|
|
Post by springcrocus on May 27, 2019 7:20:42 GMT
IntroductionBack in the 1970's my late father started work on a 1-1/2" scale Allchin traction engine but was never able to complete the project, passing away in 2000. Most of the parts appear to have been made and some assembly undertaken but rust has set in over the last twenty years and it's looking in quite a sorry state. Needing a break from my Britannia build, the time seemed about right to strip it back, clean it up, make any missing parts and try to complete the build. It is January 2019 and this is the start of what may be another long journey. Because there have been hundreds of these engines built, and described elsewhere, I will try to keep this record light on words and heavy on pictures. I'm not going to record this diary-fashion because the thread will keep getting trashed by well-meaning contributors, therefore I would welcome feedback and advice from any who have successfully built an Allchin, particularly with regard to sequence of the build. Father had the book by Bill Hughes and it definitely came to me but I am unable to find it in the workshop and it may have been inadvertantly thrown out. I'm reluctant to spend thirty pounds on another copy as it will surely bring the original to light. I do have a full set of drawings but they are very fragile although, in most instances, easily readable and I can get all the Model Enginner articles from our club library if needed. I will use this opportunity to improve my finishing skills (sadly lacking, as pointed out by a visiting collegue) and learn to paint properly before tackling the Britannia. The following three photos show what I am starting with.    Not all of these parts are for the Allchin so I need to sort this out first. I expect this thread will have limited interest on this forum but I will start The journey on here anyway. Steve
|
|
|
|
Post by springcrocus on May 29, 2019 6:10:04 GMT
I found a copy of Bill Hughes' book in the club library and that is now signed out to me for the duration, or until another member requires the use of it. I have started by separating the tender from the horn plate assembly. The tender is made from brass and has been fully soldered so there will be little I can do on this.  It appears to be watertight although steel screws have been used to secure the fairlead brackets to the rear and could be a weak point. The top one came off but the bottom one is nutted inside the tank.  The filler lid needs fitting and one of the hinges are missing.  Anything removeable has been stripped off for refurbishment and the tender body given a blow-over in the shotblast cabinet.   Steve |
|
|
|
Post by springcrocus on May 31, 2019 17:28:33 GMT
The horn plate assembly has been dismantled and the various bearing blocks removed. The spectacle plate and front plate were riveted to the left-hand horn plate and these have been ground out. These will be refitted using 6BA screws to aid later dismantling. The stiffening plates between the strap and the main bearings needed some attention and the curved strengthening angle on the spectacle plate needed making and fitting.   All the parts have had a session in the shotblast cabinet in preparation for painting.  Steve |
|
|
|
Post by ettingtonliam on Jun 1, 2019 11:06:50 GMT
At risk of being considered to be interfering, did you know that Bill Hughes did an updated series of build articles for the Allchin in 1973/74, which may be later than the book? Part 12 is in Issue 3476 for 2-15 November 1973.
|
|
|
|
Post by springcrocus on Jun 2, 2019 6:35:11 GMT
At risk of being considered to be interfering, did you know that Bill Hughes did an updated series of build articles for the Allchin in 1973/74, which may be later than the book? Part 12 is in Issue 3476 for 2-15 November 1973. Thank you for the information, Richard, I wasn't aware of that. I will check the publication date in the front of the book. And no, you're not interfering. I asked for comments and advice in the opening post, I am not recording this diary-fashion. Open house, and if I've made or done something wrong then others can guide me back to the correct way. I'm sorry that some of my posts in the Britannia diary have upset you and have apologised there. Regards, Steve |
|
|
|
Post by springcrocus on Jun 2, 2019 12:39:24 GMT
The springs are dummies and screw to the bottom of the main bearings. The one on the left had two minutes in the shotblast cabinet.  I'm not quite sure how Jack managed to get the holes on one of the main bearings so far offline but the tools available to him at the time were limited to a drilling machine and a Myford Super 7  This was modified by milling away the lower section, bolting in a piece of mild steel and then redrilling in the correct places. It can't be seen once the engine is assembled.  The holes in the lower stay plate were opened up and an additional temporary stay made to help keep things square during reassembly.  Screws have replaced the rivets used to fix the spectacle plate and backplate to the horns. Space is a bit restricted for getting the nuts on the main bearing bolts and I think this would have worked better with tapped holes in the bearing instead. Too late now, though.  Steve |
