|
|
Post by terrier060 on Feb 21, 2019 14:46:19 GMT
I hadn't considered it went in the spindle. My lathe has a 2MT tailstock so I was wondering what I'd use it for back there. Yes David the Myford is No2 Morse and this should hold small pieces firmly. I will post some images when I turn the sprung latch plungers. |
|
|
|
Post by terrier060 on Feb 21, 2019 15:12:56 GMT
You can get Rippers down to 5mm diameter, so that's one option, but they are expensive. They do reduce chatter though and last very well. There's no reason why you can't rough it out with conventional 5mm or 6mm Carbide End Mills though, I'd go for 3-flute for preference as a compromise between having more cutting edges, rigidity and flute volume if you go down that route. Another thing you might consider for finishing is to use Radius mill cutters, say 6mm with a 0.5mm corner radius if you can find something like that. I bought some 3mm ones with 0.5mm radius and they're handy because you can get a good finish but they can finish a profile by only going the radius below the bottom edge of a cut. Just to make that clear, if you had say a 6mm ball nosed cutter, it's likely that the bottom of the job would result in a tool path that's 3mm below the bottom face of the job. That's necessary because the full diameter of a ball nosed cutter is only achieved when it's at the centre line of the ball. You might want to take a really good look at the paths your CAM generates and choose accordingly. Of course, you can mount the chimney base on a raised plinth or just make it higher and cut the extra off later. There are lots of ways of going about it. Thanks Roger - useful into. F360 does allow you to choose the point at which the ball nose touches the work which is quite useful and has a tick box to prevent rollover. Also allows you to select inside, centre and outside contact. |
|
|
|
Post by Roger on Feb 21, 2019 17:07:21 GMT
You can get Rippers down to 5mm diameter, so that's one option, but they are expensive. They do reduce chatter though and last very well. There's no reason why you can't rough it out with conventional 5mm or 6mm Carbide End Mills though, I'd go for 3-flute for preference as a compromise between having more cutting edges, rigidity and flute volume if you go down that route. Another thing you might consider for finishing is to use Radius mill cutters, say 6mm with a 0.5mm corner radius if you can find something like that. I bought some 3mm ones with 0.5mm radius and they're handy because you can get a good finish but they can finish a profile by only going the radius below the bottom edge of a cut. Just to make that clear, if you had say a 6mm ball nosed cutter, it's likely that the bottom of the job would result in a tool path that's 3mm below the bottom face of the job. That's necessary because the full diameter of a ball nosed cutter is only achieved when it's at the centre line of the ball. You might want to take a really good look at the paths your CAM generates and choose accordingly. Of course, you can mount the chimney base on a raised plinth or just make it higher and cut the extra off later. There are lots of ways of going about it. Thanks Roger - useful into. F360 does allow you to choose the point at which the ball nose touches the work which is quite useful and has a tick box to prevent rollover. Also allows you to select inside, centre and outside contact. I presume you mean the way it's displayed rather than where it actually touches? You can select that in Alibre too, but only one way looked sensible when I looked at both options. The thing to take away as before, is to really look hard at the path it creates, especially the entry, exit, top and bottom limits. If you don't understand what you're seeing, it's probably wrong! Be sure to make certain you have the right tool geometry selected too. |
|
|
|
Post by terrier060 on Feb 21, 2019 20:53:23 GMT
My nice little No2 Morse ER16 collet chuck arrived today so I can now carry on with the coal door latches. Ed, I made a drawbar from 10mm steel tube. It makes life with small bars a little easier! John Good idea John. Means I can use longer lengths of small diameter stock. |
|
|
|
Post by terrier060 on Feb 22, 2019 11:43:02 GMT
OK - made the drawbar and this is the first use of the mandrel in the ML7. Pretty good for £16. The top quality one that was balanced for 15000rpm was £90! I doubt I will use it over 2000rpm.  Coal door latch plunger Coal door latch plunger by ed cloutman, on Flickr |
|
|
|
Post by simplyloco on Feb 22, 2019 13:59:30 GMT
OK - made the drawbar and this is the first use of the mandrel in the ML7. Pretty good for £16. You won't suffer from a 'Bellend' either!  |
|
|
|
Post by terrier060 on Feb 23, 2019 16:27:38 GMT
Well that's the latches finished. Have to think about gluing it all together now and then make the rear sand box and other boxes. When the door is latched in the open position it also locks the rear roof and spectacle plate on. Off to watch the rugby now - Wales/England - so I can't win either way my wife and son being Welsh and me English!  Door latched open and shut Door latched open and shut by ed cloutman, on Flickr |
|
stevep
Elder Statesman

Posts: 1,070
|
Post by stevep on Feb 23, 2019 19:14:31 GMT
Hard luck Ed. Too many silly mistakes this week - including a penalty under the posts!!
