be good enough? If the disc valve fails I will try fitting a smaller ball valve.
Interesting what you say about PTFE. My boiler runs at 100psi, but I usually keep the pressure between 80psi and just under the blowing off pressure. This means keeping the level of the fire below the door (not stuffing the firebox full), and sometimes opening the door or putting the injector on to control the pressure. At the end of the day the loco will make about 5 laps of our track on one firing with just me behind it and not allowing it to blow off. That is about 2 1/2 miles!! Amazing how much water blowing off wastes. The loco uses very little water unless it blows off, then I have to keep filling the tank!
|
|
|
|
Post by suctionhose on Oct 31, 2021 12:19:50 GMT
200 years of steam power and we're still trying to figure it out!
To answer the question, my ball valves have been stainless straight thru type, mounted vertically in the dome. I think they were just rated for "oil air gas". No much choice in the small sizes. I generally mount them on a bracket in the dome with a couple of operating arms reaching up from the regulator rod. The steam pipe is fixed with studs at the front tubeplate with a pipe extending into the boiler with an oring seal entering a female socket on the bottom of the valve. No actual connections to tighten make down in the boiler. Latest versions were provided with jacking screws to get it out if required...
|
|
|
|
Post by terrier060 on Oct 31, 2021 12:37:02 GMT
So now we two results to look forward to: the throttle and suspension! Don't talk about suspension!! Having got the tank off, I now find that the builder did not stick to the Milner drawings when he made the horn cheeks. These are much wider and will get in the way of where the Milner springs should be. Also I think he changed the top of the axleboxes, so there is no location hole for the push rods. Sad that he had to change what was already a good proven design. It will be a long winter job if I decide to do it. It will mean all the horn cheeks will need changing, the existing frame brackets removing and replacing with Milner ones, and no doubt a lot of other changes which I will not be able to see until the boiler is off. Anyone know of the best way to clean a smokebox without it going everywhere?? It is the dirtiest part of a loco - a good mixture of oil and soot!!! I would not attempt to work inside it until it was pretty well spotless! It still baffles me that Nick's engine, which has even softer springing than mine, is so stable. It probably does not have so much weight overhanging the wheels, as I have a heavy cab and taller chimney, but it still baffles me. Maybe the springs in tubes are acting as shock absorbers? There are eight of them which must make a difference. The chassis and boiler are to all extents identical  Locos compared Locos compared by ed cloutman, on Flickr |
|
|
|
Post by terrier060 on Oct 31, 2021 12:49:07 GMT
Considering the area of the ports Ross, I only have 'A' level physics, but I seem to remember that the steam passing through such a short length of port, compared with the area and length that it will have to pass through the pipework to the cylinders, would mean that the ports could have considerably less cross-sectional area than the delivery pipe and still quite adequately pass a sufficient volume of steam at maximum port opening? That was the longest sentence I have constructed for a while. Am I talking sense or rubbish? I am sure someone out there has the answer!
Ed
|
|
stevep
Elder Statesman

Posts: 1,073
|
Post by stevep on Oct 31, 2021 17:49:07 GMT
I think you're right Ed.
The object of the exercise is to try and get the steam chest full of steam, so that when the valve opens, there's plenty there to go into the cylinders. If there is a delay in getting the steam into the chest (because the regulator ports or delivery pipes are too small) the engine will always be hungry for steam.
|
|
|
|
Post by coniston on Oct 31, 2021 23:06:47 GMT
Anyone know of the best way to clean a smokebox without it going everywhere?? It is the dirtiest part of a loco - a good mixture of oil and soot!!! I would not attempt to work inside it until it was pretty well spotless! For cleaning smoke boxes I use an old vacuum cleaner to remove the 'dry' soot then a number of different shaped scrapers usually bent from strips of copper or aluminium so as not to damage anything. For final cleaning I use white spirit either sprayed from a discarded kitchen cleaner bottle or on a rag dipped in the bottle. good soaking will allow the final debris to be wiped out with more clean rags. Yes it is a messy job but at least it doesn't get blown everywhere. I always cover below the smokebox door with a rag to catch any debris falling out the door. Also I drop a loose fitting bolt into the blast pipe just to make sure nothing goes down there. Like you I don't like dirty smoke boxes and regularly do this deep clean to stop it building up, also helps prevent unwanted built up debris falling in the blast pipe. Chris |
|
|
|
Post by suctionhose on Nov 1, 2021 1:01:20 GMT
Both loco's are just lovely! Beautifully painted! Very desirable!