|
|
|
Post by springcrocus on Jun 4, 2019 6:25:48 GMT
Trunk guideThe trunk guide and motion bracket were soldered together but the solder had not adhered to the cast iron trunk guide.  The position of the valve guide isn't that clever, either, but I will have to live with that.  After cleaning off all the solder, I finished the rest of the holes as neccessary. Lube hole first.  Setting up to drill and tap the 5BA hole for the governor pulley  Then I changed my mind and decided to bush the valve guide and get it nearer the middle.  Getting the motion bracket fixed accurately to the trunk guide meant a variation of the fixture shown in Bill Hughes' book. First, a pair of end plates were machined up.  Then they were clocked out on the mill and the guide rod holes drilled and reamed.  Quite a lot of extra fettling was required to get the motion bracket to the correct position. The assembly was lined up and pulled together with M6 studding.  The fixture was set up on parallels and the first four holes drilled and tapped.  A more complicated setup was required for the other side because of the angle. Vee-blocks and spacers saved the day.  Finally, 8BA countersunk screws were used to hold it all together, with a dose of superglue between as well. Steve
|
|
|
|
Post by springcrocus on Jun 9, 2019 17:30:33 GMT
Perch bracketThe perch bracket had been made but not completed. After cleaning up, I made the two corner pieces for holding the front cover in place and also the lamp brackets mounted either side.  The front cover plate is a piece of 20 swg brass shaped to fit the underside of the smokebox.  The smokebox also needed the mounting holes drilled and these were spotted through the perch bracket. The opportunity was also taken to paint the inside of the spud pan with black enamel.  Steve
|
|
|
|
Post by springcrocus on Jun 28, 2019 7:19:50 GMT
The chimney base had been turned but needed to be drilled and riveted to the smokebox and this was done on the mill with the rotary table. The smokebox also needed the chimney hole machined and both jobs were done at the same setup. After the chimney hole was drilled, the chimney was bolted to the smokebox through it and the mounting holes drilled.  The small blower tube hole needed making and this was very carefully made using a slot drill because of the steep angle at entry. I also drilled all the holes for the chimney rivets.  Finally, the chimney cap was polished up, the rivets fitted, the chimney painted with high-temperature paint and the various parts assembled together.  Steve |
|
|
|
Post by suctionhose on Jul 5, 2019 11:26:51 GMT
I recently bought a nice Allchin, 95% complete, for display in my house. They are lovely model and yours is well worth finishing!
|
|
|
|
Post by springcrocus on Jul 7, 2019 7:58:20 GMT
CylinderThe cylinder needed quite a lot of work to complete and a start was made by stripping off the safety valve housing and removing the studs that hold the end covers in place. A mandrel to fit the main bore was made and fixed to an angle plate.  The whole cylinder needed cleaning up and a start was made by skimming a few thou off the top. To get it square, the steam chest cover was clocked up, feeler gauges being used to slowly adjust the rotational position. 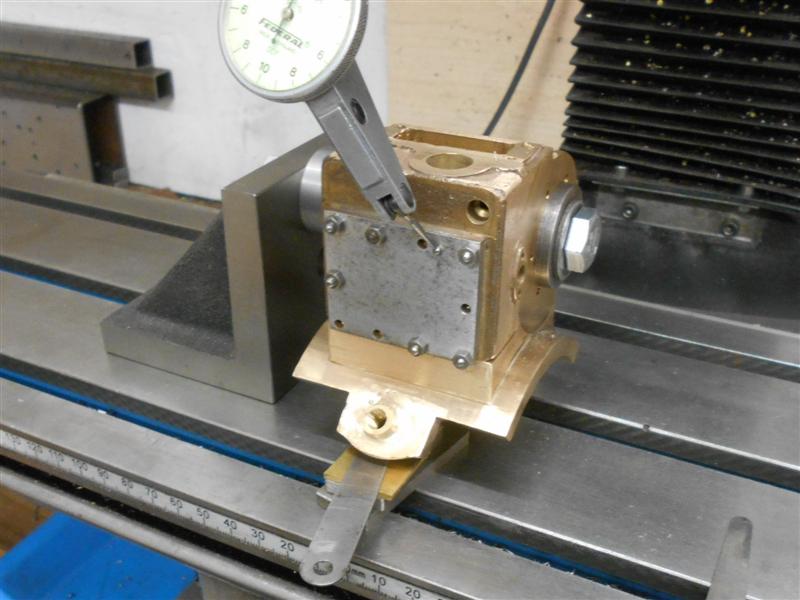 I'm not sure what function the threaded boss to the side has, filler plug maybe, but it was a long way out of position and this was milled away and a top-hat bush made from bronze to fit from the underside and inserted into the cylinder saddle. The cylinder mounting holes were drilled at the same time.  Another job done with the mandrel mounted horizontally were the cylinder drain cock holes. Then the mandrel was mounted vertically and the ends of the cylinder given a light skim.  The safety valve rod front and back support bushes were found amongst the parts and the housings for these were machined, drilling the spindle hole 1/64" undersize.  At the other end the front support housing was machined in a similar fashion, followed by a reamer pushed through both bores for alignment.  A few thou was skimmed of this face as well but the poor finish around the lower part of the steam chest will have to be filled with something on final assembly. Steve
|
|
|
|
Post by ettingtonliam on Jul 7, 2019 8:59:10 GMT
Yes you are right, that threaded plug on the base of the cylinder block was the filler plug in full size.
