Sorry chaps but Don describes using standard copper fittings from back in 1983 and I'm sure he wasn't the first....

Pete
Quite true, Pete, but I wasn't the one claiming originality. John appears unable to resist waving his dick in the air at every opportunity.

Regards, Steve
13/01/2021 - A few updates, just for those who search this thread out.
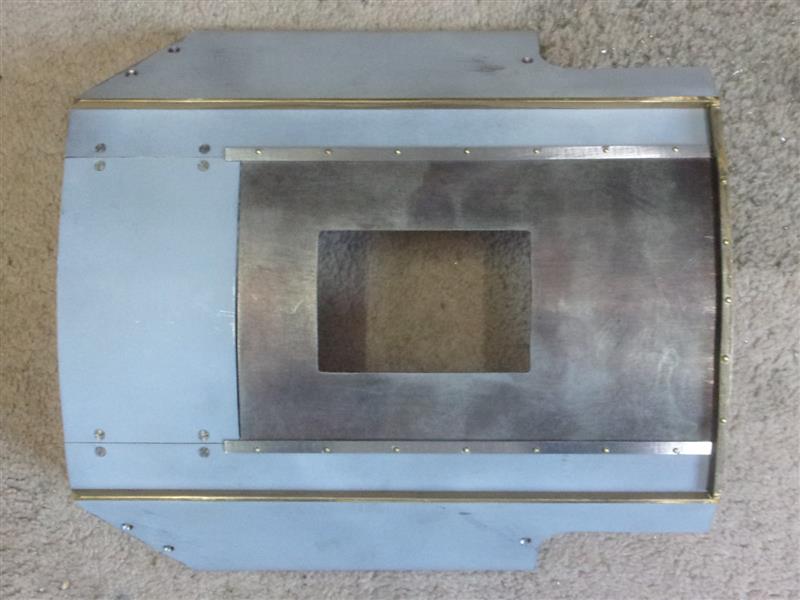
Floor supports
The five cab floor supports were made from 1.1mm mild steel sheet, bent to create the angle-iron shape and the end folded in and silver-soldered. I made mine at right-angles to the spar rather then angled and filed the anchor blocks on the boiler backhead to suit. I managed to get one of the blocks in the wrong place and had to modify the spar to suit.

After drilling the various holes and milling the slots, they were pickled in citric acid to remove the galvanising to allow the primer to adhere properly. After assembling the floor and cab, it became obvious that the holes for the handrails were incorrectly dimensioned on the drawing and will need to be redone.

Cab floor
The cab floor was marked out then finished to shape with hacksaw and files. Holes for the fixing screws were marked out, drilled and countersunk to accept 8BA c/sunk screws and finally spotted through to the support brackets. The timber floor boards will hide most of these. Other holes have been drilled as required including some tapped holes for the back wall. The angles to the sides are for fixing the side sheets to and there are a pair of small brackets for the angled walls at the front.

Cab sides
The cab sides have been made from the same material as all the other cab parts, scaling from the drawing where neccessary. To get the curved shape where the cabside meets the running boards, I set them up on the mill and drilled two 1/2" dia holes and finished with a 16mm end mill.

The rivet holes were equally spaced around the perimeter, the ones at the base of the cab being for dummy rivets in the prototypical position rather that that specified on the drawing. I'm also fixing my cabsides using full-length brass angle instead of the method drawn. The four corners of the windows were also drilled prior to cutting out with a 1/8" dia end mill. In both cases, I'm doing both sides at once, clamped together.

Holes were also drilled for the windows runners, the windshields and the top gutters. A locating strip was also made which screws to the top of the cabside, held by two 8BA c/sunk screws, for positioning the roof. These screws are hidden by the gutter.

Finally, 3/32" half-round beading was soft-soldered to make the window frames. I made them as four sections per window, clamping each section in turn, drilling three 1.1mm holes and fixing with fine brass nails. The sections were then gently eased to the exact position required, well fluxed and soldered. The window on the left needs a little more work but shows the finished job reasonably well.

Cab front and windows
Getting the angled front walls of the cab required a lot of work with cardboard until I was confident enough to cut metal, both sides being very slightly different. A lot of trial and error and a whole cornflakes box needed. The two fronts were cut after marking round the template and individually filed to fit. Then they were covered with masking tape and the windows marked out.

The four corners were cut away with a slot drill and the waste removed before finishing with files and sanding drums. The rivet holes were drilled using the DRO for accurate spacing and the hole at the bottom is for an 8BA countersunk screw, fixing to the tiny bracket at the front of the cab floor. Instead of using half-round beading, I am using 16 swg brass offcuts to make the window frames which should, hopefully, disguise the error in one of the lower corners (I filed them out too much).

