mbrown
Elder Statesman

Posts: 1,796
|
Post by mbrown on Dec 30, 2019 20:05:14 GMT
As I have mentioned in other threads, my new project is a 2.5"g version of an Orenstein and Koppel 0-8-0 built in 1934 for the 60 cm gauge Mecklenburg Pommersche Schmalspurbahn and now preserved in Germany. I chose the prototype for a variety of reasons discussed before, but mainly because the German school of loco design has some interesting features which differ from the UK standard. Earlier this year, I got in touch with the Muskau Forest Railway (Waldeisenbahn Muskau) where she has been stationed for some years and got a very friendly reply, telling me that, although no drawings survive, I would be very welcome to come and measure her up - which I did back in June, taking numerous measurements (and forgetting some key ones, naturally) and taking loads of photos (but missing some key features, like you do...). Here she is - a chunky and unusual design, I think.  P1120878 P1120878 by malcolm brown, on Flickr I usually start work on a loco by finding the most challenging component and seeing if I can make a success of it. In this case, the cylinder block is especially "interesting" - the picture below shows how the block itself sits horizontally to the frame, but the cylinder and valve chest bores are at an angle through the block. I worked it out on site as about 2.5 degrees and the drawing of a similar machine shows it as 1 in 20 which is about the same, so I went for 1 in 20.  cylinder close up cylinder close up by malcolm brown, on Flickr The ends of the cylinder itself project a little beyond the end of the block. I thought for a long time about ways to machine a conventional casting to get this feature, but without much success. In any case, I would have had to have a casting made from my own pattern as the block is taller than it is long and (as often the case on Continental narrow gauge locos) is "over-square" - that is, the bore (310mm) is bigger than the stroke (300mm). So fabrication seemed the only way forward. Those ribs on the steamchest ends will be awkward to tackle too... I don't get a lot of time for model engineering - a full time job, a long commute and many other interests mean that I am lucky to get a few hours on odd weekends. So progress has been very slow for some months. I started by drawing the cylinders out at x2 which enabled me to plot in the passages etc and ensure everything would fit together and then early in December I started cutting metal. I have made much more rapid progress over the Christmas break and will post some updates soon, as I am hoping to get the blocks themselves finished by New Year. Photos will follow when I can get my mobile to download them... I got the various metal sections from M-Machine Metals in Darlington - no connection with the firm but delighted with their prompt and friendly service. Interestingly, I reckon that the cost of metal for the cylinders was about the same as for a standard set of similar sized castings, if any had been available. OK, I will have a lot of off-cuts, but they may or may not come in useful later. I am also making a very big pile of swarf.... Machining castings would also have taken a fraction of the time. I know we sometimes complain about the prices charged by the trade, but maybe this comparison shows that we get quite a good deal from them really. Anyway, more to follow, I hope. Malcolm |
|
|
|
Post by ianmcgoo22 on Dec 30, 2019 21:41:44 GMT
Hi, please do post some pictures of your cylinders if you can. I'm building a 7 1/4" gauge LMS Jinty for which there are no castings available. So fabricated cylinders are on my list of things to think about, or I could maybe make them out of solid blocks of metal. Not sure yet... Cheers! Ian
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Dec 31, 2019 11:03:27 GMT
I looked at the possibility of fabricating the cylinders in steel with iron liners, rather like Bob (92220) did on his 9F. But I wasn't confident that I could do the soldering in one operation and it is so much easier to get things clean for a second operation with brass - just stick it in the pickle for a while. So I bit the bullet and went for brass and bronze. The first stage was to make the cylinder bores, pistons and covers. The cylinder is from cored gunmetal and the pistons and covers from GM bar.  