There seems to have been a different approach to the steam passages at the 2 ends of the cylinder, but the area looks to be about the same, so probably no effect on the running.
|
|
|
|
Post by springcrocus on Jul 9, 2019 16:59:01 GMT
Thanks for that, Richard. Steering axle and bracketsApart from the steering axle brackets, very little had been done in the steering department and I had to make most of the components. The first of these was the steering axle that is supported between the two brackets at either side of the hornplates. Unfortunately, one of the brackets had been machined so far out of true that a new one had to be made. Rather than buy a new casting, I fabricated one from some bronze offcuts.  Here is the original perched on the end of the steering axle, clearly showing the level of error.  The axle itself, made from mild steel, was straightforward turning plus a couple of flats and drilled holes for fixing the steering chains to.  It also needed a keyway machined in the nearside end to take the wheel gear. Steve |
|
|
|
Post by springcrocus on Jul 13, 2019 18:14:36 GMT
Steering worm and wheelThe steering worm was cut from some EN8 steel bar and was screwcut at the lowest speed my machine can handle. It was still a bit fast for comfort, though.  I also made a gear hob at the same settings with some silver steel.  A wheel blank was made from bronze on the lathe, as well as a mandrel to load the wheel on, then set up in the mill ready for hobbing. First job was to gash the basic form onto the outside of the wheel using a small end mill. This allows the hob to pick up and auto-rotate the wheel on the mandrel.  However, although I managed to harden the hob, it obviously wasn't silver steel and wasn't hard enough. A rogue piece of material had found it's way into the silver steel drawer. Unfortunately, the hob soon destroyed itself trying to cut the bronze. Instead, the wheel was made using the rotary table on the mill with the head pivoted over. First, though, I needed a means of relocation so the keyway way was cut and a matching one in the mandrel.   It was a slow process keep taking the wheel off to check the fit but once I had a stiff fit, I lapped the two in with grinding paste, driving the worm shaft with a pistol drill. It would have been better to have a slightly steeper angle on the wheel but this is the final fit of the two parts.  Steve
|
|
|
|
Post by springcrocus on Jul 22, 2019 14:55:03 GMT
Water pumpThe water pump had been milled on the top, bottom and end, and the pump gland made, but that was all. The mounting holes were drilled first together with a dowel hole. Then the underside of the water supply flange was milled and the associated holes drilled.  Setting up to drill the passageway to the pump chamber entailed mounting the pump body at at an angle.  The various bushes and ferrules were made to suit the pipes required and a small valve was made for the water outlet from a piece of brass hex. The little silver-steel tapered reamer will be useful for a few more valves.  The various parts were then mounted in position waiting for me to make the eccentric and pump arm.  I will tidy up the casting a bit later when the pipework is ready. Steve
|
|
|
|
Post by springcrocus on Jul 29, 2019 6:37:13 GMT
Cylinder AttachmentsA few more parts have been finished off or cleaned up as needed and fitted to the cylinder assembly. The safety valve housing has been tidied up, holes drilled and assembled into place.  The govenor frame was similarly completed, the spindle remade and oil holes drilled.  The lubricator ptatform was machined from scratch and attached ...  ... and the shaft and arms that attach to the expansion links.    Steve
|
|
JonL
Elder Statesman
 WWSME (Wiltshire)
WWSME (Wiltshire)
Posts: 2,988
|
Post by JonL on Jul 31, 2019 16:07:42 GMT
Looking superb.
