|
|
Post by Doug on Jun 5, 2014 14:06:22 GMT
Roger; if you want closed loop, and real time OS, go investigate LinuxCNC. While I'm "stuck in stepper land" with my CNC machines, I do see people doing servo closed loop systems, plus many, many other very interesting things with LinuxCNC. Just my 0.02c - JohnS. It is tempting, but I think it would open up another can of worms. I need the PC to do the CAD/CAM at the machine too, so it makes sense for the whole thing to be PC based. I'll have to see how good the backlash compensation is, I've never had that and it could make quite a difference. I'm still hoping this will only be a temporary solution until the new CNC Brain comes along. That will move things into a whole new league and at a very low cost. I just need to lean on the guy a bit more and get it re-started. TBH Roger if you have any more than 10um of backlash you need to fix that first, direct encoders wont help much and will open a whole new world of issues. Backlash compensation does work very well with small amounts of lost motion (IMO up to about 20um) but cant help with lateral play which can sometimes look like backlash. do you have access to a ballbar system this would help identify what issues you have. we build alot of machines that are directly scaled and ones that are motor encoders only and we have mixed results nither system has a massive advantage over the other for me, yes its sometimes better to have direct encoders but they dont help with machine issues at all they just show them up more! on a stepper system if you have problems its either lost motion or poor scaling both problems show themselves wiht direct scales as well, we have to use linear compensation to get the acuracy we need with direct encoders. This is done with a very expensive laser inferometer I think you would like it it has alot of numbers after the decimal point LOL. |
|
|
|
Post by Roger on Jun 5, 2014 16:27:18 GMT
It is tempting, but I think it would open up another can of worms. I need the PC to do the CAD/CAM at the machine too, so it makes sense for the whole thing to be PC based. I'll have to see how good the backlash compensation is, I've never had that and it could make quite a difference. I'm still hoping this will only be a temporary solution until the new CNC Brain comes along. That will move things into a whole new league and at a very low cost. I just need to lean on the guy a bit more and get it re-started. TBH Roger if you have any more than 10um of backlash you need to fix that first, direct encoders wont help much and will open a whole new world of issues. Backlash compensation does work very well with small amounts of lost motion (IMO up to about 20um) but cant help with lateral play which can sometimes look like backlash. do you have access to a ballbar system this would help identify what issues you have. we build alot of machines that are directly scaled and ones that are motor encoders only and we have mixed results nither system has a massive advantage over the other for me, yes its sometimes better to have direct encoders but they dont help with machine issues at all they just show them up more! on a stepper system if you have problems its either lost motion or poor scaling both problems show themselves wiht direct scales as well, we have to use linear compensation to get the acuracy we need with direct encoders. This is done with a very expensive laser inferometer I think you would like it it has alot of numbers after the decimal point LOL. I'll have to measure the backlash now it's done a few miles. I know it's more than 10uM for sure. Strangely enough, I do have a ballbar system that I used to use on our drilling machines for setting up the lookup tables on the control system. I designed that CNC control from the ground up and wrote all the control software and needed to compensate for leadscrew errors which were largely due to the relative position of the leadscrews compared to the table surface. You're right, they show up every detail of what's going on but to be honest, I can't be bothered to spend the day it will take to give me so much bad news. I'm sure my machine would perform better with less axis friction but I'm stuck with dovetail slides and that's always going to make it worse. Hopefully backlash compensation will help a little but I'm under so illusions. I can see why so many modern systems are using linear motors to avoid these issues altogether. My pockets are quite deep, but not that deep! Out of interest, the CNC Brain control I'm using was supposed to be Double Closed Loop. It's supposed monitor both the linear and rotary scales and dynamically deal with the differences. That ought to be an awesome system, but the designer had to abort the design partly through lack of money and partly through a realisation that he'd missed a few tricks that would make the whole system much more robust and expandable. He's one clever guy but he's got to make a living having blown a lot of money on the project. I'm still in touch with him from time to time to give encouragement because I think it would blow Mach3 out of the water if he gets it right. |
|
|
|
Post by Roger on Oct 1, 2014 7:48:13 GMT
This is what's referred to as Horizontal Roughing in Alibre CAM and I think it's a general term. Roughing means that it's going to take away all of the material between the stock in pale yellow and the 3D model. You can tell it the size of the stock but it has to be this type of shape in Alibre. You can also tell it where it is referenced to the 3D model. Containment regions are 2D sketches that make sure the cutter doesn't escape outside of. They are needed to stop the cutter removing areas you want left unmachined. This can be a very long winded process. It's best to use flat bottomed cutters but this path shows one for a ball nosed cutter.
