
Post by baldric on Nov 3, 2019 19:54:20 GMT
Whilst I have posted on several other threads I thought I would put a few details up about the model that I am SLOWLY working on, I do put some details up on "Traction Talk" as that is probably a better fit for the model as it is road steam.
The latest part that I have been making has been the 3/8" diameter, twin start, 4TPI square screw thread for the steering, on the drawing this has no run-out so I did not want to do this in the lathe, not only because of the run-oun but also being 4 TPI would be quite fast moving. As I have a universal dividing head I decided to use that on my mill, however I did not have the correct banjo or the correct gears to drive the table from the dividing head. Having worked out what I would need I set about 3D printing the gears, designed using a macro in Fusion 360 which made the job easy, there were printed in PLA with thick walls to give them more strength. I "hoped" these would last long enough to do the job, while I could have made these in steel or similar I went for the easiest approach using the tools I have, with the expectation I will probably not use those particular gears again. This shows the setup of the gears.
 2-start square thread by Mark Baldry, on Flickr
2-start square thread by Mark Baldry, on Flickr
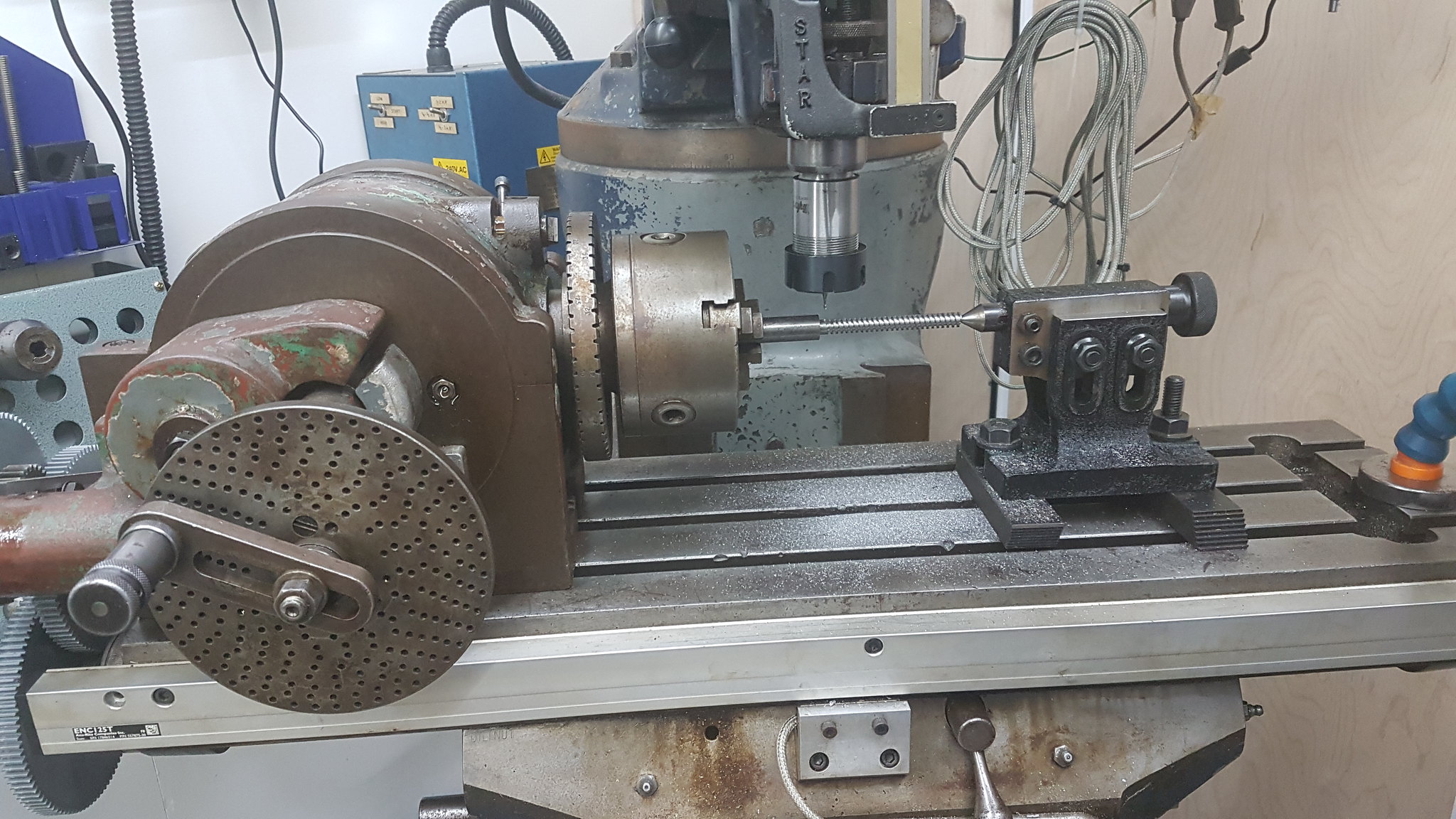
This is the front view of the setup.
