|
|
Post by Roger on Sept 22, 2018 10:07:26 GMT
I agree - gauge plate is wonderful stuff and cuts better than mild steel in my opinion. I like the way you cut the long piece in several goes. It reminded me of cutting out the Terrier frames. I did them all on the Myford by hand and had to move them three times! Also the BMS was not properly normalised, so the metal kept springing as I cut out the horn slots. I overcame this by cutting out the slots in several goes until there was no more spring! As you know, Terrier frames are very light and more HOLE than metal! I will be doing the same job as you with my drain cock connecting rod to the cab, which runs under the outside of the left hand running plate, just alongside the angle-iron valance. Like yours it is very slender and long and has bends in it. Ed Hi Ed, You drain cocks look like they are conventional types that will need the rod to both push and pull. Fortunately, the ones on 1501 only have to pull. I may have to add a spring to make sure that's the way it works though, the springs on the valves themselves are a bit puny. |
|
|
|
Post by terrier060 on Sept 22, 2018 22:04:03 GMT
Yes - push and pull - I will show you in my thread - very complicated levers. I like the more modern ones - sprung or steam operated.
|
|
|
|
Post by Roger on Sept 22, 2018 22:55:41 GMT
This is the blower valve that's getting the same addition of Lead Free Solder as the brake valve. This is the valve I managed to damage by resting the boiler on it before doing the sensible thing and making a plug for the hydraulic test. I thought I'd damaged the thread and the flange and that I may have to make this again. As it happens, all of the threads suffer some loss of material when they're Silver Soldered. That means that all of the 'dead stop' fits I carefully arranged now screw on too far! Knowing what I know now, I would have made them with 45 degrees still left to go in the unsoldered state so that they could be fine fitted once they were finished. You live and learn. Anyway, I managed to avoid getting any Solder in the outer 'O' ring groove but it was inevitable that some would get in the inner one.  20180921_094908 20180921_094908 by Roger Froud, on Flickr Here the valve was offered up to the 3-jaw while it was suspended on a drill in the tailstock. I often use this method to get it close. I could only hold it gently, else the flange would be damaged. Fortunately you don't need much cutting force to trim the Solder. I'm clocking the face to make sure it's running true. I have to do this half a dozen times, very gently shaving off about 10 microns at a time until it was at the right angle when screwed home.  20180922_101407 20180922_101407 by Roger Froud, on Flickr The handle was bent over at quite an angle, but I managed to straighten it out somewhat while still fitted to the valve body. That allowed me to get it out of the body and into this fixture I made to hold 2.5mm stock for machining the outside hex.  20180922_172034 20180922_172034 by Roger Froud, on Flickr Here I'm using the back of a tool holder to press against the handle so as to bend the shaft back straight. It's not perfect, but it's good enough.  20180922_173647 20180922_173647 by Roger Froud, on Flickr |
|
|
|
Post by Roger on Sept 23, 2018 19:44:38 GMT
Now that the brake and blower valves can be fitted to the backhead, I've been making a few more parts of the remote handle extension that bolts onto the flange of the blower valve as in this picture. Usually, the handle would be directly on the brake valve itself, but I guess its position on the backhead makes that too far to reach when shunting. Fortunately I have the works drawings for all of this but there length of the connecting rid has to be slightly different because the precise positions of the valves isn't to scale.  20140204_113205 20140204_113205 by Roger Froud, on Flickr This is the vertical handle that has the wooden grip attached to it. It's made from 1mm Gauge Plate because it's so slender.  20180923_183813 20180923_183813 by Roger Froud, on Flickr The connecting link is made from 1.5mm Gauge plate for the same reason, but I've made it slightly thicker than the 0.85mm scale at 1mm to make it a bit stronger. I'd already made the forked plate some time ago when I made the valve.  20180923_201123 20180923_201123 by Roger Froud, on Flickr |
|
|
|
Post by Roger on Sept 23, 2018 20:49:00 GMT
