|
|
Post by havoc on May 25, 2008 13:37:32 GMT
I'm close to giving up and start a stamp collection. I wanted to drill the holes in my split bearing blcks today and I just cannot get through them. The blocks itself are brass with a pb102 bronze piece silver soldered in. Until now everything went more or less fine. So I set it up under the mill and center drilled it. Fine, no problem. As I need 4mm holes I started with a 2.6mm HSS drill and started drilling. Everything went fine until I was 5mm deep, that is halfway through the block. I gave nice short swarf, nothing heated. Then it just stopped going further. I could press as hard as I wanted, nothing it didn't moved a hunderth of a mm. As I have a whole packet of those drills I swapped it for a new one: same result. Lower rpm or higher rpm: nothing. Went down to 1.6mm drill and tried with that one. After some serious force it went very slowly further. Managed to get through. Back to the 2.6mm drill but again nothing. So I forced it a bit more and then it slowly started to drill deeper. But when I removed the piece it looked like this: 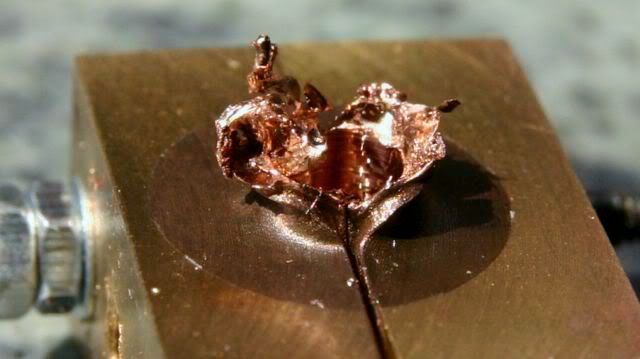 I just looks as if I took a blunt object and pushed it through with a 100tons press. I have used that bronze before for boiler fittings and never had anything like this. It is harder than brass but certainly not as hard as C45 steel which I use often. What annoys me no end is that the first part went very smooth. Just as you would expect it to go. Obviously this is now scrap, but what is worse that now I have to redo all 4 bearings. So this is 3 weeks work down the drain. |
|
|
|
Post by havoc on May 25, 2008 13:49:09 GMT
Pried it open again and this is how it looks:  The left part is a bit discoloured because I had soldered in the studs to mount it to the chassis and I had to unsolder the lot to get it open again. |
|
|
|
Post by freddo on May 25, 2008 14:24:38 GMT
A thin cutting oil might have solved your problem.
I know many people say don't use cutting oils on brass and bronze, but I find it works like a charm. For those materials, I use an alcohol based tapping oil - at least I assume it's alcohol based as it stings like b**gery when it gets into the cuts on my fingers.
Freddo
|
|
waggy
Statesman

Posts: 744
|
Post by waggy on May 25, 2008 18:37:10 GMT
Hello Havoc,
No, no, not stamps! Knitting is far more theraputic and you can wear what you make!
Are you sure it's PB104? There is some funny stuff out there which is sometimes sold as PB104.
Why not fix the bearing in place using one of the higher melting point soft solders? I know silver is the best but the heat required can and does change the hardness of some metals. I don't think you'll have any problems doing this, the bearing shouldn't get anywhere near hot enough to remelt the solder in normal service.
Regards,
Waggy.
|
|
|
|
Post by Peter W. on May 25, 2008 19:32:37 GMT
WD40 works well as 'cutting oil' for BP102. Peter P.S. Look on the bright side -- the next bearings will only take 1.5 weeks  |
|
|
|
Post by havoc on May 25, 2008 19:39:29 GMT
I bought it from Mallardmetals as such. They seem a competent outfit to me so I think we can safely assume that it is pb102.
I didn't want to fix it with solder because I wanted to solder in the stud to fix the bearing as well. But why was only half of the bronze affected? That is what is really bothering me. Why did it went weel the first part and then went completely hard. And I do mean hard, it was like trying to drill HSS. The cutting edge of the drill was all shiny.
I don't think I'll take on knitting, my tastes in colour aren't much better than my ability to drill holes. But if it continues like this I'm done with this by the end of the year.
|
|
|
|
Post by ianengr on May 26, 2008 7:35:43 GMT
I can only think you have something in the bronze that takes the edge off the drill which then leads to serious work hardening.(the standard grade of HSS drills around here are pretty soft too.) I assume you are double drilling to obtain a close size without reaming, but I'm puzzled that your not getting heating of the drill?
I can only suggest trying a coated drill.(s)
Regards,
Ian.
|
|
DaveD.
Involved Member

Posts: 68
|
Post by DaveD. on May 26, 2008 8:58:12 GMT
Hi folks
Had a similar problem with PB. years ago.
Had a bar end of PB, wanted to make a bit for an old microscope. Turned OD, about 1 3/16", screwcut ( 36? or some other obscure number if I remember, tpi), could not get the centre drill to go in at all. Fortunately had a 5/16" TC 1 MT drill that did the business, was the able to bore the centre out to about 1" + a bit, with a HSS tool as usual, and job got done.
I had a good few mates in engineering, eventually the conclusion from one guy was that bar end can get savagely work hardened during manufacture, and they often cut off the end before loading the autos and dump the bit they cut off. Wasteful, but stopped it wrecking the machines.
At the time I doubted this as I was able to turn the stuff and screwcut with no problem, and eventually bore out, so any degradation would be confined to the centre ??