|
|
|
|
Post by terrier060 on Feb 23, 2019 23:33:33 GMT
Yes I think they used up too much energy in the first half. But the only good to come out of it was that I was not given a hard time at home. I did make a big mistake and email my son at half-time saying "prepare for defeat". What-a-mistaker-to-maker!
|
|
|
|
Post by 92220 on Feb 24, 2019 8:41:41 GMT
Very nice job Ed. I'm not looking forward to my platework!!!
Bob.
|
|
|
|
Post by terrier060 on Feb 25, 2019 0:34:24 GMT
I have to say Bob, nor was I, but the Tormach made all the difference - particularly as the repetition was so precise. I also enjoy the CAD part having been used to CAD since it first came out when I was working with civil engineers in Cardiff designing golf courses. We had a landscaping package as well as AutoCAD. I remember it was very slow when we started using it, and our drawings became a bit stilted compared to the hand-drawn versions.
|
|
|
|
Post by terrier060 on Mar 2, 2019 0:59:18 GMT
Made the plates today that join the front spectacle plates to the lower front plates of the cab. Should start putting the cabs together, but I have such a small workshop that there is nowhere to store them when they are together. They sit nicely as a flat-pack! I also ordered some 0.2mm phosphor bronze wire to make the springs for the coal door latches. The 0.4mm ones are a bit stiff. I think I am going to machine the beading around the doors as it will be more accurate than trying to solder a strip to the angle (which has to be off-centre). I would like to use free-cutting stainless, but may end up with mild steel. It will be very wasteful but I think it will look better. There is also a complication at the top as the roof angle joins directly on to the beading. 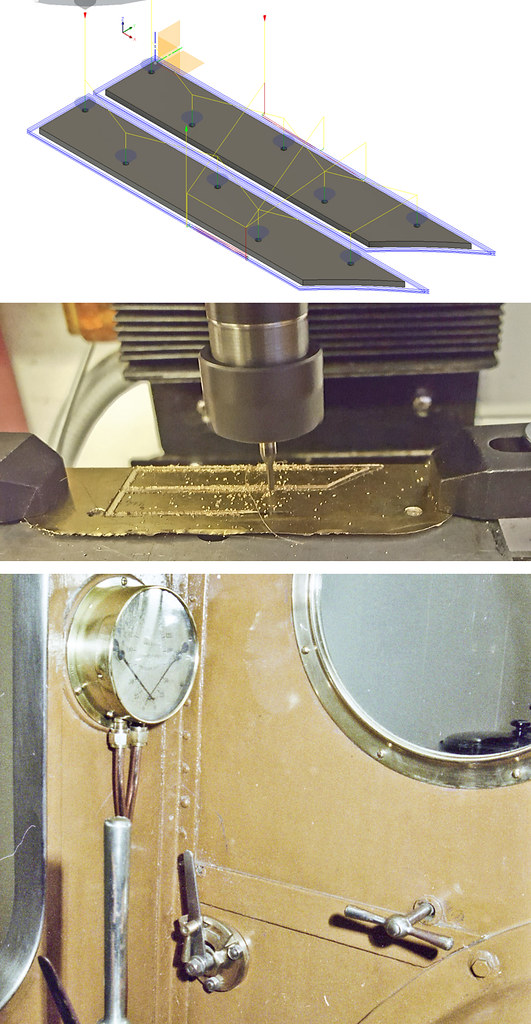 Joining plates Joining plates by ed cloutman, on Flickr |
|
|
|
Post by Roger on Mar 2, 2019 9:26:21 GMT
Hi Ed,
Glad to see you're making progress. Just a thought, you might consider making some skinny clamps so that you can hold the work closer to the place where you're machining. I have the same set of clamps you're using, but they get in the way of the collet when I go down to smaller tool sizes.
|
|
|
|
Post by terrier060 on Mar 2, 2019 17:01:23 GMT
Yes I must get down to it, but lately I have not had much time as we have quite a busy photographic schedule. Hence the rather slow progress of late. Love the injector stuff - I will try and find time to read it properly.
