|
|
Post by Roger on Apr 13, 2019 22:47:26 GMT
I'm making this specific to the kit I have but the process is similar whatever you use. The task is to 3D print the object shown below which is modelled in Alibre Design. You can have vertical or gently sloping walls without using supports, and something like this is very simple to print. So step one is just to export this model in a .stl format which is what the Slicer software needs.  3D printed fixture 3D printed fixture by Anne Froud, on Flickr The slicer software Sli3cr is a free download from Prusa with pre-configured settings for their own filaments. This is the view when the .stl file is downloaded. You can select which side of the part faces down. I've changed some of the settings for the 0.2mm layer height to make it a bit stronger than the default. I've selected 5 thicknesses for the walls and the top and bottom surfaces. Everything else is filled at 20% using a Gyroid fill which is really quick to print and as strong at the Hexagonal cell type. You can see the walls defined in Yellow and Orange and the infill in Red. The slider on the side can be moved up and down to reveal what's happening layer by layer. You need to be able to do this when there are overhangs and such like to look at.  Sliced 3D printed fixture Sliced 3D printed fixture by Anne Froud, on Flickr The slicer program then outputs the G-Code for that and you have to put that on an SD card. There are ways to modify the machine to use a network and add a camera, I'll probably do that in due course. Anyway, this is all you have to do...  20190413_100537 20190413_100537 by Anne Froud, on Flickr  20190413_100607 20190413_100607 by Anne Froud, on Flickr There are simple menus for loading and unloading the filament, in this case it's PETG which is slightly less rigid than PLA but prints really well and doesn't creep under load. It's also better where your print is going to get hot, say on the dashboard of a car.  20190413_100649 20190413_100649 by Anne Froud, on Flickr You can see the infill appearing...  20190413_104124 20190413_104124 by Anne Froud, on Flickr ... and the whole things grows gradually layer by layer. 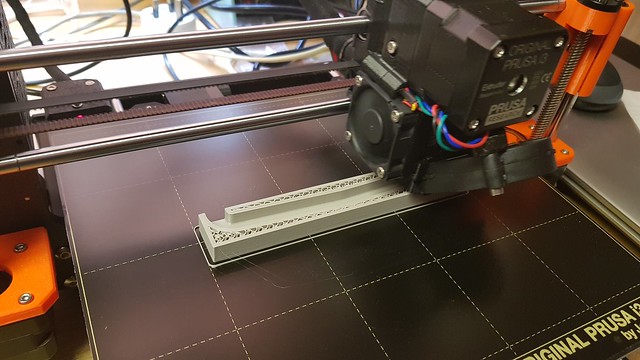 20190413_114348 20190413_114348 by Anne Froud, on Flickr This took about 2 hours overall.  20190413_133318 20190413_133318 by Anne Froud, on Flickr The bed automatically levels itself using a sensor and software mesh based on 9 points, and it's held on with magnets so you can flex it to release the part. I don't use any glue or spray to hold the prints on, the plastic sticks to the bed so long as you use Lab grade 99.9% pure Acetone and wipe it until there's no hint of a smear. I make sure I don't leave any finger prints on it. Ok, I messed up on the position of the cutout, but it fits really well so this will hold the part in the vice for machining without it flying out. At least, that's the plan! The colour didn't change by the way, it's just the lighting that's different. It's still a Silver colour.  20190413_162533 20190413_162533 by Anne Froud, on Flickr |
|
|
|
Post by Doug on Apr 14, 2019 6:36:55 GMT
That’s really nice print quality, it’s worth noting that the walls don’t need to be really thick to have significant strength, I recently made a drain cover with 3 walls and 15% infill which I can stand on. There is a few videos on YouTube about print design strengths, well worth watching IMO.
It’s really handy having the mesh bed level feature I think I will upgrade mine to add the sensor.
|
|
|
|
Post by Roger on Apr 14, 2019 7:14:31 GMT
Hi Doug,
I'm blown away at how good the print quality is compared to the one I first saw demoed at Alexandra Palace about three years ago. At the time I wondered if it would ever be good enough to want one. My Daughters Fiancee has a cheap one that he's got really dialed in, with mods to make it stiffer and it's the stunning prints from that which finally tipped me over the edge to get one.
There's a young German guy on a channel called 'CNC Kitchen' who's done a lot of tests with various infills, wall thicknesses and materials which is very interesting. It would appear that you get more benefit from thicker walls rather than from denser infill. I think you need a bit more wall thickness in PETG, it's definitely more pliable than PLA and doesn't feel as brittle. I probably went a bit too far on this one, but it's certainly strong.