Did you machine the OD before soldering? OK, no problem ?
It was PB but I have no idea if it was PB102,
Just a thought
Dave
|
|
|
|
Post by freddo on May 26, 2008 9:07:16 GMT
Showing my ignorance -  I wasn't aware you could harden PB - what a useful trick for longer lasting bushes. C'mon Abby or one of the metal specialists - what is chapter and verse on this? I do appreciate there are many different PB alloys, but apart from purple swarf, I've never had a work-hardening problem in 30 years of making silly little bits out of whatever PB is lying on my shelf. Freddo |
|
DaveD.
Involved Member
Posts: 68
|
Post by DaveD. on May 26, 2008 18:54:08 GMT
Hi Freddo & Folks. Found a tame Materials Engineer, C Eng and other offences, now into high performance ceramics for aerospace stuff. Has done metallurgy. [1] Alloys of Cu Sn P +other elements are legion, majority do not work harden, some do. Depends what you got your paws on. [2] My incident. Agreed that rounded and concave end almost certainly indicated bar end. Bad thing! Zone refined possibly! Apparently heating the centre to about melting point, then going alternately left and right, all the Low M. P. crud goes to one end, the High M. P. crud goes to the other. These pieces of indeterminate pedigree are removed and then go back into the crucible. Apart from those I have gleefully purchased it seems! Soft or hard, tough or not, anyones guess. Certainly not to spec. [3] Suggests Havoc's problem appears to be a fairly abrupt change in material, far from conclusive. Metals circulate the world now, due to supply uncertainties. May be a iffy geezer in the chain somewhere. Havoc's supplier would despatch in good faith, as would their suppliers. Only way is to remake, test machining the bar first if poss. Not much consolation. I believe the NHS had some issue with pirate copy drugs recently? [4] C Eng found a book with bronze axes, with Phos content among others, successfully hammer hardened by British Engineers in 2700 BC. Wondered when, if ever, Oz engineers would catch up ! Now, I have worked with Aussies over here, they are first class people, amusingly abrasive, a pleasure to be with. I consider that statement to be offensive, so I won't repeat it.  We live and learn, I think  Regards Dave |
|
|
|
Post by havoc on May 26, 2008 19:13:48 GMT
So are you all saying this is nothing but work hardening? It goes from something like drawn alu to HSS just by drilling it?  Suppose this is the problem, then what to do in order to avoid it. Just heat it from time to time like when bashing forming copper? |
|
abby
Statesman
Posts: 927
|
Post by abby on May 26, 2008 20:13:45 GMT
I steer clear of phosphor bronze if possible , I find it difficult to machine and believe that it is caused by work hardening, my colleague has no problems machining it on his Colchester, but my Emco struggles with cuts of more than 50 thou or so. I really don't think there is any advantage over gun-metal for use in models, which machines beatifully and performs well for boiler fittings and bearings.
As for the phosphor content - typically 1% - I have always understood that it is added ( as copper phosphide) at the end of a melt to de-oxidise, it also improves fluidity and grain structure , but why or if it effects hardness I don't know.
I use copper phosphide de-oxidising tubes myself but my bronze is certainly easier to machine than some phosphor bronzes I have used.
|
|
|
|
Post by chris vine on May 26, 2008 20:33:09 GMT
Hi Havoc,
I use PB102 quite a lot and find it machines very easily most of the time. I used to have problems though.
I find for turning and drilling you need plenty of coolant, I use a water based one and keep plenty running.
For drilling, keep pulling the drill out to clear it and take more coolant in with it.
For drilling deep holes, start off with a smaller drill than you need, say 4mm for a 5 or 6mm hole. When you have gone in a bit, say 10 mm or so, you can then open this hole out to 5 mm. Now use the 4mm drill to go the next bit deeper. Doing it this way means that the back end of the drill is not rubbing in the hole and heating every thing up.
A sharp drill is a must and it is important to keep it cutting.
I have been told in the past that pb102 does work harden and forms a seriously tough skin. Apparently this can happen when it is acting as a bearing and is why it lasts so well. However I do not know, I was only told!!
Just out of interest, if you look up the properties of pb102, its tensile strength is rather higher than mild steel.
Chris.
|
|
|
|
Post by havoc on May 28, 2008 18:28:10 GMT
Got my courage together and went back to the shop today. Fished one of the other bearings out of the scrapbin where I had trown them.
Put it in the mill (the setup still is there) and went through it with 1.6mm, 2.6mm and 3.9mm after each other and finished with a reamer. All in under 2 minutes flat...without anything getting hot, without any problem.
Now what was going on the first time?
|
|
steam4ian
Elder Statesman
 One good turn deserves another
One good turn deserves another
Posts: 2,069
|
Post by steam4ian on May 28, 2008 20:53:02 GMT
G'day Havoc,
I'm noy really familiar with PB but I wonder if the drill bits did not have enough relief behind the cutting edge? Also the centre point on the larger bits may not have been driving through. You got lucky with the 1.6mm bit and the others followed through once the pilot hole was there. Also with a single large bit the chip may be too wide for the flute and jamb.
I've had drills stop cutting half way along holes in brass. The problem seems to be one of the above.
Does PB need positive or negative rake like brass? You might have been better off with a spde style bit like Misssemmajade recently wrote about in another thread.
Regards,
Ian
|
|