If you recall, way back when the boiler was being Silver Soldered, there was an issue with the longitudinal stays pulling the backhead in. You can see the problem here, and it's put quite an offset on the water gauge that's unacceptable.  20180923_214006 20180923_214006 by Roger Froud, on Flickr This is how it would look if I wound the bottom fitting out one turn, and that's close enough to resolve the problem. So the solution is going to be to attach a thin collar to the flange with Lead Free solder and they trim it to length, moving the 'O' ring groove slightly further down the thread. The thread is plenty long enough, so that won't be a problem.  20180923_214026 20180923_214026 by Roger Froud, on Flickr |
|
Gary L
Elder Statesman

Posts: 1,208
|
Post by Gary L on Sept 23, 2018 23:13:26 GMT
If you recall, way back when the boiler was being Silver Soldered, there was an issue with the longitudinal stays pulling the backhead in. You can see the problem here, and it's put quite an offset on the water gauge that's unacceptable. [Snip photos] This is how it would look if I wound the bottom fitting out one turn, and that's close enough to resolve the problem. So the solution is going to be to attach a thin collar to the flange with Lead Free solder and they trim it to length, moving the 'O' ring groove slightly further down the thread. The thread is plenty long enough, so that won't be a problem. Hi Roger A traditional way of dealing with thread alignment issues, as well as sealing, is by means of soft copper washers, available in 'shim' thicknesses. I can see that your soft-solder alignment method allows very close adjustment, but it seems very time-consuming, and chances are that after the joint is broken and remade, thread wear and deformation will mean that it won't reseat at exactly the same radial position as it was first time round. With the copper washer method, if that happens, you just fit the next thicker shim washer, so you can then spanner it a little bit tighter than before. You've never been one for the traditional route if you can see a better way; is this one of those instances... ? Best regards Gary |
|
|
|
Post by Roger on Sept 24, 2018 7:52:20 GMT
If you recall, way back when the boiler was being Silver Soldered, there was an issue with the longitudinal stays pulling the backhead in. You can see the problem here, and it's put quite an offset on the water gauge that's unacceptable. [Snip photos] This is how it would look if I wound the bottom fitting out one turn, and that's close enough to resolve the problem. So the solution is going to be to attach a thin collar to the flange with Lead Free solder and they trim it to length, moving the 'O' ring groove slightly further down the thread. The thread is plenty long enough, so that won't be a problem. Hi Roger A traditional way of dealing with thread alignment issues, as well as sealing, is by means of soft copper washers, available in 'shim' thicknesses. I can see that your soft-solder alignment method allows very close adjustment, but it seems very time-consuming, and chances are that after the joint is broken and remade, thread wear and deformation will mean that it won't reseat at exactly the same radial position as it was first time round. With the copper washer method, if that happens, you just fit the next thicker shim washer, so you can then spanner it a little bit tighter than before. You've never been one for the traditional route if you can see a better way; is this one of those instances... ? Best regards Gary Hi Gary, You may well be right, although it's not easy to hold copper washers to adjust their thickness either. One thing to remember is that you only need the fittings to be done finger tight because the seal is on the diameter of the 'O' ring. You get a seal even if the fitting is loose. The idea is that the fitting is done up to the correct radial position, I won't be using a spanner. The blower valve has both a radial and a face seal, so that one isn't suitable for adding a washer. Time will tell whether it's a good idea or not. Although it's time consuming it can be re-done as many times as necessary. Traditional fittings require a certain amount of axial force to achieve a seal, so this method isn't really suitable for that. |
|
|
|
Post by andyhigham on Sept 24, 2018 12:11:01 GMT
Blackgates sell copper shim washers in packs 5 x each 0.005" 0.010" 0.015" 0.020"
|
|
|
|
Post by Roger on Sept 24, 2018 12:21:43 GMT