I've made all sorts of things on it which I'll post at some point. At the moment I'm trying to conserve my free hosting space for the 1501 thread.
|
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,860
Member is Online
|
Post by uuu on Apr 14, 2019 14:25:09 GMT
Would this plastic material be sufficiently robust to consider using it to make the complete balance pipe assembly, avoiding the need to fabricate from metal? You could incorporate internal stiffening.
Wilf
|
|
|
|
Post by Roger on Apr 14, 2019 14:51:38 GMT
Would this plastic material be sufficiently robust to consider using it to make the complete balance pipe assembly, avoiding the need to fabricate from metal? You could incorporate internal stiffening. Wilf Hi Wilf, That's a very interesting point. Actually I think you could print the balance pipe but it might leak initially and need sealing. I do have to connect another feed for the axle pump which needs to go on the balance pipe. I'm not sure connecting that would work unless there was a flexible connection for it. It's definitely worth thinking about though when the shape is difficult like this. |
|
kipford
Statesman
 Building a Don Young 5" Gauge Aspinall Class 27
Building a Don Young 5" Gauge Aspinall Class 27
Posts: 575 
|
Post by kipford on Apr 17, 2019 17:04:01 GMT
Roger
Interesting, l am about to get an Anycubic Photon on long term loan. This is a DLP printer, which promises to give the fidelity of print I need for my 4mm scale projects that fused deposition printers cannot achieve. Will show the results when it set up.
Personally I would not use any printed plastic parts for anything but decorative non functional parts, which are well away from any heat source or as temporary tooling. Its glass transition temp, point at which turns to flubber, is only 60 - 65 ddg c. Also its ability to survive in a dynamic environment is suspect. We used nylon at work for 3D printed wind tunnel model parts, but they had a very finite life, in 10's of hours, before vibration killed them.
Dave
Dave
|
|
|
|
Post by Roger on Apr 17, 2019 17:46:41 GMT
Hi Dave, I've been looking at resin printers too, but I'm getting such good results that I'm not tempted at the moment. What puts me off is the mess and post printing time it takes. I do like the resolution and finish though. I've printed some keyboard keys at 50micron resolution and cleaned them up with emery with surprisingly good results. It's a lot of work though, and I can see why you would want a better finish straight off the printer. There's a limited number of things that you could use 3D printed plastic parts on a Steam locomotive, but plenty of scope if you're into Diesels. Some more exotic materials such as Carbon Fibre filled ones would probably last a lot longer in the Wind Tunnel and be more rigid too. There's a vast range of materials available, each with their own benefits and drawbacks. I've been surprised at how strong the part are that I've made, it's proving to be a lot more useful than I imagined. Do take a look at this safety video, it looks like the resin is nasty stuff. |
|
kipford
Statesman
Building a Don Young 5" Gauge Aspinall Class 27
Posts: 575
|
Post by kipford on Apr 18, 2019 7:47:41 GMT
Roger
Thanks for the video, useful tips, I was aware the resin is not pleasant, a friend of mine also has one. We deliberately used printed parts in the wind tunnel for cost. We were only looking at about 30 hours of tunnel time, so the cost of a couple of sets of printed parts v the cost of CF parts even using rapid tooling was a no brainer for us on the product we were testing. Production parts were in CF.
Dave
|
|
|
|
Post by atgordon on Apr 19, 2019 23:32:26 GMT
Absolutely superb! Work holding is the bane of all production engineers ... the feet (metres?) of rectangular aluminium bar that I have used to make fixtures to hold intricate parts, so they then could then be machined, must run to 100ft over the last 10 years! (I always look for alum. bar drops when visiting customers so I can cheaply add to stock in hand).
3D printing of fixtures makes so much sense ... I don't know a lot about 3D printing, and so wondered what the tolerances are on the fixtures being printed to hold parts. I'm hoping Roger might give some indication of the +- tolerances of the machining fixture for the balance pipe. Also, is it like casting where you have to factor in shrinkage of the cooled metal (or plastic in this case).