|
|
|
|
Post by terrier060 on Mar 3, 2019 0:19:30 GMT
When cutting out the spectacle joining plates I speeded up the process slightly as when I used the 2mm cutter on my Myford I found I could cut at a greater rate. Of course the Myford is a much more rigid machine than the Tormach but the plates were cut at 2600rpm using a 2mm 2-flute end mill, 15 thou cutting depth and 1.5in/min feed. This produced decent sized chips without overheating in half-hard brass.
|
|
|
|
Post by terrier060 on Mar 6, 2019 16:15:03 GMT
I ordered some 0.2mm phosphor bronze wire which arrived today to wind some more springs for the coal door latch. The 0.4mm wire was too stiff. I found it really easy to wind the spring by hand. I held a 55mm drill horizontally in the vice and started with three coils tight together, then three coils regularly spaced, and a final three close together. Then all I had to do was snip the ends with sharp electrical snips - the type used to tidy up components on a printed circuit board. The wire cost about £8 including postage and there is lots of it! You need to use a drill slightly smaller than the shaft the spring is intended for, as it will relax a little when you take it off the drill. 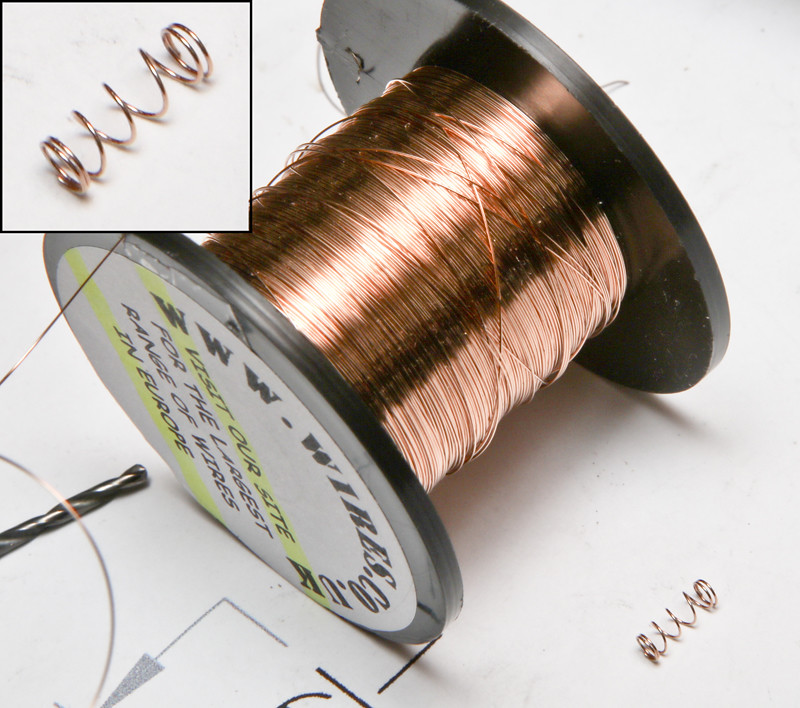 Spring winding Spring winding by ed cloutman, on Flickr |
|
|
|
Post by terrier060 on Mar 6, 2019 23:42:56 GMT
Can anyone tell me a good place to get 3 inch diameter free cutting steel bar for the chimney bases. I need two lengths, each about 2 inches long. The only place I have found that would cut it wanted £40 per item which I thought a bit much. Maybe I am just out of touch as there was a time when one could get an off-cut for very little.
|
|
|
|
Post by Deleted on Mar 6, 2019 23:52:16 GMT
Try M-Machine Metals...they are very helpful and strive to help model engineers
Pete
|
|
|
|
Post by Roger on Mar 7, 2019 8:55:59 GMT
Another thought is to just turn up at a Steel Stockholder and explain what you're trying to do and the kind of minimum size you will need. These places often have a graveyard of odds and ends you can get much cheaper if you don't mind machining or sawing away the extra material.
If you look at the cost of a whole length from somewhere like Parker Steel, it's £228 inc vat for a 3600mm length, so you can gauge the actual raw cost of the material itself. I suspect your supplier is looking at buying in a length for your order and expecting the rest of the bar to sit there for some time before it's all sold. Obviously you don't want to buy a whole length of that size, but you might find somewhere that has a bar end of a similar size. Sometimes they can't be bothered to cut it, they just want you to take away say half a meter, but it may well still be cheaper than you've been quoted. You have to play the game and be flexible if you want the bargains!
|
|
|
|
Post by Deleted on Mar 7, 2019 9:46:36 GMT
Where about in the country are you Ed?
|
|