The outside of the brass was worked until they were correct for the outside form of the windows, then very carefully postioned and held with clamps. Flux was liberally applied, lengths of soft solder cut and laid against the joins and heat applied slowly and carefully from below. The clamps lifted the assembly enough for the flame to go underneath.

The windows were then chain-drilled from the back and the windows filed to shape. One of the frames was a little out of position so the assembly was gently reheated and the frame nudged over slightly to get it looking symmetrical. I shall round the edges off a little just prior to painting.

Cab rear wall
Cut and bent in the same way as all the other bits but included here for completeness. The angle brackets are home-made from offcuts of the same steel sheet and milled to 5/16" wide. They are fixed to the wall with 1/16" rivets and screwed to the floor with 6BA bolts. The shape was formed using the plan-view on the drawing as a template.

Cab Roof
I've made the main roof section in three parts, mainly because it suited the material I had to hand. The two sides are mirror-images of each other and the shapes were cut before bending. The curvature of the roof has not been formed yet.

Another offcut was shaped to give an approximate outline of the front facia of the cab, mainly to give the correct height above the firebox. This will be replaced later on with a more accurate piece.

The centre piece was then made to fit the gap, much easier than trying to get a single piece bent accurately in one go. Half-inch wide joining strips are fitted below and held with 8BA c/s screws and a removeable panel will be made to slide into the gap. The roof curve was formed around a gas cylinder.

Finally, the gutter strips were fitted and the roof section primed.

Cab screen walls
The rear screen walls are different on either side, the driver's one being full-height with a window set into it. I am making both of mine to the pattern of the fireman's side for ease of access when driving. Once again, cardboard templates were made to fit the roof shape and two panels cut from 1.1mm galvanised steel sheet. I also made the angled pieces that support the two doors.

The screen walls have dummy rivets for most of their height with a pair of 10BA bolts used to hold each of the angles. The angles on the upper sections support the roof.

Sliding roof
The removeable roof section also contains the two sliding panels that are, I think, fitted on all BR standards. Four thin strips of steel, 5/16" wide, have been placed two either side and fixed with 3/64" brass rivets to act as the guide rails. These were milled and drilled on a special fixture (described in the tools section).

The sliding section was bent to shape and the rear gutter strip fitted. This extends across the fixed roof section and butts up to the side gutters, making it one less edge to catch a wrist on when driving and firing. The two pictures show the removeable section partially opened and fully closed.
The rails for the sliding panels are shown as a milled section but I have built mine up using three layers of the 45 thou steel with a narrower section in the middle of the sandwich. The holes are at 1" centres and the edge of the rails are at the edge of the cutaway.

Because the roof was already bent, the fixture I made for milling the strips came in handy for drilling the holes. It was mounted into a tiliting vice to bring the drilling line level with the table.

I still need to make the handles for the sliding panels and these will be fixed with 10BA rivet screws. This will allow them to be dismantled at a later date, if neccessary.

The final picture shows the whole thing assembled and ready for painting.

And assembled and primed.

Brake pedestal
The brake pedestal comprises a collection of parts and contains the steam brake actuating valve instead of the vacuum brake that is on the full-size loco. It also doesn't look much like the prototype but I have made it (mostly) to drawing anyway. The base was made from an offcut of bronze plate, milling all round to fit the pedestal tube and the various holes drilled and tapped.

The pedestal body was made from 1" square 10 swg mild steel seam-welded tube and skimmed with a flycutter to reduce the outsides to 15/16". The top was made from another offcut of the bronze and machined to finish. I included a locating spigot for the tube and the two parts were silver-soldered together. The spindle and collar were also made but the cross-pin drilled and fitted later.

The fitting on top of the pedestal was turned from 3/4" brass bar and the internal section trepanned out with a special tool. The relative depth of the boss was made a few thou less than the height of the boss on the top of the pedestal.

The parting-off was started, then the bar taken to the mill and set up in the rotary table. Three rows of holes were drilled using a PCB drill (because these don't need a centre), then returned to the lathe and finished parting off. I didn't bother to form the raised section as it is nothing like the prototype anyway.

The valve disc was turned from 3/4" brass bar, the slot cut with a slitting saw and the steam passage milled with a 2.5mm slot drill using the rotary table. The handle was made freehand and a 1/8" square shank of a tap used to broach the hole. The spindle was offered up to the valve disc and drilled 1/16", a steel panel pin being used to drive the disc. The spring is a fairly stong one from the spares box.

