Arnak
Seasoned Member

Posts: 146
|
Post by Arnak on Jul 15, 2007 22:19:04 GMT
Hi,
What is the best way to hold thin material for milling when the material is smaller that the depth of the vice?
For example I need to mill some 1/8" plate to parallel sides but only 1/4" wide.
It seems even more of a problem with 1/16" thickness.
At a 1/4" and above I can use adjustable parallel packers to bring the material above the top of the vice but not for the thinner sections.
Arnak
|
|
|
|
Post by AndrewP on Jul 15, 2007 22:43:45 GMT
Normally I would say double sided carpet tape but that narrow I doubt it. Clamps like these:- www.rdgtools.co.uk/acatalog/CLAMPING_KITS.htmlwith packing under the material to protect the table - been there, done that  Or just make your own, T nuts arethe only awkward bit, the rest is just studding (NOT bolts) and suitably sized steel with holes drilled in it. |
|
abby
Statesman

Posts: 927
|
Post by abby on Jul 15, 2007 23:13:57 GMT
Don't really understand your question Arnak, are you trying to mill both sides at one setting ? if the material is lower than your vice put packing underneath , then put packing at the side to tighten against.
|
|
|
|
Post by baggo on Jul 15, 2007 23:18:29 GMT
Another possibility is to soft solder the thinner material to a piece of thicker stuff which can be held easily in the vice. Machine the piece and then remove by melting the solder again. A quick rub on a piece of abrasive paper will remove any traces of the solder.
John
PS - like Abby, I'm assuming that you want to machine both sides without moving the work piece.
|
|
|
|
Post by AndrewP on Jul 15, 2007 23:26:33 GMT
Good one John, I always seem to think of the way that means buying more kit!
|
|
ace
Statesman
Posts: 528
|
Post by ace on Jul 15, 2007 23:35:41 GMT
Arnak As with most jobs I done, I spent possibly more time making jigs or accessories for my milling machine or lathe to hold, clamp or position bits than on the piece its self. I did, not long ago make small clamping plates for holding 1/8" brass flat. I will dig it out and photo it so you can see it and design yours similar. Basically I have some ground steel that I cut 2 identical lengths to suit and drilled a hole in each, then you can place the thin plate in between clamp tight and clamp the bottom bar in your vice with a slight gap between the vice and the plate you want to mill. I have drilled more holes since in the top bar and threaded them so I could put some small Allen screws in to tighten on even shorter lengths. Hope this is of use. ACE 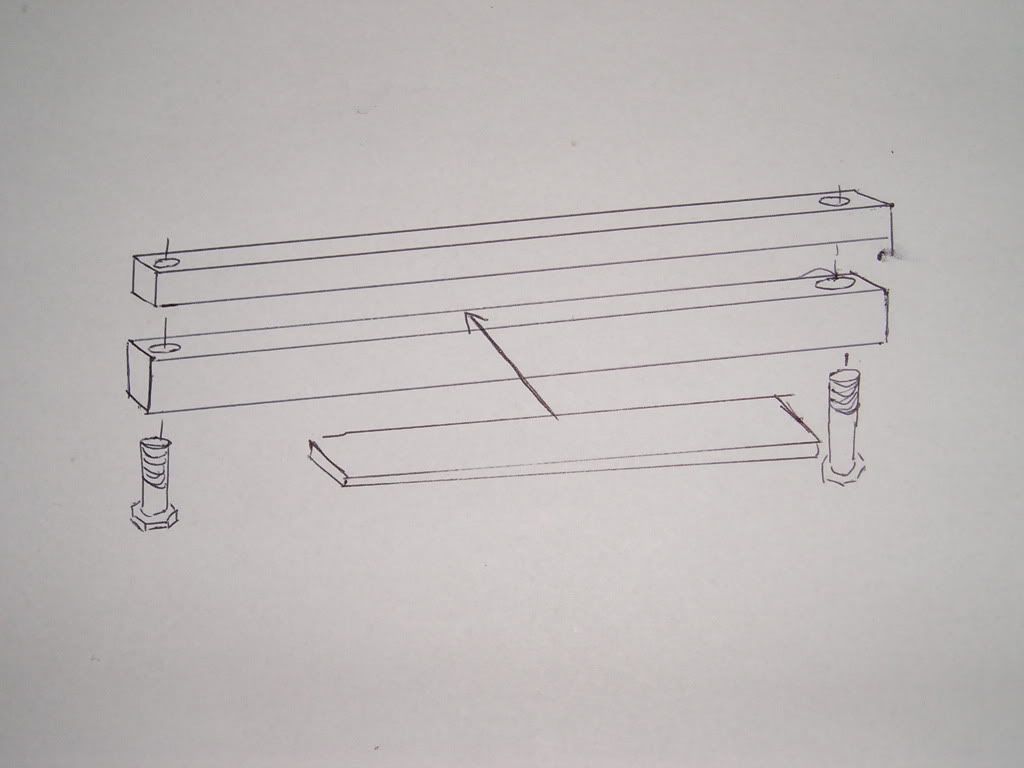 |
|
|
|
Post by dickdastardly40 on Jul 16, 2007 9:07:31 GMT
A bit spendy at £27 ++ but heat activated clamp agent shown in the address below would seem to be the badger: (couldn't link it properly) Basically heat to above 180 deg to clamp, heat to above 180 deg to release. www.jlindustrial.co.uk/MTB-10240J/SEARCH:KEYWORD/product.html#I've never used it but have used J&L and found them to be good. Al |
|
Arnak
Seasoned Member
Posts: 146
|
Post by Arnak on Jul 16, 2007 9:14:07 GMT
Hi Folks, Thanks for the replies, most useful, I knew someone would have some good ideas.  ) Soldering and clamping seem the best, I'll try them out. To explain what I am trying to do a little better... Take a scrap piece of 1/8" steel plate about 3/8" wide, bot the long sides are uneven but should end up parallel at a finished width of 1/4" Put it in the vice and mill one edge straight, turn it around in the vice and mill the other edge straight and finish it to 1/4" with both sides parallel to each other. Now that second operation is the problem, you have one nice straight edge that should ideally rest on something in the vice so that when you have finished the other side to width it is parallel to the first side. But how can you hold it when the vice is too deep to rest the first finished edge and have the un-machined edge above the vice? I hope that makes more sense this time. Arnak |
|
|
|
Post by ron on Jul 16, 2007 9:31:45 GMT
Hi
I use a steel rule on edge or the blade of a setsquare temporarily under the thin piece to be milled, removing it when the vice is clamped.
Ron
|
|
ace
Statesman
Posts: 528
|
Post by ace on Jul 16, 2007 9:44:31 GMT
Hi
As described before, using any size of square bar for the clamps, I have two clamps, one is made from 1/4" square bar and the other is 3/8". Clamp the 1/8" plate between the two bars and hold the bottom bar in the vice. Then mill both sides of the exposed plate. I did on the 3/8" clamp machine a lip on the bottom bar on each side so that the bar would sit level but just above the vice. take light cuts and using the size of bar as your gauger you will get parallel lines.
it worked for me, 3/8" square bar for the clamp and an off cut of plate inserted and clamped then run the milling cutter down both sides and you will have a 3/8" parallel strip.
ACE
|
|
|
|
Post by Tel on Jul 16, 2007 9:50:31 GMT
Ditto Ron, also, since aquirring the shaper a few years back I have accumulated a remarkable collection of home made parallels, short bits of flat etc.
|
|
jackrae
Elder Statesman

