|
|
Post by andyhigham on Mar 14, 2019 20:14:14 GMT
I decided to fit a rear toolpost to my Harrison M300. Mainly to fit a 45 deg chamfer tool so I do not lose my setting on turning tool whilst taking the corners off.
Harrison M300 rear posts are like rocking horse poo and bloody expensive when they do crop up, the last one I saw went for over £350.
With a little modification a Colchester student slotted base fits and a Dickson (actually a Bison) tool turret installed.
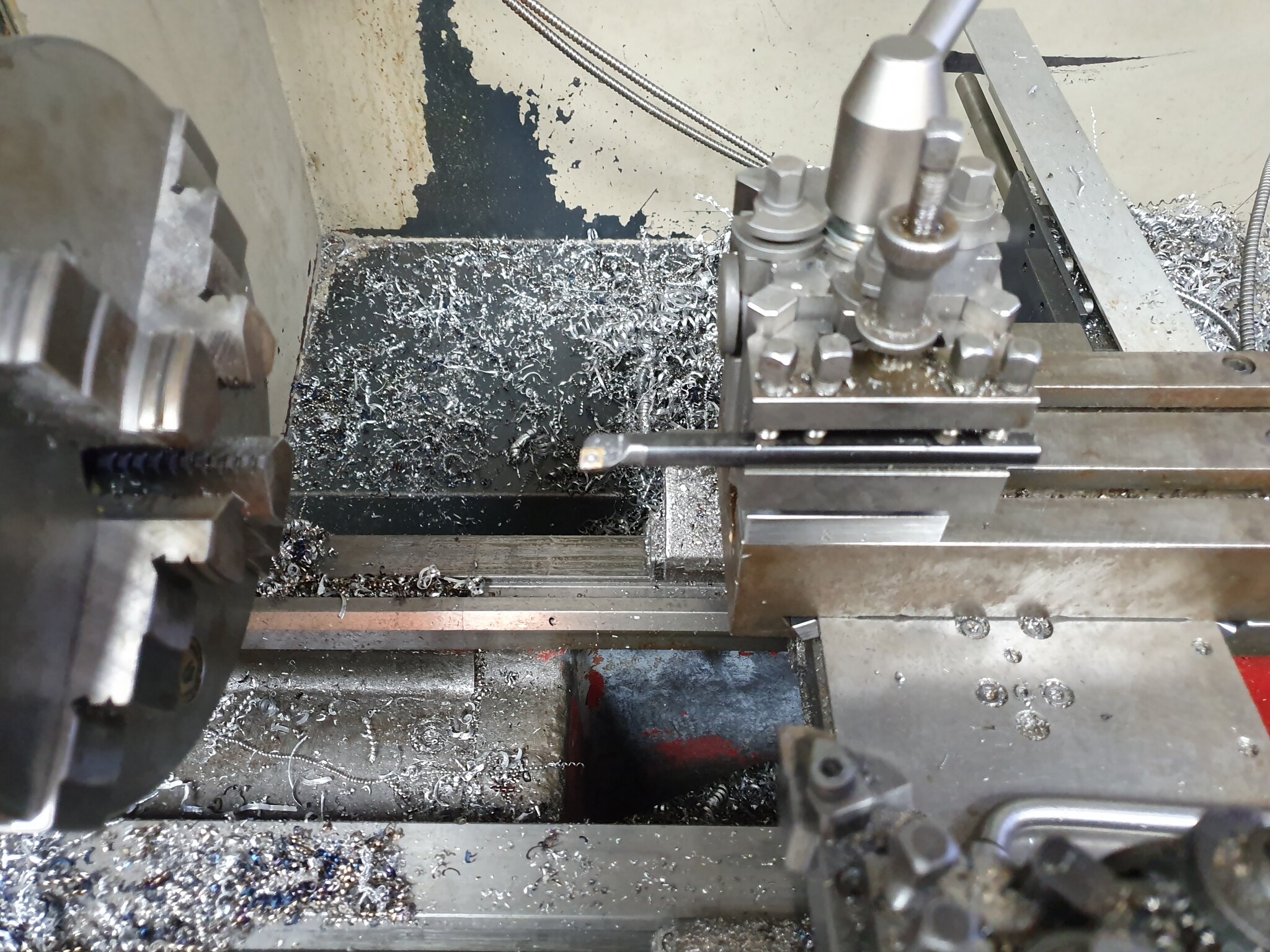
While I was working out and measuring up I put the Bison in place with a boring bar in the holder and a light bulb lit up in my head, with the boring bar in the rear toolpost, still cutting at the front of the bore you can see what you are doing without the toolpost in the way
|
|
milky
Seasoned Member

Posts: 122
|
Post by milky on Mar 14, 2019 23:47:44 GMT
Andy, Most interested in this, could you do a few pictures.. and a bit of a broader explanation of the modifications  |
|
|
|
Post by andyhigham on Mar 15, 2019 19:34:22 GMT
|
|
|
|
Post by Roger on Mar 18, 2019 22:13:48 GMT
I'm curious to know the logic behind this kind of tooling, it seems quite wrong to me in principle. The lathe carriage is designed to resist downward forces. A rear toolpost is trying to lift the cross slide and carriage from their mounts. Surely that's not right?