The final job was to fix the base with a pair of 6BA screws, care being taken not to break into the steam port on the rearward side. I still have to fit the drain pipe but will do this when I do the plumbing, just prior to building up the cab. I have my doubts that the valve will work without leaking steam all the time, even though I lapped the two parts together, but I can always blank it off if that happens. The steam brake is not really an essential item on the loco.

Windshields
The windshields on either side of the cab have a top and bottom pivot block, the support bar and a perspex window. The blocks were made from 1/8" square brass, a 1/8" length turned to 0.067" dia, threaded 10BA then parted off 1/4" overall length. A 1.7mm cross-hole was drilled in the body of the blocks for holding the support bar.

The support bar was machined from 1/8" dia brass rod, with a spigot turned on each end 1/16" diameter by 1/8" long. Over on the mill, a slot was cut with a slitting saw to squeeze the perspex into. Although the drawing shows a 1/16" depth of slot, this would wreck the pivots on each end and a first pass was made at thirty thou depth followed by a plunge beyond the spigot to seventy five thou depth, along to the end and out again before hitting the spigot.

The perspex was marked out to the shape of the windshield, then cut out and filed to finished shape. A section was filed away at each end to clear the run-out of the groove and the perspex pressed into the slot. They are a tight fit and don't require any adhesive.

I have made my windows 1/4" shorter than the drawing, more closely sized to the prototype, and the windshields are also a quarter-inch shorter than drawn. The final picture shows the driver's side in postition.

Cab Handrails
There was some surplus 1/8" dia stainless steel tube in the stock drawer and this was used to form the cab handrails. Because of the three bends in them, I decided to do them in two sections with the join hidden in the doorway stanchions. Using tube meant I could easily drill and tap the lower section so that an 8BA screw could be used to fix them to the platform support.

For the top, I made some 5/16" long blocks from 1/4" square mild steel with a 1/8" dia hole drilled for a 1/8" depth. These were then cross-drilled and tapped 10BA and bolted to the cab roof. The drawing shows a soldered fixing point but this is easier. I had to remake my platform supports because the holes were in the wrong place, though.

Steam heat valve
The carriage-warming valve, which is mounted high on the fireman's side of the firebox, is a particularly complex valve and difficult to fabricate in miniature so I have bought one of Adam Cro's excellent castings. Although the valve is a dummy, the detail is exquisite; much better than the simplistic one on the drawing.

They are not that easy to hold so the first job was to freehand drill the three mounting holes. 12BA would be the recommended bolts for holding this but my 10BA and 12BA bolts both have the same size head, the modern 2.5mm A/F, so I've gone with the more robust 10BA. Then I squared up a piece of 3/8" thick mild steel plate and drilled and tapped mounting holes for the valve. In this picture, the valve is not in the correct orientation but it matters not and the dimensions reflect this.

After bolting to the plate, the various holes for the pipes were drilled by moving the fixture around in the vice. All the holes are on the same centreline so it was just neccessary to line up the "X" position. The first one was for 1/16" dia copper pipe.

When drilling the 3/16" hole for the outlet pipe, extra support was added beneath the casting with packing and a feeler gauge. The material is silicon-bronze which is quite a tough and somewhat abrasive so drilling needs to be done more slowly than expected and with cutting fluid. The other holes drilled were 1.2mm for the pipe to the gauge in the cab, 1/8" for the supply pipe and 3/32" for the valve spindle.

Finally, the casting sprue at the outlet elbow was linished off and the valve mounted on the firebox cleading. Now I can get on and paint everything and, once all the pipes are fitted into place, the valve will really look the part.

Bypass valve
The bypass body has been made from 1/2" diameter brass stock, drilled 7/32" dia through and tapped 1/4" x 40tpi for a half-inch length. The outside was turned and threaded 3/8" x 32tpi for a gland nut with "O" ring. The body was reversed in the chuck, drilled 1/4" dia until it met the thread then a 3/8" x 32tpi bored and tapped to take the return pipe fitting. A hole was drilled and tapped in the side and a threaded nipple soldered into place. Finally, the mounting plate was soldered to the body, taking care with the orientation.

The valve spindle was made from 1/4" dia stainless steel, turning the front to 7/32" rather than the size shown on the drawing. Then a 5/8" long section was threaded 1/4" x 40tpi. After parting to 3.1/4" long, the part was reversed in the collet and the end turned and threaded 5BA thread. Next, a further section was turned to 3/16" dia for a short way and the workpiece taken to the mill. Holding on the 1/4" dia, four flats were milled to 5/32" A/F. Finally, back to the lathe and the rest of the spindle turned to 3/16" dia.