Posts: 1,333
|
Post by jackrae on Jul 16, 2007 9:55:16 GMT
How about supergluing the workpiece to a substrate.
Either heating to about 200C or bathing in acetone should then release the part after machining
I've had success machining very thin washers by this method - it's simply a modern variant of the watchmakers procedure of using shellac as a glue
Jack
|
|
|
|
Post by chris vine on Jul 16, 2007 12:11:49 GMT
Hi Arnak,
Apart from the suggestions of keeping a range of thing rulers etc which are parallel,
there is something made especially for your problem. They are called wavy parallels. they are made of spring steel and being wavy can compress with the vice. I think Chronos sell them?
They are not particularly cheap but I use mine quite often and, besides, they were a birthday present!
Chris.
|
|
Lurkio
Seasoned Member
Posts: 101
|
Post by Lurkio on Jul 16, 2007 16:04:13 GMT
Arnak,
The simplest and cheapest solution to this one (if I understand you correctly) is Abby's, one I've used myself many times.
A suitable 'parallel' to bring the edge to be machined just above vice jaw level. Could be just a piece of MS depending on accuracy needed.
A 'packer' (any suitable piece of metal) to go between the moving vice jaw and the work, sitting atop the parallel and clamping the work.
Lurkio.
|
|
Arnak
Seasoned Member
Posts: 146
|
Post by Arnak on Jul 16, 2007 17:19:15 GMT
Hi Folks,
Again more good ideas.
I'll check the wavy parallels, I assume that they squash down when you tighten the vice?
The steel rule idea sounds good too.
I like th superglue trick, nice one.
I will try the clamp idea that sounds neat.
Arnak
|
|
Prowe
Involved Member

Posts: 89
|
Post by Prowe on Jul 17, 2007 12:05:48 GMT
The double sided tape and superglue methods work very well, I have used them myself on a number of occasions. I cant speak for the shellac method, although lots of clock making articles mention it's use so I presume it must work.
However one thing to bear in mind is that they are fine when there are constant cutting forces involved, but the instant any intermittent cut is involved you can pretty well guarantee failure of the glue bond - I speak from personal experience!!!
Regards to all,
Phil
|
|






 )
)



