|
|
Post by silverfox on Jun 27, 2022 22:28:05 GMT
Chap near me is 'thinking' of going large ( from model cannons etc ) to a 5in loco and working out basic costs. I have given some heads up on using MEL but he has been looking at the prices (2019) of cylinder blocks and he has had a very stiff drink working out that he could well add 50% to those shown and asked if it would be cheaper to find a foundry and get the blanks cast in CI He thinks about 3.5 x 3 x 4 in to allow for shrinkage and machining
Doesnt mind having them non cored if it keeps costs down, as he said time getting them bored isnt an issue,as he can time a full travel for a cut and tem put an alarm on to geive him time to get the the lathe to reset and them carry on on what he is doing on other bits!!
I havent a clue. Anybody out there could throw any info i could give him rough costs recommendations ant specific grade of CI, Drawbacks/advantages etc?
Thanks
|
|
|
|
Post by John Baguley on Jun 27, 2022 23:09:59 GMT
Has he considered machining the cylinders from the solid e.g. square Mehanite bar? More work but probably cheaper than having castings made, especially if you expect the foundry to produce the patterns.
Re cast cylinders - I think it is now cheaper to have the castings solid (without cores) as it is less work for the foundry. We deal with a foundry in the south and they have told us this. I've recently bought cylinder, chimney and dome castings from Kennions and they are all uncored, presumably because they are cheaper to produce this way despite the extra metal used.
John
|
|
jasonb
Elder Statesman

Posts: 1,209
|
Post by jasonb on Jun 28, 2022 6:26:08 GMT
I made some "rough shaped" patterns a couple of years ago, there were three of us who wanted to build the model and the other two felt it was the best way to go as they being a bit tight felt it would be cheaper and they knew the foundry, but I would have liked CI bar
Price in the end was no cheaper and you would also have to factor in two trips to foundry with current fuel costs. Also the cored casting was not done well and had faults so had to be recast.
I'd go for buying 250 grade bar or block any day if you are going to machine most of it anyway as the material will be consistent and you have something easy to hold while you establish datum faces.
Current engine I'm working on where I did some pattern making and others were by someone else I'm not using a couple of their ones as I can get what I want the part to look like from solid rather than small hard castings.
|
|
jasonb
Elder Statesman
Posts: 1,209
|
Post by jasonb on Jun 28, 2022 6:28:05 GMT
Regarding cost of cored patterns, the foundry currently being used charge by weight of finished casting so cores actually save money
|
|
|
|
Post by ettingtonliam on Jun 28, 2022 6:40:49 GMT
'Charge by weight' used to be common, but the ones I've used recently don't do it that way, and charge by time, so cored comes out more expensive than uncored. It sometimes isn't easy to find a foundry that will do one off work from loose wooden patterns, so quite a bit of travelling may be involved, adding to the costs.
|
|
|
|
Post by springcrocus on Jun 28, 2022 7:19:26 GMT
For my "Calbourne" cylinders, I bought cast iron billets from a certain firm up north and it was beautiful stuff to machine. Also, much cheaper than buying castings although the price has probably gone up now. I covered the making of the cylinders HERE and HERE. Regards, Steve |
|
johnd
Part of the e-furniture

Posts: 282 
|
Post by johnd on Jun 28, 2022 11:22:14 GMT
If its of any use i priced up a set of 5” cylinders verses the cast solid block material a few weeks ago, i know the prices may have increased but possibly the percentage difference may be approximately the same. No postage costs included.
Cylinder set - cast iron - £175
Gunmetal - £322
Bare material in block form. - Cast Iron £55
Gunmetal £130
I was inspired by Steve’s post so have decided to go the solid block route.
|
|
|
|
Post by ilvaporista on Jun 28, 2022 15:00:22 GMT
I am another who has gone down the machine from solid rather than castings. Due also to the high postage cost to Italy. 5" Hague Hunslet cylinder castings were £175 a set when I did mine. Material from the metal merchant was £36. Yes I had to cut away to outside shape and drill out the bores.
I did all of the sawing on my horizontal/ vertical bandsaw. By adjusting the angle of the material to allow for the radial position I was able to cut along the sides of the block to make flanges.
End covers were from round bar.