As for the fluid dynamics of the Main Steam Pipe I can't offer much explanantion because I didn't go to school nearly enough. One learns from evaluating own choices and especially from the ones that didn't work out well! There's a lot of theory discussed about wire drawing steam through a hole etc which is most interesting and a bit subjective at saturated steam temperatures. However, whatever goes on in there, you just want a useful range of control at the handle and that comes down to size of the hole through the valve.
When you finally uncover the truth behind the suspension story I'd love to hear about it!
About cleaning the smokebox, I use a compressed air venturi and blow it all over the neighbours! Well, not quite. Disposable gloves are useful.
|
|
|
|
Post by terrier060 on Nov 2, 2021 0:27:21 GMT
Thanks for the help and ideas - Ross your story reminds me of when I went to pick up an old AGA cooker. They were full of Fuller's earth, which is like flour and goes everywhere as soon as you touch it. We tried all ways of removing it (7 black bin bags full in all), one method being to suck it out with a vacuum cleaner with a hose on the outlet going out of the window. The idea was to catch it in another bin bag, but we ended up with complaints from the villagers who came out coughing from their houses as the white dust went everywhere! On the journey home, every time the trailer hit a bump, clouds of dust flew into the air, and I have never before seen motorists keep their distance so obediently! Thank you for the compliments about the locos. Yes they are both beautiful models and other than my teething troubles, run well. I was not responsible for the paint job, but I understand it was a professional 2-pack car or van paint that was sprayed on and the finish is excellent. Mine is actually black, but on a sunny day with a blue sky it reflects almost navy blue.
Chris you are to be admired if you keep your smokebox that clean. I only intended to clean mine because I have to work on it. Normally it gets a suck-out with our vacuum which has a crafty bent pipe attached to it to get in those awkward corners. Usually there is very little dust in it - I assume it either goes up the chimney, or the coal is pretty clean. The worst bit is cleaning the chimney which is gooey with a mixture of oil and soot.
|
|
|
|
Post by terrier060 on Nov 5, 2021 16:07:35 GMT
Almost finished regulator. The port face is soldered into the main steam pipe adapter. I am waiting for some stainless rod and checking the final assembly on the boiler before turning the copper body to length. Then I shall wind a short bronze spring to keep a light pressure on the moving valve, although steam pressure in the boiler will provide the main sealing force. The ends of the body tube do not hold any pressure so only need to be sealed enough to stop water entering the chamber. The solder around the bush in the top of the body is a bit messy as I was using my oxy-propane gun in the garden shed, and I could not see what I was doing as it was pretty dark in there!  Valve face and body of regulator Valve face and body of regulator by ed cloutman, on Flickr |
|
|
|
Post by terrier060 on Nov 27, 2021 22:30:59 GMT
Having now got the material for the remainder of the regulator, I have to make a jig to cut the 60 thou PTFE washer for the backhead. I am making a brass sandwich on the Tormach (thanks to Roger), and then I can use this to machine the PTFE sheet. The existing PTFE washer was excellent. It required very little tightening of the 6 nuts to make a seal, and it removed cleanly without me having to scrap the joints clean as I have had to using convectional gaskets or gasket sealants. In reality I will just make the top fitting and then part off the top piece in the lathe.  PTFE Washer Jig PTFE Washer Jig by ed cloutman, on Flickr |
|