|
|
|
|
Post by Roger on Apr 20, 2019 7:28:34 GMT
Absolutely superb! Work holding is the bane of all production engineers ... the feet (metres?) of rectangular aluminium bar that I have used to make fixtures to hold intricate parts, so they then could then be machined, must run to 100ft over the last 10 years! (I always look for alum. bar drops when visiting customers so I can cheaply add to stock in hand). 3D printing of fixtures makes so much sense ... I don't know a lot about 3D printing, and so wondered what the tolerances are on the fixtures being printed to hold parts. I'm hoping Roger might give some indication of the +- tolerances of the machining fixture for the balance pipe. Also, is it like casting where you have to factor in shrinkage of the cooled metal (or plastic in this case). I've been surprised at how accurate and rigid the prints are, things have come a long way. You have to be aware of the process used to judge the accuracy of any given print. I made these at quite a low layer resolution of 0.2mm because the accuracy in that direction wasn't that important. I have printed with layer heights down to 50 microns but that's probably the limit of accuracy for it. I don't know the X/Y resolution, but I suspect it's in the order of 10microns. My printer uses toothed belts to provide the motion, so there's negligible lost motion. I've printed out some Module 2 gears where the X/Y creates the tool profiles and they are remarkably good. So I'd say that repeatability is probably in the region of +-10 microns and the absolute accuracy in X/Y is around +/-25microns. These are guesses, but I don't have any way to check it. One thing I've discovered is that if you design a pair of mating parts that are size for size, they can be pressed together to form a nice solid join. That suggests it's printing close to the required sizes else it wouldn't fit like that. Sorry it's a bit vague, there isn't much information out there on accuracy. I think it's good enough for holding tricky shapes as long as you're not splitting hairs on accuracy. For holding castings I'd say it's more than good enough. |
|
|
|
Post by atgordon on Apr 20, 2019 14:14:10 GMT
Thanks Roger, most helpful. Now I have a good reason to do so, I'm looking at buying a Prusa i3 in the near future (it's the great part of this hobby ... another tool to play with!)
|
|
|
|
Post by Roger on Apr 20, 2019 17:54:32 GMT
Thanks Roger, most helpful. Now I have a good reason to do so, I'm looking at buying a Prusa i3 in the near future (it's the great part of this hobby ... another tool to play with!) It's great fun and really easy to get started with on these. It's a well thought out and properly shaken down design. My top tips are to buy some PETG filament from the Prusment range, you'll get a Silver PLA included. They are just as easy to print as each other, but the PETG prints at a slightly higher temperature and doesn't creep under constant load like PLA. It's a little less brittle and rigid too, so ideal for electrical boxes or springy clips etc. I'd also buy some 99.9% pure (Lab grade) Acetone and clean the bed within an inch of its life. It does look like you need something like this spray to prevent it from sticking too well and damaging the surface. I'd done a lot of printing without any spray, but one print which was particularly rigid managed to delaminate the powder coating from the bed. The Sli3cr software is great, but it doesn't save the job as a project file. You have to save the configuration you printed it with although you can save an stl file of everything you've put on the palette. The best modelling tip is to put a thin membrane in the 3D model wherever there's a feature such as a hole that then reduces to a smaller hole. The printer can bridge a gap without supports, but it can't create a cantilever, ie a hanging feature such as I've described. It will bridge 20mm in fresh air without any difficulty, something I find amazing. |
|
|
|
Post by atgordon on Apr 22, 2019 2:43:34 GMT
Thanks Roger, really appreciate the advice. Hints and tips from someone who has worked out how to get the best from a tool is a great timesaver and frustration reducer!
Not that I have every used it, but Fusion 360 (which I use for CAD/CAM) has a slicer add-on from Autodesk that gets very good reviews (one mentions the Prusa i3 printer).
I'll get in touch once more once I'm at the point of printing something (which will be in a couple of months ... several projects to complete before then).
|
|
|
|
Post by simplyloco on May 5, 2019 18:12:22 GMT
Roger, where did you get your printer from, and for how much? I'm tempted...
John
|
|
|
|
Post by Roger on May 5, 2019 18:34:13 GMT
Roger, where did you get your printer from, and for how much? I'm tempted... John Hi John, I bought it direct from Prusa here. It's not the cheapest, but it does seem well sorted now it's the third generation. They use their printers in the production of the ones they sell, so they've got an enormous amount of experience. I've been surprised at how good it is. When I first looked at 3D printing, I thought it was interesting but just a novelty. The resolution was poor and the parts looked so awful that I couldn't see much use for it. I've made all sorts of useful bits and pieces. Clips for holding cables, a custom Electrical Junction box for the mill servo connections and a replacement part for our kitchen bin that vanished, rendering it useless. There are loads more things I want to make, I just don't have time to design them all at the moment. There are plenty of rival machines out there, but some key features are really worth having, whatever you buy, including... Self levelling bed (in the software using a depth sensor) Heated bed Removable build platform you can flex to get the parts off Really quiet stepper motors, almost silent. (You could probably sleep next to it.) Extruder that's close to the nozzle rather than through a long bowden. (So you can print with flexible filament) There are other useful features, but these are the stand out ones to look for on any machine in my opinion. |
|
|
|
Post by simplyloco on May 5, 2019 19:36:51 GMT
Thanks Roger, I'll get one when I sell the Stuart No. 9!
John
|
|