I've made my outlet different to drawing to suit the 1/4" dia pipe that I'm using. A piece of 1/2" dia brass was turned and threaded 3/8" x 32tpi to screw into the botton of the valve. A 3/16" dia hole was drilled through and a small 45 degree chamfer made in the bore. Using a mandrel, the flats were done on the mill but I missed a trick by not using hexagon stock. A 1/4" counterbore was drilled in the bottom and a short length of 1/4" copper tube silver-soldered in.

Finally, a spindle gland nut was made from 7/16" hexagon stock with a 3/8" x 32tpi thread and 1/4" dia hole through, and a small operating handle made. Off-the-shelf pipe nuts can't be used because the hole is too big. A 3/16" x 1/32" section "O" ring finished the job off. I was hoping to adjust the outlet tube will be adjusted to suit whatever arrangement I use to return water to the tender.

However, I couldn't get the return pipe to work, it kept fouling the pony truck. In the end, I remade the bottom fitting from some hexagon brass, drilled blind and cross-drilled 3/16" dia and counterbored to take 1/4" dia copper pipe. Two pieces of pipe were silver-soldered to create the right-angle using 40% solder.

Then the assembly joined together with 55% solder. The pipe connector on the end is covered next.

Hose connectors
The hose connectors have been made from 1/2" dia brass and turned or bored to suit 3/8" x 32tpi. Next, they were cross-drilled 3/32" and a 3/4" length of 3/32" dia brass silver-soldered in.

Then they were returned to the lathe and the centre section removed with a slot drill, boring and retapping the female parts. The male components were bored 1/4" dia x 1/8" deep on the back for silver-soldering to 1/4" dia copper pipe.

The hose nipples were made from 5/16" dia brass, turned to 7/32" dia x 1/2" long and a 1/4" long undercut made with the parting tool, about 20 thou deep. A 5/32" dia hole was drilled through and the front shaped with a 45 degree tool before parting off.

The hoses I am using are bicycle pump flexible tubes and 7mm double-ear clips are used to secure the pipe to the nipple because they are much smaller and neater than other forms of hose clip.

Vacuum pipe
I've used a piece of 7/32" dia solid copper rod to make the front vacuum pipe, salvaged from an old cousumer unit. It's easier to bend without distorting than brass, and copper tube would collapse with the sharpness of the bends. It took three annealings to get it to the right shape, then it was pickled before soldering the adornments on.

The three rings were made from copper wire wrapped round a former, the lower clip from some 24swg brass and the pipe clamp from 1/2" x 3/16" flat brass bar. This has to be recessed deep enough to let the pipe stand off 1/8" from the buffer beam. The top of the pipe was drilled and tapped 10BA to take a short length of studding and the flexible pipe is curtain wire.

Screw coupling
The first thing I did was to turn up a simple former with a 5/16" diameter core size and bend four pieces of 1/8" dia stainless steel tube around it. I've found that this material takes tight bends without distortion if it is in a bending former. Using tube allows me to use 1/16" diameter pins to locate the eyes onto.

The various components for the screw were made from 5/16" square mild steel, 1/4" square MS and other mild steel rounds as appropriate. There is quite a collection of parts to make two couplings. The only deviation I made from the drawing was to make the screw parts M4 rather than 5/32" x 40. Also, the lock collars are an interference fit allowing me to dispense with cross pins.

The eyes were made from 3/8" diameter mild steel and radii just filed on the outer edges prior to parting off. A 1.6mm dia hole was drilled through from the outside diameter to the centre hole, this being an interference with the 1/16" pins fitted in the ends of the coupling, and the assemblies pressed together in the vice.

The last photo shows one mounted on the front draw-hook along with the vacuum pipe and the carriage heating pipe.

Overview


The lining has been done freehand with a tiny paintbrush and is not very good. However, it will have to do. This is not, and never has been, about trying to produce an exhibition-class model.


Regulator Linkage
For some reason or other, the regulator spindle was not in line with the stuffing box in the smokebox casing so, rather than try and remake parts to fit, I made a peg and lever arrangement to operate the valves. The 3/16" dia stainless steel peg is fixed in a 1/4" x 5/16" brass lever fitted to the end of the driving shaft.

The peg runs in a 3/16" channel milled into a piece of 1/4" x 3/8" brass which, in turn, is fitted to the regulator shaft. 8BA screws clamp the brass components to the shaft and allow for adjustment in both planes.

Oil Pump Removal
As drawn, it would be impossible to remove the oil pumps for repair or replacement without removing the boiler. Because of this, I have dispensed with the two rear fixing screws and fitted catchplates to the oilpump platforms instead. They are about 7/8" long and made from 3/8" x 1/8" flat mild steel with a rebate milled away at the front, equal in height to the base of the pumps. A pair of 8BA screws fix them to the platforms.