Blackgates sell copper shim washers in packs 5 x each 0.005" 0.010" 0.015" 0.020" Thanks Andy, that might come in useful one day. I don't really want to tighten the fittings with a spanner, hand tight is alli that's required just to stop them from unscrewing. That does constrain the exact thickness I need to create in much finer increments than 0.005" so it's not possible to use shims unless you can tighten the fitting enough to correct for that amount of error. I reckon the length needs to be set to between five and ten microns max to get the sort of fit I'm looking for. |
|
|
|
Post by simplyloco on Sept 24, 2018 20:49:05 GMT
Blackgates sell copper shim washers in packs 5 x each 0.005" 0.010" 0.015" 0.020" Thanks Andy, that might come in useful one day. I don't really want to tighten the fittings with a spanner, hand tight is alli that's required just to stop them from unscrewing. That does constrain the exact thickness I need to create in much finer increments than 0.005" so it's not possible to use shims unless you can tighten the fitting enough to correct for that amount of error. I reckon the length needs to be set to between five and ten microns max to get the sort of fit I'm looking for. Roger, if push comes to shove, you could part off a copper washer at the right thickness for your needs. Isn't that what DRO's are for..?  John |
|
|
|
Post by Roger on Sept 24, 2018 21:04:36 GMT
Here's the Phosphor Bronze spacer that will bring the fitting just over one turn further out. I've threaded it because it's going to sit where the original 'O' ring groove was and I wanted it to sit as centrally as possible. The outside diameter is left oversize for cleaning up when it's soldered in place. The mating face has been tinned to make sure it will make a good joint.  20180924_123343 20180924_123343 by Roger Froud, on Flickr This is how it looks when it's soldered on.  20180924_125035 20180924_125035 by Roger Froud, on Flickr And finally, the outside diameter was trimmer to size and then the flange was trimmed little by little until it sat exactly at the right angle, and from the side view it's level enough to work.  20180924_155650 20180924_155650 by Roger Froud, on Flickr The brake extension handle is made from two parts and attaching them was made easy by machining a pocket for the handle in the end of what will become the boss.  20180923_192807 20180923_192807 by Roger Froud, on Flickr I've left it on the stock because it's easier to hold for Silver Soldering the handle.  20180924_171643 20180924_171643 by Roger Froud, on Flickr It still needs the hole in the middle and the pin to be added. That's going to be a short piece of 1mm Silver Steel that's currently on order. It still needs the wooden handle of course.  20180924_212626 20180924_212626 by Roger Froud, on Flickr The pivot pin is Silver Steel and is riveted onto the back of the bracket...  20180924_212215 20180924_212215 by Roger Froud, on Flickr .. which looks like this on the blower valve.  20180924_212452 20180924_212452 by Roger Froud, on Flickr |
|
Gary L
Elder Statesman
Posts: 1,208
|
Post by Gary L on Sept 25, 2018 0:50:20 GMT
Hi Roger A traditional way of dealing with thread alignment issues, as well as sealing, is by means of soft copper washers, available in 'shim' thicknesses. I can see that your soft-solder alignment method allows very close adjustment, but it seems very time-consuming, and chances are that after the joint is broken and remade, thread wear and deformation will mean that it won't reseat at exactly the same radial position as it was first time round. With the copper washer method, if that happens, you just fit the next thicker shim washer, so you can then spanner it a little bit tighter than before. You've never been one for the traditional route if you can see a better way; is this one of those instances... ? Best regards Gary Hi Gary, You may well be right, although it's not easy to hold copper washers to adjust their thickness either. One thing to remember is that you only need the fittings to be done finger tight because the seal is on the diameter of the 'O' ring. You get a seal even if the fitting is loose. The idea is that the fitting is done up to the correct radial position, I won't be using a spanner. The blower valve has both a radial and a face seal, so that one isn't suitable for adding a washer. Time will tell whether it's a good idea or not. Although it's time consuming it can be re-done as many times as necessary. Traditional fittings require a certain amount of axial force to achieve a seal, so this method isn't really suitable for that. Ah, yes, I had forgotten your O-rings! That does immediately remove one advantage (sealing) of the copper shim washers. I'd be a bit chary of 'finger tight' though with any kind of screw down valve. Overtighten the valve handle a little too much against the thread, and when you come to open it you might start unscrewing the fitting instead of the handle-?? -Gary |