Edit: I just took a look at Reeves for the cost of the castings for the 4" scale Hunslet... £948! I need to sit down and have a glass of something strong! I have the materials to fabricate these and I paid less than a tenth of the Reeves price.
On the big Hunslet. Reeves Wheels £700. Steel blanks, €110. Brake shaft bosses, material €7.
I know that everyone needs to make a living and that the population of model engineers is shrinking so the market size is reducing, but I just can't find these sums of money for what is a hobby activity.
|
|
jasonb
Elder Statesman
Posts: 1,209
|
Post by jasonb on Jun 28, 2022 18:27:07 GMT
'Charge by weight' used to be common, but the ones I've used recently don't do it that way, and charge by time, so cored comes out more expensive than uncored. It sometimes isn't easy to find a foundry that will do one off work from loose wooden patterns, so quite a bit of travelling may be involved, adding to the costs. Yes I find it hard to understand why they go by weight, not so bad if its just a round core as many keep stock diameters ready for use but if you have to fill a corebox or two and then place the cores it is certainly going to put the labour costs up. This one is still happy to do one offs or small batches and the last patterns and corebox I posted to them.  .jpg) |
|
jo479
Hi-poster
 Simplex, Pricess of Wales, Prairie, N24X, LNWR Jumbo, Jeannie Deans, 7 1/4 Lion
Simplex, Pricess of Wales, Prairie, N24X, LNWR Jumbo, Jeannie Deans, 7 1/4 Lion
Posts: 189
|
Post by jo479 on Jun 28, 2022 19:34:09 GMT
I used 4" or 5" (can't remember exactly) diameter Meehanite for the cylinders on my Prairie plus some smaller dia for the cylinder ends, worked fine lovely material and no blowholes, a lot cheaper even 20 years ago.
|
|
mbrown
Elder Statesman
Posts: 1,724
|
Post by mbrown on Jun 28, 2022 20:26:31 GMT
I got cast iron blocks, cut to length from (IIRC) 30mm square section from M-Machine Metals for my axleboxes. They came sawn beautifully to exact size. But the most important point is that they were a small fraction of the cost of gunmetal castings and cast iron castings in that size seemed to be unobtainable from the trade. It was lovely iron too.
Malcolm
|
|
|
|
Post by Roger on Jun 28, 2022 21:01:34 GMT
WDS sell a range of CI sections. Just google WDS and search for Cast Iron, there's a lot to choose from and it's not that expensive. I wouldn't get something cast, it's never going to be as homogenous and isotropic as professionally Cast Iron sections.
|
|
|
|
Post by 92220 on Jun 29, 2022 12:11:32 GMT
As an alternative to cast, why not make a silversoldered fabrication out of mild steel, and fit cast iron sleeves? For someone not aiming for a scale shape cylinder, it should be relatively quick and cheap to make.
Bob.
|
|
|
|
Post by silverfox on Jun 30, 2022 19:35:09 GMT
Update
He got a quote for 2 blocks of meehanite 90x90x60 grom a supplier and they want 88.00 per block... which is dearer than the castings!!!!
Roger do not appear to do the size reqd
Johnd where did you get you CI blocks and was the 55.00 for each block or the pair?
Bob Getting the steam passages from bore to valve looks like a problem or do you have athick piece of bms at each ens say 3/4 in
Would yo then have a larger bore at each end to take the CI and then open out that to finished size?