 Pump horizontal roughing Pump horizontal roughing by rogerfroud, on Flickr |
|
|
|
Post by Roger on Dec 31, 2015 22:47:42 GMT
Just to revive this thread that's long since dropped off the bottom of the list.... Here's the body part of the Blower Valve that I'm currently working on. The view here is of the 3D model that's been exported to a .stp format with all the internal holes omitted. It's then been opened and prepared for creating the tool paths. The purpose of doing it by this round about route is to strip out the other orientations of this part in the main design file that interfere with the CAM package. At this stage, all I need to do is to chop off the bottom half so that it doesn't create any tool paths. This is so that I can machine the top half only with this model, and then do the same process for the model that's been exported the other way up. So how hard can this be? 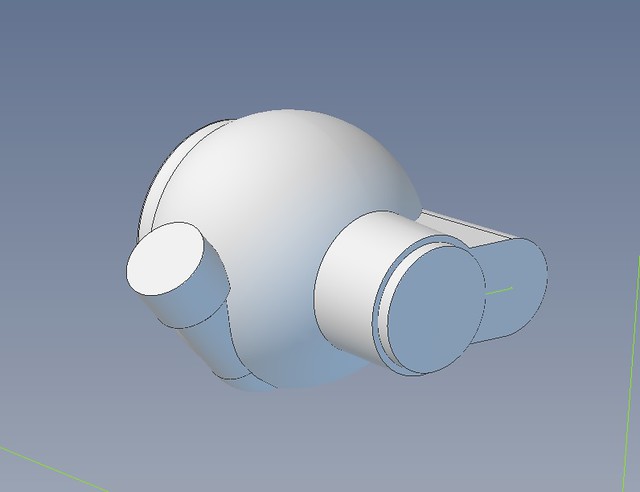 Body complete Body complete by Roger Froud, on Flickr ... well, very hard as it turns out. The only difference between the two images here is that the lower one has a sketch that cuts out anything below the centre line of the ball shape..... except it doesn't. What actually happens is that the program is unable to cope with the complex geometry of the intersections where the cut is, and that results in the globe part being omitted altogether. There doesn't appear to be a way around this, I've just got to cut it off much lower than I'd like and make sure the paths generated by the CAM don't cause a crash. 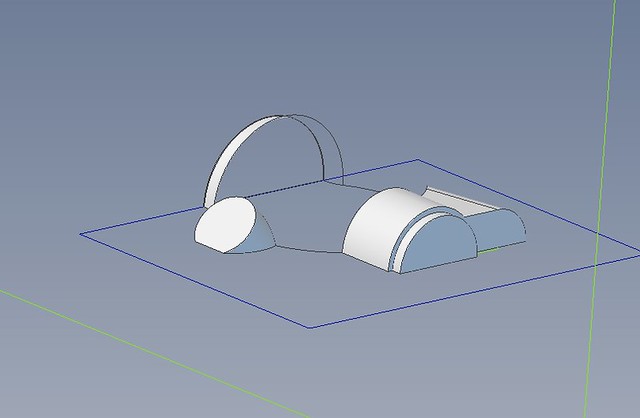 Body in half Body in half by Roger Froud, on Flickr I've spent about 4 hours messing about with this, trying to figure out different strategies to get what I want. I bring this up because there are many out there who think that CAD and CNC machining is simple and that the computer does all the clever stuff. Sometimes you have to outsmart the computer and beat it at its own game! |
|
|
|
Post by Doug on Dec 31, 2015 23:05:01 GMT
Hi Roger can you not cut the model before you export the STL file and export two models?
|
|
|
|
Post by Roger on Dec 31, 2015 23:58:32 GMT
Hi Doug,
I was about to give that a try, but discovered that there were controls in the CAM package that I've not used before to apply limits to the Z-axis height. It's beginning to look like I can avoid cutting it in half altogether. The extent of the Z-axis depth in horizontal roughing seems to be controlled entirely by the Stock model, leaving the bottom half without any machining operations. The finishing operations do have controls to limit the depth too.
So it looks like I'm complicating things more than I need, and the answer is to use the CAM controls more intelligently. You live and learn!
|
|