|
|
|
|
Post by springcrocus on Feb 26, 2021 10:36:15 GMT
Getting fed up with the Britannia so have returned to the Allchin for a while. BrakesThe brake bracket had been cleaned up externally and the mounting holes drilled but that was all. I mounted it to the side of the footplate to check alignment and all appeared OK so set up to finish the bracket and make the other parts of the assembly.  To start, I aligned it in the milling vice using a 1/8" drill down the spindle guide. Once clamped, a No5 centre drill was used to make the 60 degree cone at the top of the guide. This was followed with a 3/16" diameter drill all the way through.  Leaving the drill in the chuck, the bracket was upended and aligned at the end of the vice using the drill. Then a home-made tapered reamer from another job was used to create the underside coning.  The brake lever was made next using offcuts of 1.1mm mild steel plate. Two random pieces were clamped together on the mill and the various holes drilled using the DRO for accurate positioning.  Three single-use filing buttons were cut from 5/16" dia bar and bolted in position. I don't bother hardening these, just bin them when filing is complete.  The brake spindle was next. Bill Hughes recommends making the square thread as per the prototype but at 16tpi on a 5/32" diameter I really can't be bothered. An M4 thread was cut onto 5/32" dia stock bar then parted to length and a 5/16" dia collar silver-soldered into position.  The spindle was cleaned up and the 30 degree angle machined onto the collar first, then the spindle was reversed in the collet and the top turned to take the handwheel. A 10BA thread was cut for the retaining nut and the lower section will be filed to 3/32" square.  More to come. Steve |
|
|
|
Post by springcrocus on Feb 27, 2021 12:53:43 GMT
Brakes (continued)In a moment of thoughtlessness, I drilled a 1/8" dia hole through the handwheel, not much use for a 3/32" square spindle. So I silver-soldered a piece of 1/8" brass bar into the hole and started again. A ring of 1/2mm solder around the top and heat from below to pull the solder down through.  This time, a 3/32" dia hole was drilled through. To create the square hole, I loaded a needle file into the tailstock and just kept sliding the tailstock back and forth until the spindle just started to enter. Then the wheel was reversed in the chuck - I leave the lathe out of gear so the chuck floats radially - and started from the other side. It's a long, slow process but saves making a broach to press through.  After turning the brake strap pins, I made a drill-jig for drilling the 1.3mm diameter split pin holes. I think a jig gives much better support to the drill on these small diameters and, being made from hexagon bar, gives me five other places for different length 1/8" dia pins in the future.  This is the collection of parts that go to making the assembly. I can't believe that I just turned and parted off a couple of 10BA washers!  This is how it all assembles together...  ... and, finally, mounted on the the side of the engine.  Now I need to try and source some 9/32" wide spring steel. An old clock spring would do, if I can find one. Steve
|
|
|
|
Post by springcrocus on Feb 28, 2021 23:12:33 GMT
Boiler (1)I've made a start on assembling the boiler and a few measurements show that there is still quite a bit to do. The silver-soldering is a bit scruffy and I have no idea whether or not it is sound. Also, this was soldered together in the 1990's so there is a fair chance that the solder used is cadmium-based. Hopefully, the thing won't fall to pieces when I continue with the modern, higher temperature cadmium-free solder. The first thing that needed attention was the firebox outer wrapper. There is a dimension from the top of the boiler to the base of the firebox but the outer wrapper has to sit 3/8" above this and I think Jack misread this dimension. I marked it out on the surface table then removed the surplus with a hacksaw.  When it comes to joining the two parts of the boiler together, Hughes suggests that the throat-plate segment of the foundation ring is fitted first using a couple of rivets. Drawing on my experience with the Britannia boiler, I chose to fix it with a couple of 6BA countersunk brass screws instead. I won't fix anything with rivets after the hassle we had earlier, and brass is fine here as they are not in a water space.  Then it was on to the firebox and this needed to be reduced in height also. To make matters more complicated, the shape of the box was trapezoidal rather than rectangular so it needed to be thumped about a bit to get it looking right. Then I loaded it into the milling vice and checked for uprightness and the height from crown to base measured.  This next picture shows how I held it, clamped onto the girder stays.  The method of workholding is a little risky, to say the least, so an additional safety clamp was added in the form of a solid bar passed through the firehole and resting on vee-blocks both in and out and an overhead clamp keeping it all firmly in the vice.  Now I felt confident in milling all around the base to get the height correct. The 3/8" deep cutaway at the throatplate section of the box was also remachined. I won't use the term "front" because to loco men the front is the smokebox end but to traction engine men it's the firehole.  The two parts were offered up together but the girder stays were too high and forcing the inner section downwards with respect to the outer wrapper. To get the two components to sit comfortably, the girder stays were adjusted by judicious use of a heavy hammer and round bar to sink the centre inwards somewhat.  That's as far as I got tonight, tomorrow I will look at setting the front tubeplate prior to dismantling and pickling. Then it will a session of soldering. Under normal circumstances I would invite Wilf to join in the construction of this but it's not practical under the current rules. Also, being a much smaller boiler means I should be OK on my own. Time will tell. Steve
|
|