|
|
|
Post by Roger on Sept 25, 2018 7:15:06 GMT
Hi Gary, You may well be right, although it's not easy to hold copper washers to adjust their thickness either. One thing to remember is that you only need the fittings to be done finger tight because the seal is on the diameter of the 'O' ring. You get a seal even if the fitting is loose. The idea is that the fitting is done up to the correct radial position, I won't be using a spanner. The blower valve has both a radial and a face seal, so that one isn't suitable for adding a washer. Time will tell whether it's a good idea or not. Although it's time consuming it can be re-done as many times as necessary. Traditional fittings require a certain amount of axial force to achieve a seal, so this method isn't really suitable for that. Ah, yes, I had forgotten your O-rings! That does immediately remove one advantage (sealing) of the copper shim washers. I'd be a bit chary of 'finger tight' though with any kind of screw down valve. Overtighten the valve handle a little too much against the thread, and when you come to open it you might start unscrewing the fitting instead of the handle-?? -Gary Hi Gary, That's a good point about the screw down valves. When I say 'finger tight' I do mean as tight as possible with fingers but there will be a limit to how much it would resist a stuck valve. There's actually only one of those, the blower valve. What I might do for that one is use a very light smear of High Temperature sealant on the outside face just to give it a bit more mechanical resistance to unscrewing. I don't want to put anything on the threads except perhaps something to protect them from corrosion. The last thing I want is a thread becoming stuck in the boiler. The screw down valves on the turret have threads and locknuts on the stems which will use sealant. I presume there's still a fair bit of adjustment required when using copper washers since 5 thou represents a significant angle on a thread. I can see that using a spanner gives a bit more leeway but it's possible to strain the threads or it to be a bit loose. I don't really see it as significantly more satisfactory than my method to be honest. The fundamental problem is the same, ie to get the right angular position at the right level of tightness. My method is perhaps more difficult to achieve though, if less likely to damage the threads. The advantage is that the seal isn't dependent on the tightness of the fitting. |
|
mbrown
Elder Statesman
Posts: 1,791
|
Post by mbrown on Sept 25, 2018 8:36:54 GMT
I have just been adjusting the fittings on my own boiler as the loco goes back together after painting. One or two copper shim washers needed thinning to accommodate about 20 degrees alignment as the fitting screwed in - and I found that I could do this by rubbing them in a figure of 8 motion against a fine file - with a small pad of fabric to prevent my finger being filed through the hole in the washer....
I think Roger's solution is far better engineering, but for those of us still using copper washers, they can certainly be thinned to allow the fitting to line up.
Malcolm
|
|
|
|
Post by Roger on Sept 25, 2018 9:07:56 GMT
I have just been adjusting the fittings on my own boiler as the loco goes back together after painting. One or two copper shim washers needed thinning to accommodate about 20 degrees alignment as the fitting screwed in - and I found that I could do this by rubbing them in a figure of 8 motion against a fine file - with a small pad of fabric to prevent my finger being filed through the hole in the washer.... I think Roger's solution is far better engineering, but for those of us still using copper washers, they can certainly be thinned to allow the fitting to line up. Malcolm Hi Malcolm, Thanks for confirming that, I couldn't see how you would be able to use a shim unless you got very lucky with the thickness. It's surprising just how little material needs to come off when you machine these things. When it seats, it goes solid in an instant, there's almost no 'give' when you try to turn it more. I found that surprising since it's only Lead Free Soft Solder that's making contact. Maybe it would feel more spongy if a spanner was used. |
|
Gary L
Elder Statesman
Posts: 1,208
|
Post by Gary L on Sept 25, 2018 14:57:03 GMT