IMG_20191215_164315 IMG_20191215_164315 by malcolm brown, on Flickr I did the pistons at this early stage to act as a gauge for the bore after the block has been silver soldered up - if there was any distortion, I would know immediately and not attempt to fit a piston to a non-true bore. The rear covers still need the detail of the gland boss adding. I forgot to say that another oddity of the cylinders is that the front cover (and the front end of the cylinder) is larger in diameter than the rear - if you look at the picture in the post above you can see that the front cover has a flat on it indicating that the diameter overlaps the block itself. Hence the flange on the cylinder as machined. Next up, the centre block. This will have end plates and a bolting flange to the frame added later and the passages are milled into it. It starts as two blocks of 1.5" x 1" brass with two pieces of 1/2" square brass between them.  IMG_20191214_201037 IMG_20191214_201037 by malcolm brown, on Flickr The pilot hole will eventually become the steam inlet passage. These were silver soldered together in the first soldering operation, then a slot was milled across the back. When this is closed off by the bolting flange plate and the end plates, it will form the exhaust chamber.  IMG_20191215_162008 IMG_20191215_162008 by malcolm brown, on Flickr The end plates and bolting face were then screwed onto the centre block. It has to come to pieces later to put the passages in. The valve chests were turned up from thick walled brass tube - I have a picture of them later in the process. Then I fixed the end plates and bolting flange with a few screws. They have to come apart again later to mill in the passages. The position of the bores for the valve chests and main cylinder bore are marked out on the end plates prior to boring.  IMG_20191223_171013 IMG_20191223_171013 by malcolm brown, on Flickr This is where the angled bores have to be incorporated in a way that is both accurate and repeatable. The valve chest bore needs a 1/16" packing on the cross slide of the Myford to bring it to height so I started with a piece of 1/16" steel the size of the cross slide and added a "fence" of 3/8" sq steel set at 1 in 20. This is easy to calculate - 1/4" difference over a 5" length.  IMG_20191214_171324 IMG_20191214_171324 by malcolm brown, on Flickr I puzzled over the geometry for ages, but whichever way one mounts the block, this arrangement will only give you a right hand cylinder. For the LH one, the plate must be turned over and the fence re-fitted to the other side. That was OK as I made sure the holes were dead central in the fence and fit through reamed holes to ensure accuracy. The edge of the plate itself is set true by bringing it up against the face plate, thus giving the 1 in 20 angle every time you set the cylinder up against the fence. Later on, I had to drill some holes in the plate for the holding-down studs. Then the "boring" bit began - taking small cuts because the parts were only screwed together in about 3 places each side, it took a long time. After starting the hole with a drill, I changed over to a slot drill as the middle part involved an intermittent cut. That gave a hole true enough for the boring bar to go through. Various clamps etc. were used to make sure the screwed-together parts didn't move relative to one another.  IMG_20191227_140317 IMG_20191227_140317 by malcolm brown, on Flickr I managed to bore it to a nice push fit for the steamchest. The first one was done by trail and error, but I then kept the boring bar unchanged and roughed the other cylinder out with a second boring bar, changing back to the first one for the final cut. That way both ended up the same size without too much faffing.  IMG_20191227_180220_1 IMG_20191227_180220_1 by malcolm brown, on Flickr Here they are with the steamchests in place. The main bore is offset from the steamchest by 5/16" so for the main bores, I will use an additional packing piece over the 1/16" plate. First, however, the pieces came apart to add the exhaust passages.  IMG_20191229_144827 IMG_20191229_144827 by malcolm brown, on Flickr Here you can see that the valve chest has been grooved inside for the steam and exhaust - these grooves will line up with the ports in the valve liners. The exhaust passages are partly in the end plates and partly in the central block. The advantage of doing them with the pieces dismantled is that all the sharp corners can be smoothed out with judicious use of riffler files. I don't know if it makes much difference in this scale, but it can't do any harm to smooth the exhaust flow as much as possible. The picture below shows the steam ports extended through to where they will eventually join the main cylinder. Sorry, the light isn't very good in some of these shots.  [/urlIMG_20191229_151456 [/urlIMG_20191229_151456 by malcolm brown, on Flickr The second silver soldering operation then joined all these bits together. I did this before doing the main bore as (a) a lot of the joints would be inaccessible once the main cylinder was in place and (b) if I bored the hole for the cylinder prior to silver soldering, the rather flimsy edges to the hole might easily melt in the process. I didn't take any pictures of the silver soldering as I was using two medium sized propane torches, experience having shown that this was much more controllable than using one big burner. I needed three hands at least. And so, with the joints all soundly soldered up, on to the main bore which will take the cylinder prepared earlier. I finished this for one cylinder last night and am about to start on the second. Then I have to mill connecting passages between the ports in the main block and the cylinder bore, before the final silver soldering operation. More later I hope. Picking up ianmcgoo22's point, I expect this kind of process could be adapted for a pair of inside cylinders. In many ways it would be more straightforward if you did them as one block with the valves on top, but you could always do them as a pair joined in the centre line as per the full sized Jinty. The main difference would be producing a flat valve face for slide valves. Hope this has been interesting. Malcolm |
|
don9f
Statesman
 Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961 
|
Post by don9f on Dec 31, 2019 11:24:02 GMT
Hi Malcolm, please do carry on.....it is most interesting!
Cheers Don
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Dec 31, 2019 19:36:28 GMT
This afternoon, I got the second cylinder block up to the same stage as the first - bored for the cylinder barrel. The picture below shows the other side of the boring table arrangement with a length of angle butted hard up against the back of the bolting face. The block is therefore sandwiched tightly between the 3/8" fence at the front and the angle at the back and held down firmly by the strongbacks. I added the angle at the back after getting a slight degree of movement when drilling through for the valve chest on the first cylinder. After fitting it, everything stayed tight.  IMG_20191231_112042 IMG_20191231_112042 by malcolm brown, on Flickr Because the front end of the cylinder is larger than the rear, the end of the block has to be rebated to allow the flange to sit in the block. The angle of the bores means that the top of the flange is almost fully inside the block and the bottom protrudes (at the rear end, the top sticks out and the bottom is almost flush). This was quite a demanding cut for the boring bar as the tool was effectively trepanning the rebate. I actually took a number of smaller cuts, with the boring bit a little further out each time. When I had reached the final diameter, the last skim across the whole width of the rebate was made by pulling the belt round by hand.  IMG_20191231_112104 IMG_20191231_112104 by malcolm brown, on Flickr In the picture below, you can see how the barrel fits within the block. It also shows how boring out for the cylinder has revealed the steam entry ports from the valve chests. The cylinder barrel has had the steam entry ports to the bore cut and extended back to a point which coincides with the ports in the block. Again, because of the angle of the bore to the block, the passages to the ends of the cylinder had to be at different angles or the rear one would have emerged in daylight.... I haven't yet eased all the sharp angles in the steam ways, but will tackle that before silver soldering it all together.  IMG_20191231_164213 IMG_20191231_164213 by malcolm brown, on Flickr Last job for the day was to start profiling the end plates. This has to be done before the final soldering operation as there are several bushes to go in (for the port sighting plugs and for the oil entry points) and these have to be added to the finished profile. I left plenty of material in the end plates so that there was good support when boring the big holes. Now that the valve chest is silver soldered in, the support can go, but I have left the lower part of the block to be trimmed later. The curved profile is quite interesting, again because of the angled bores. At the front it is concentric with the valve chest and at the rear it is identical to the front and distinctly off centre to the valve chest. I have started by trimming the angles in the mill but will make a template (Plastikard probably) to finish them with files tomorrow - trying to do it by eye, I would tend instinctively to make both ends concentric.  IMG_20191231_180852 IMG_20191231_180852 by malcolm brown, on Flickr This is proving to be a pretty productive Christmas break - beats watching the TV! Malcolm |
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Jan 1, 2020 17:25:57 GMT