Axle Pump Oiler
It is difficult, if not impossible, to get oil to the eccentric of the axle pump. My solution was to put an oil dashpot on the upper stretcher connected to the eccentric with a length of flexible plastic tube. This has a 1/8" dia bore and is used as an oil feed in chainsaws and similar. It is also very pliable. By placing the dashpot just behind the weighshaft, it is fairly easy to flick the lid open and fill the reservoir with oil.

Firebox Safety Clips
Although the boiler is fixed to the frame at the smokebox end, the draughtsman does not offer any means of fixing the firebox end. Because of expansion, the boiler needs to slide on the ashpan and I have chosen to make a pair of clips that screw into the foundation ring and fit below the rear support bar. The clips are about 1/2" wide x 1" long each leg and held with a 4BA steel screw but I may get some cap screws for this. I have also removed a section of cleading to allow them to be fitted after the boiler is seated on the frame because the blowdown pipe stops the boiler being slid into position. This is probably not enough to keep the assembly together in the event of an accident (such as falling from a high-level track) but should stop it separating in the event of a minor spill like tipping over in the car.

Overview
A couple more pictures of the boiler and smokebox in final position, just some plumbing to do now and the cab to finish.



Other cosmetic parts are made, such as the handrails, and just need fitting into place.
Plumbing
Most of the plumbing is now done, some of it functional and some decorative. On the driver's side, the pipe that drops below the footplate will be teminated into a dummy valve. This one is blocked at the manifold.

On the fireman's side, the valve nearest the cab will supply steam to an injector. The other one is blocked at the manifold but can be used if it is needed.

Blower
I've had to completely re-think the blower valve after finding that my original idea fell foul of the reverser box. The idea was to keep the backhead looking as close to prototype as possible and the as-drawn solution placed a valve below the left-hand gauges. I've also decided to dispense with the steam brakes so have stripped all the bits from within the driver's pedestal. The blower will go here instead in it's rightful place. First job was to mill away the material at the back of the column.

Next, the column was turned over and a 1/4" dia hole drilled and reamed near the top of the front face. The valve I made was then mounted within the column, using the valve spindle collar to hold it in place. The next picture is taken looking upwards from the base.

New pipework was made to connect the dummy duplex valve to the pedestal, and the outlet of the valve to the boiler blower tube using a nipple to effect the join. This ensures that the pipework can be dismantled without wrecking the cab if it becomes neccessary. This is the front view of the pedestal, the brake vent on top being purely decorative.

This is the pipework from the side showing entry to the pedestal and exit to the blower tube. Most of this is in the cab and out of sight, but shows how easy it is to dismantle in the future. It is also well clear of the reverser rod. Once painted, the pipework will be all but invisible.

Regulator lever
The first job making the regulator lever was to cut a blank from 16 swg mild steel and drill two holes in it for the handle and the pivot boss. I reamed the hole for the boss to ensure a good fit for silver-soldering.

Then the basic shape of the lever was marked out and the filed to shape. the detent teeth were just freehand-filed with a triangular file. The boss and eye were made as a piece of 1/4" x 3/8" rectangular mild steel, a 5/32" dia hole drilled and reamed at one end and then mounted on a small mandrel and turned to shape, finishing the shape on the linisher and drilling the 3/32" hole for the pin.

The two parts were aligned, then silver-soldered together and a simple mild steel handle was fitted to the bottom.

Regulator bracket
This has been made from 16swg, cut to shape and the hole for the bush drilled, followed by the three fixing holes drilled 8BA clear. A web piece was also cut.

After bending, the web-piece was silver-soldered in followed by the bush.

Regulator linkage
The regulator link rods are made from 1/8" dia stainless steel, threaded 5BA each end and screwed into 3/16" square eyes. At the front end, a fitting has been made that clamps onto the 1/8" square spindle protruding from the stuffing box.

The pivot at the centre has been made exactly as per drawing but I found that the top arm needed a slight set twisted into it to align with the regulator lever.

At the cab end the eye fixes directly to the lever. Although I'm using 8BA screws at present, all pivots will be changed for 3/32" steel rivets lightly skimmed to 0.087" on the ends and threaded 8BA.

Backhead
The backhead is mostly finished now, just needs the whistle cord attached and a dummy sanding valve lever on the pedestal. Because the water level gauge glasses are out of scale it appears busier than the prototype but at least it bears more than a passing resemblance to it's big sister.


And a photo of the loco and tender offered up together. Nearly finished.

Getting a bit fed up with it now, though, so maybe time to go back to the Allchin for a while.
Steve
