|
|
jasonb
Elder Statesman
Posts: 1,209
|
Post by jasonb on Jun 30, 2022 19:48:35 GMT
Try M-machine, currently listed at £9 per 25mm for 90 x 90. Don't forget corners are slightly rounded when working out what size the part can be cut out of. best e-mail Lynn to check exact price but a lot better than £88 each. GR17 is the old 250 grade www.m-machine-metals.co.uk/downloads/metals%20catalogue.pdf |
|
johnd
Part of the e-furniture
Posts: 282
|
Post by johnd on Jul 1, 2022 8:16:03 GMT
“Johnd where did you get you CI blocks and was the 55.00 for each block or the pair.” That price was sufficient for two cylinder blocks and worked to just over £8 per inch, the quote was from M-Machine. |
|
|
|
Post by 92220 on Jul 1, 2022 8:32:28 GMT
Update Bob Getting the steam passages from bore to valve looks like a problem or do you have athick piece of bms at each ens say 3/4 in Would yo then have a larger bore at each end to take the CI and then open out that to finished size? Pieces of pipe can be silversoldered in for the passageways, or any other method of connection that suits. Multiple silversolderings can be done because when silversolder gets melted, it's melting point goes up, so an adjacent silversoldered joint can be done without re-melting the previous joint. When I made my scale shape cylinders, I did 25 or 30 separate joints for each cylinder. When I fabricated the underframe for the cab, there were 32 separate silversoldred joints, and none remelted when the next joint was made. The construction was all in 20swg steel sheet. If worried about re-melting, CUP can supply various melting point silversolders. Oxy propane or oxy acetylene, rather than overall heating helps with multi joint assemblies too, because the heat is much more concentrated. I did show the cylinder construction on my Evening Star thread (page 1) Bob. |
|
|
|
Post by silverfox on Jul 2, 2022 14:54:36 GMT
Jasonb
Thanks, i missed that completely and i think will be the way to go
Much appreciated
Ronand thanks for the other hints and suggestions
|
|
abby
Statesman
Posts: 927
|
Post by abby on Jul 2, 2022 23:35:34 GMT
Just a curiosity from johnd's earlier post Cylinder set - cast iron - £175 Gunmetal - £322 Bare material in block form. - Cast Iron £55 Gunmetal £130 As the proprietor of a lost wax foundry I can't understand why the gun-metal castings are so much more expensive than the cast iron equivalent , the difference in material cost does make up for the huge difference considering that the acual cost of melting the metal is less for gun-metal. You might also consider a method used by poster "yorkshireman" where the cylinder is comprised of tubes for piston and valve bolted between cylinder end castings. 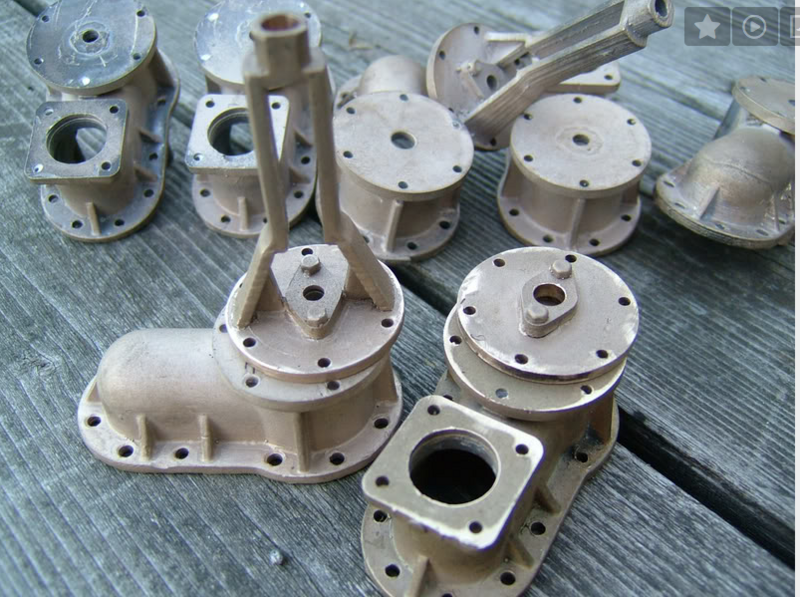 I only made the castings so I cannot give full details for construction , perhaps if yorkshireman reads this he might explain in more detail. I believe the model was 5" gauge prussian railways engine. Dan |
|
jasonb
Elder Statesman
Posts: 1,209
|
Post by jasonb on Jul 3, 2022 6:19:58 GMT
Looking at the two costings there you would expect the GM cylinder castings to be even more as raw GM material is 230% more than CI but castings are 180% more. That's assuming block was like for like size. Could simply be that two foundries are being used for ferrous and non ferrous with one being more expensive than the other or supplier is selling castings based on what they cost them + markup and if one or other has been sitting on the shelf for a while may not be representative of current metal prices. As another example of DIY vs castings costs I've just done a version of the Stuart Real, even though I used two of their castings for the cylinder and flywheel making the rest from barstock cost approx £200 including fixings etc compared with £400 for the kit and I feel I got a better looking model.  |
|