I have just been adjusting the fittings on my own boiler as the loco goes back together after painting. One or two copper shim washers needed thinning to accommodate about 20 degrees alignment as the fitting screwed in - and I found that I could do this by rubbing them in a figure of 8 motion against a fine file - with a small pad of fabric to prevent my finger being filed through the hole in the washer.... I think Roger's solution is far better engineering, but for those of us still using copper washers, they can certainly be thinned to allow the fitting to line up. Malcolm Hi Malcolm, Thanks for confirming that, I couldn't see how you would be able to use a shim unless you got very lucky with the thickness. It's surprising just how little material needs to come off when you machine these things. When it seats, it goes solid in an instant, there's almost no 'give' when you try to turn it more. I found that surprising since it's only Lead Free Soft Solder that's making contact. Maybe it would feel more spongy if a spanner was used. Yes, I agree with all that, and I always admire Roger's innovative approach to model engineering. FWIW, I think the difference between the hardness of Roger's LF Soft Solder and the very slight 'squishiness' of a copper washer is analogous to the use of rubber in suspensions. All are incompressible to all intents and purposes, especially the film of soft solder sweated in place. Any 'softness' comes from deformation, and a thin copper washer, unrestrained radially, is able to 'spread' itself and thus flatten very slightly when the joint is spannered tight. Not much to be sure, but enough to accommodate the odd thou or two of thickness without causing harm. Best regards -Gary |
|
|
|
Post by Roger on Sept 29, 2018 22:05:35 GMT
This is how the brake handle extension looks on 1501 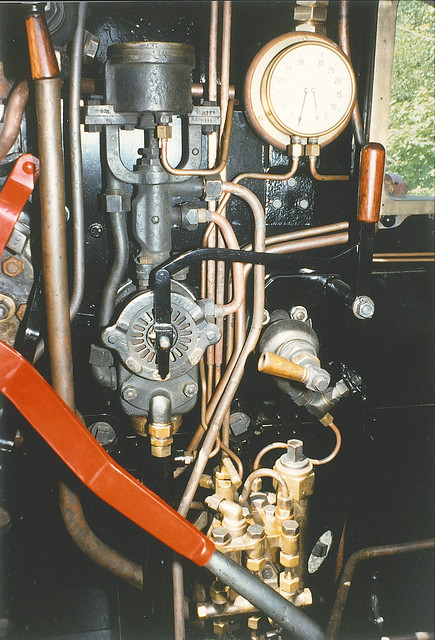 c5 c5 by Roger Froud, on Flickr The pins for the connecting link are 1mm Silver Steel so they're robust enough. The link is held on with washers and split pins, but that requires a 0.5mm cross drilled hole. Here, the 1mm Silver Steel is held against the rear vice jaw, the wobbler has the been used to set the tool 0.5mm from that.  20180929_190419 20180929_190419 by Roger Froud, on Flickr It's a snug fit, but the split pins I made before fit ok.  20180929_200518 20180929_200518 by Roger Froud, on Flickr I've left the pin attached to the length of Silver Steel so that it's easier to hold it true.  20180929_204813 20180929_204813 by Roger Froud, on Flickr Once trimmer at the back, it's drilled for the pivot and then parted off.  20180929_212815 20180929_212815 by Roger Froud, on Flickr This is how it looks when it's been tidied up...  20180929_213743 20180929_213743 by Roger Froud, on Flickr ... and this is how the pin for the brake handle looks when it's ready for Silver Soldering. It's not easy to get it to stand vertically, but after a few attempts it's good enough.  20180929_221921 20180929_221921 by Roger Froud, on Flickr And finally, this is how it looks on the boiler...  20180929_224055 20180929_224055 by Roger Froud, on Flickr ... in both positions.  20180929_224118 20180929_224118 by Roger Froud, on Flickr I still have the wooden handle part to make, but it works nicely and I'm pretty happy with it. |
|
|
|
Post by Deleted on Sept 30, 2018 7:26:15 GMT
love the attention to detail Roger...that looks ace sir...
Pete
|
|
|
|
Post by Roger on Sept 30, 2018 7:37:13 GMT
love the attention to detail Roger...that looks ace sir... Pete Glad you like it Pete, I'm just wondering about how to machine the handles halves and what to make them from. The full sized one has two wooden pieces in a clam shell arrangement, but it's pretty tiny and may not be strong enough material. I'll have to take a look at the wood samples I've got and perhaps some Tufnol sheet as an option. |
|
|
|
Post by Cro on Sept 30, 2018 7:56:15 GMT
love the attention to detail Roger...that looks ace sir... Pete Glad you like it Pete, I'm just wondering about how to machine the handles halves and what to make them from. The full sized one has two wooden pieces in a clam shell arrangement, but it's pretty tiny and may not be strong enough material. I'll have to take a look at the wood samples I've got and perhaps some Tufnol sheet as an option. I think tufnol will be your best option here. It's what I used on the 7 1/4" version of this brake valve as it was way more durable and workable. Love it though, an amazing piece of detail! Did you stand there moving it back and forwar going "pshhtttt.....pshttt" as if it worked? My friend did that when he first made his brake valve...... Adam |
|