|
|
milky
Seasoned Member
Posts: 122
|
Post by milky on Mar 18, 2019 22:45:32 GMT
Roger,
You just run the item in reverse.. then it's the same as the front tool post. The other way is to put the tool upside down, I think ?
|
|
milky
Seasoned Member
Posts: 122
|
Post by milky on Mar 18, 2019 22:46:31 GMT
This doesn't work with threaded chucks ..
|
|
|
|
Post by GWR 101 on Mar 18, 2019 23:01:03 GMT
I have only used rear tool posts on Capstans and Turrets, then almost exclusively for parting off. The benefit being swarf removal, and a possible aid if the headstock bearings were worn. Also as an extra tool station in conjunction with the front tool post and turret, but that was over 50 years ago. Regards Paul
|
|
|
|
Post by simplyloco on Mar 19, 2019 0:25:34 GMT
I have only used rear tool posts on Capstans and Turrets, then almost exclusively for parting off. The benefit being swarf removal, and a possible aid if the headstock bearings were worn. Also as an extra tool station in conjunction with the front tool post and turret, but that was over 50 years ago. Regards Paul Agreed. My experience exactly, and I have not found a need for one in my ME work! Mind you, I have just discovered - and bought - a lovely 1.5mm carbide parting tool from JB tools which has changed my life...  John |
|
|
|
Post by gwr14xx on Mar 19, 2019 7:27:39 GMT
When running the lathe in the forward direction, there are several advantages to using a rear toolpost. As Paul says, swarf removal is one, but the main advantage - especially when parting off - is that the load on the tool tends to lift it and push it away from the workpiece, thus preventing an accidental 'dig in'. If you have a camlock chuck (which won't unscrew), the same applies to running the lathe in reverse with the tool inverted in the front toolpost!
Regards,
Eddie.
|
|
|
|
Post by Roger on Mar 19, 2019 8:20:57 GMT
When running the lathe in the forward direction, there are several advantages to using a rear toolpost. As Paul says, swarf removal is one, but the main advantage - especially when parting off - is that the load on the tool tends to lift it and push it away from the workpiece, thus preventing an accidental 'dig in'. If you have a camlock chuck (which won't unscrew), the same applies to running the lathe in reverse with the tool inverted in the front toolpost! Regards, Eddie. Hi Eddie, I can see that it would unload the tool if there's a clearance for the carriage to lift, but doesn't that just encourage swarf to get under the slide? It clearly works, but it just doesn't sound like it's a good idea to me. If the parting tool is sharp and it's set to the right height, there should be no tendency for it to dig in. I can't remember an incident with parting off conventionally in the past five years. |
|
|
|
Post by andyhigham on Mar 19, 2019 9:57:35 GMT
My reasoning behind this is mainly to use the 45 degree chamfer tool.
Many times when I have the DRO set so it reads exactly the diameter the tool is cutting, I need to take the sharp edge off a workpiece before moving on to the next operation. Swivelling the tool post or changing the tool to cut the chamfer then loses the correct relationship between tool and DRO.
|
|
|
|
Post by Roger on Mar 19, 2019 10:03:02 GMT
My reasoning behind this is mainly to use the 45 degree chamfer tool. Many times when I have the DRO set so it reads exactly the diameter the tool is cutting, I need to take the sharp edge off a workpiece before moving on to the next operation. Swivelling the tool post or changing the tool to cut the chamfer then loses the correct relationship between tool and DRO. Ah, that sounds like a different proposition, there's no load worth speaking of when you do that. I leave the toolpost where it is and drop in a chamfer tool for that. The quick change toolpost repeats very well so you don't lose position. If I need to measure the chamfer, I can just set the appropriate tool number in the DRO for that. I generally use just the main DRO, but if the job calls for several tools and I have a few to do, I'll set each tool with its own DRO offset, that's only takes a few seconds to do. I keep all of the tools along the back of the lathe so they are assigned the same tool number as their storage position. |
|
|
|
Post by andyhigham on Mar 19, 2019 10:06:58 GMT
Also as I mentioned earlier, the visibility is so much better when using a boring tool in the rear tool post.