 2-start square thread by Mark Baldry, on Flickr
2-start square thread by Mark Baldry, on Flickr
I used the handle on the dividing head to drive it all, there was an awful lot of handle turning, there were 3 cuts per thread, 2 threads on the part, plus 2 taps to make the nut, I did use an electric drill to reverse the head/table when the cutter was clear of the job.
This was a 1/16" cutter, so quite delicate, I did break 2 of them..
 2-start square thread by Mark Baldry, on Flickr
2-start square thread by Mark Baldry, on Flickr
The result
 2-start square thread by Mark Baldry, on Flickr
2-start square thread by Mark Baldry, on Flickr
Then I had to make the taps, 2 so that it was not a single, long tap.
 2-start square thread taps. by Mark Baldry, on Flickr
2-start square thread taps. by Mark Baldry, on Flickr
I cut 3 flutes in the taps, then hardened and tempered them. When I cut the thread in the nut, as there was no relief, I took it slowly, 1 turn then take the tap out to clean it. The tapping was started in the mill to guide it, until I ran out of room as the tap was going to hit the bottom of the vice, at this point I continues using a bench vice. THis worked surprisingly well and the nut fitted straight on!
 2-start square nut on thread. by Mark Baldry, on Flickr
2-start square nut on thread. by Mark Baldry, on Flickr
The latest part that I have been making has been the 3/8" diameter, twin start, 4TPI square screw thread for the steering, on the drawing this has no run-out so I did not want to do this in the lathe, not only because of the run-oun but also being 4 TPI would be quite fast moving. As I have a universal dividing head I decided to use that on my mill, however I did not have the correct banjo or the correct gears to drive the table from the dividing head. Having worked out what I would need I set about 3D printing the gears, designed using a macro in Fusion 360 which made the job easy, there were printed in PLA with thick walls to give them more strength. I "hoped" these would last long enough to do the job, while I could have made these in steel or similar I went for the easiest approach using the tools I have, with the expectation I will probably not use those particular gears again. This shows the setup of the gears.
2-start square thread by Mark Baldry, on FlickrThis is the front view of the setup.
2-start square thread by Mark Baldry, on FlickrI used the handle on the dividing head to drive it all, there was an awful lot of handle turning, there were 3 cuts per thread, 2 threads on the part, plus 2 taps to make the nut, I did use an electric drill to reverse the head/table when the cutter was clear of the job.
This was a 1/16" cutter, so quite delicate, I did break 2 of them..
2-start square thread by Mark Baldry, on FlickrThe result
2-start square thread by Mark Baldry, on FlickrThen I had to make the taps, 2 so that it was not a single, long tap.
2-start square thread taps. by Mark Baldry, on FlickrI cut 3 flutes in the taps, then hardened and tempered them. When I cut the thread in the nut, as there was no relief, I took it slowly, 1 turn then take the tap out to clean it. The tapping was started in the mill to guide it, until I ran out of room as the tap was going to hit the bottom of the vice, at this point I continues using a bench vice. THis worked surprisingly well and the nut fitted straight on!
2-start square nut on thread. by Mark Baldry, on Flickr













