ianmac
Part of the e-furniture

Posts: 308
|
Post by ianmac on Mar 26, 2008 1:35:44 GMT
I am having trouble getting a check valve to work (made by me).
I was advised that i could use an o ring rather that has been silasticed in, in place of the metal seat.
Anyone else done this
Ian
|
|
|
|
Post by Tel on Mar 26, 2008 6:48:58 GMT
never had the need to try - don't think I'd fancy puttin' silastic down in there tho'. If you can't get the metal seat to seal, try putting a little more rake on the end of you 'D' bit so that the ball is sitting on top of a shallow, hollow, truncated cone. Works for me. The other option is a separate seat piece that screws in to the body from below.
|
|
|
|
Post by Tel on Mar 26, 2008 7:00:25 GMT
The angles are exaggerated for clarity, but like this 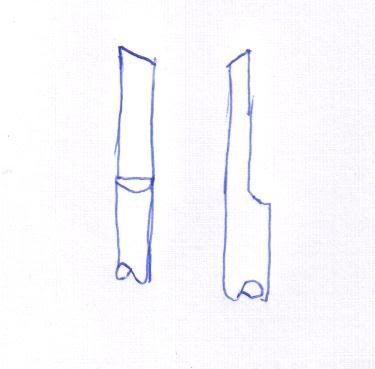 |
|
|
|
Post by baggo on Mar 26, 2008 9:52:25 GMT
Hi Ian, I've used O ring seats in check valves with some success. I'm not sure about sticking them in though. I make the bottom fitting a seperate item which screws in and holds the O ring against a lip inside the body. That way there's no chance of the ring moving up with the ball and locking everything up solid (been there!).  I've read somewhere that it's best not to use O ring seats on check valves intended for axle pumps as the balls tend to bounce on the rings when the pump is operating at speed. I use them for injector feeds and hand pumps with no problems. John |
|
|
|
Post by houstonceng on Mar 26, 2008 18:19:10 GMT
Ian
I make mine with a separate seat - rather like baggo's drawing - but with the seat in the shape of a volcano (truncated cone with a reamed hole down the middle and a sharp edge).
Then You take the ball that you're gonna use in the clack, place it on a wad of newspaper (news-print) invert seating onto the ball and "write" a few figure "8s" - like it's a ball-point pen with no ink in.
Inspect seating and you'll find it's now got a polished land. Check for correct seal by holding ball into seat and sucking t'other end. If you put your tongue over the end, the assembly should stick and stay. If not, ditto repeato figure "8s" and try again.
This shape of seating has a great advantage in that any "crud" in the water tends to drop around the base of the "volcano" and not into the seating. (and it's easy to make, clean and re-seat if necessay as well)
I don't find rubber seats (or Nitrile balls) in clacks work for long. Probably because small particles of "crud" get hammered into the "O" ring (or the ball adopts a pear-shape).
|
|
ianmac
Part of the e-furniture
Posts: 308
|
Post by ianmac on Mar 26, 2008 22:41:09 GMT
Ahhh,
Thanks everyone. The figure 8 idea sounds like a pearler!
I tapped the ball into the seat but that did bugger all.
So thats what a D bit looks like? where do you buy a d-bit or how does one make one.
Cheers
Ian
|
|
Tony K
Elder Statesman

Posts: 1,573
|
Post by Tony K on Mar 27, 2008 13:34:04 GMT
Maybe this will add to the discussion?  Go to Steam fittingsHas anyone tried them?  |
|
|
|
Post by baggo on Mar 27, 2008 14:03:09 GMT
My brother's got two on his Rob Roy which seem to be ok so far and it's done a fair bit of steaming.
John
|
|
|
|
Post by circlip on Mar 27, 2008 16:40:30 GMT
Since you're having to ask about D-bits Ianmac, it sounds as if you've just drilled the sealing faces on your check valves? If there is just the cone shape of a drilling in the bottom,this is why you won't be getting a seal. The only way to make a seal on a machined face is EITHER a flat face OR the reverse cone stated by Tel and Andy HCE, with the reverse cone for preference for the reasons that Andy has stated. It obviously works for him but I would think that other people may have a problem keeping the fitting square while figure eighting so as to get an even "crater"
Ter make a D-bit, use a piece of silver steel or drill rod dependent from which side of the pond you are, file exactly half its diameter off,heat to cherry red, quench in water, stone face and end and temper back to light straw. when you've cut the seating make a "punch"the same diameter of the bore of the fitting with a coned end then after inserting the ball give a light tap, take that ball out and put a new one in and close the fitting up. If you imagine how little pressure you are able to exert on the ball and seating using Andy's method you can see that you don't have to try to smash the ball into the middle of next week. Regards Ian ( grumpy old bast**d)
|
|
|
|
Post by houstonceng on Mar 27, 2008 23:30:51 GMT
Ianmac
Circlip wrote : "It obviously works for him but I would think that other people may have a problem keeping the fitting square while figure eighting so as to get an even 'crater' ".
It's actually very easy to hold the seating near enough upright so's to make no difference. You aren't trying to push the ball hard. Just enough pressure on the paper to get it to rotate. The news-print (paper/ink combo) acts like fine polishing paste.
Another way for non-removable seats - recommended by two club members who've built MEex medal winning locos - is to soft-solder an identical ball into a shallow depression on the end of a rod (make the rod a close fit in the fitting to ensue it's square) then rotate the ball, with the rod, a few times on the seating to creat the polished "land". New ball and Robert is your Father's brother.
I asked other fuys in the club. Some use the same method as me. Some said that you should make the ball/rod assy as above, but then "tap" the end of the rod with a small hammer. Again, to ensure squareness, using a close fitting rod. Others, like circlip, recomended the close fitting rod with shallow depression, but without the solder.
Bottom line. There's more than one way to get the seating "air-tight". I like mine because it's worked for me. But ! Some day, I may not be able to make a separate seating (required scale appearance , size, etc) then I may have to try one of the other methods.
BTW. I was taught to make "D" Bits by leaving slightly more than half the diameter (filing or milling off less). The dimension is one half diameter PLUS 0.001" (one thou) for every 1/10" (0.1") of diameter. So a half-inch diameter D-bit would have its flat 0.005 inches above centre-line. Usual clearance is 5 degrees both ways as per Tel's sketch for a normal "D" Bit. To re-sharpen, only re-grind the end.
If you are working in metric - lets call 1/10" to be 2.5mm. So 0.001"
lets say is 0.025mm. So - - - if your rod is 3mm, make the D-bit flat 0.03mm above CL.
Of course, if you make it less than half diameter, it won't cut.
|
|