I believe this has given me a lot more flexibility on the machine
|
|
|
|
Post by 92220 on Mar 19, 2019 17:20:22 GMT
The main idea of using the rear toolpost for parting off, apart from preventing it digging in, is the direction of load on the headstock bearing is downwards. With a front roller or ball bearing, it is not so important but on the Myford, and similar, which have a plain front bearing, the load is always downwards, which means the cutting forces, both front and back, are pushing the bearing against the maximum thickness of metal support. It has even greater effect on a ML7 which has a screwed on bearing clamp. Cutting forces upwards on these lathes with relatively flimsy tops to the front bearing will cause more vibration than downward cutting forces. Remember that on roller and ball bearing headstocks the bearings can usually be adjusted to have almost zero play in them. The plain bearings of Myford, and similar, MUST have clearance for an oil film, and this can cause vibration. The other advantage of using the rear toolpost for parting off is that with the downward cutting force, a heavier parting tool can be used, with a much heavier cut than is possible in the front toolpost.
Bob.
|
|
|
|
Post by Roger on Mar 19, 2019 17:41:17 GMT
The main idea of using the rear toolpost for parting off, apart from preventing it digging in, is the direction of load on the headstock bearing is downwards. With a front roller or ball bearing, it is not so important but on the Myford, and similar, which have a plain front bearing, the load is always downwards, which means the cutting forces, both front and back, are pushing the bearing against the maximum thickness of metal support. It has even greater effect on a ML7 which has a screwed on bearing clamp. Cutting forces upwards on these lathes with relatively flimsy tops to the front bearing will cause more vibration than downward cutting forces. Remember that on roller and ball bearing headstocks the bearings can usually be adjusted to have almost zero play in them. The plain bearings of Myford, and similar, MUST have clearance for an oil film, and this can cause vibration. The other advantage of using the rear toolpost for parting off is that with the downward cutting force, a heavier parting tool can be used, with a much heavier cut than is possible in the front toolpost. Bob. Hi Bob, All fair points, but what's stopping the carriage from lifting up a long way if there's a lot of clearance in the retaining strip? Lathes are not designed for forces in that direction. Do you shim the carriage to make sure the clearance is tightly controlled? My guess is that most people wouldn't even think of checking that. I can see it's going to be ok for small loads, but to have the carriage bouncing up and down when a big cut is applied seems completely wrong to me. |
|
|
|
Post by andyhigham on Mar 19, 2019 17:59:48 GMT
I believe the reason for parting off with an inverted tool in the rear tool post has nothing to do with spindle bearings, it comes from industrial production. If you are making hundreds of items, each needing to be parted off it makes sense for the parting tool to be ready and waiting, stopping the machine and re starting in reverse could lose 5 seconds an item. Earlier machines running from line shafts often could not be reversed.
|
|
|
|
Post by chester on Mar 19, 2019 19:04:54 GMT
Also on production capstans the part off in the rear tool position would be ganged up with the front tool to go to a stop and bring the part off across without moving the saddle.Rear part off tools are not infallible i have had them break and they come straight at you at high speed, on production you are pushing the machines hard and tools do break not just chip.Graham
|
|
|
|
Post by Roger on Mar 19, 2019 20:10:17 GMT
Good points, but capstan lathes are designed with this in mind, unlike hobby lathes.
|
|
|
|
Post by andyhigham on Mar 19, 2019 20:34:08 GMT
Another point.
The front toolpost has 2 movable slides between tool and bed, 2 sources of play. The rear toolpost has only 1 slide so half the play
|
|
|
|
Post by andyhigham on Mar 19, 2019 20:44:12 GMT
I am happy parting off at reasonably high speed with my parting tool hanging over the side of my QC front toolpost. Those 2mm wide inserted tip parting blades are brilliant
|
|