A lengthy session in the workshop this afternoon hasn't shown much visible progress, but the cylinders are now ready for the final silver soldering operation tomorrow. The bosses for the valve sighting plugs and the oil check valves are fitted, as is a boss under the cylinder barrel for a steam chest drain cock. I can't find room to connect this up to the steam chest, so it will have to be a dummy. The inclined cylinder bores again created an issue as this boss has to be true to the cylinder block, not the cylinder bore. I nearly got this wrong but fortunately double checked and saw the mistake before starting to drill into the cylinder barrel.  IMG_20200101_155122 IMG_20200101_155122 by malcolm brown, on Flickr Once the final soldering is done, the end plates need finally trimming to size and the steam passage and fixing bolt holes will be drilled in the back plate from a template. Then I will have to tackle the valve liners, but that may not happen during this holiday. Malcolm |
|
don9f
Statesman
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961
|
Post by don9f on Jan 1, 2020 18:34:08 GMT
Great to see these cylinder blocks “evolve” from the original brass pieces. I must admit that at first I didn’t understand what you were describing but now they are nearly finished it all makes sense and I can appreciate the thought that’s gone into their making!
Cheers and Happy New Year
Don
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Jan 1, 2020 22:50:53 GMT
Thanks Don,
It would probably have been clearer if I had posted a shot of my drawing - but I drew it out before I started getting to grips with CAD and an H pencil line doesn't photograph well!
I reckon the real challenge will be getting the liners right.
I have bought a length of Flurosint for the piston valve rings - if anyone has any thoughts on how best to make and fit them, do let me know. I have never used the stuff before and, given the price, I am not inclined to experiment until I know what I am doing!
Malcolm
Malcolm
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Jan 2, 2020 1:41:58 GMT
Incredibly thought out Malcolm.
Yes if we could all start out with a cube to hold to machine we could perform miracles!
In fact one of my get round this is to get a datum face organised and go and cast plaster of Paris
round it. If you can locate a Denture place go and beg ask buy some Caffer Dee which is Yellow.
The one which is impossible to get off later is Crystacal lamina. Which is incredibly expensive.
I am going to do this with the Prairie Cylinders as they are all curves to hold.
I much prefer to hold lengths of metal and machine the ends into something first then cut them off,
Roger is a fan of this but via CNC!
Progress is wonderful.
Reading have a 2 1/2" gauge track within the raised level and you are very welcome to visit test and run etc.
David and Lily.
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Jan 2, 2020 20:49:01 GMT
Another lengthy spell in the workshop and not a lot of visible progress, although the blocks are nearly finished now. As in so many model engineering projects, one seems to make rattling good progress in the first stages and then the subsequent operations take far longer than you expect... Anyway, today started with the final silver soldering to fix the cylinder barrel in permanently. I didn't want any spelter on the joint faces for the covers, or in the bores, so gave them a good dose of Tippex last night as a precaution - although it didn't quite resolve the problem as we shall see. This is what it looked like after the soldering was done - horrible!  IMG_20200102_122410 IMG_20200102_122410 by malcolm brown, on Flickr I let it cool off while I soldered up the other one, then they went into the pickle for an hour and a half. On removing them from the pickle, one was fine, but on the other, one of the end plates had distorted. It had "toed in" at the bottom by about 3/32". I think I had probably picked it up with the tongs by this corner to turn it on the hearth, and the weight of the block had distorted the thin sections close to the bore which were, of course, at red heat. So I fluxed the whole thing up again, heated it until the solder began to run, and used brute force and a mole grip to move the end plate out again while it was all at red heat. I added a little more solder around the cylinder barrel for good measure - which was probably a mistake as I later had to file a couple of blobs off the outside later on. But, anyway, the end plates were now parallel and the right distance apart, although the bottom corner of one was bent - which didn't matter as that bit was to come off when trimming the blocks to size.I did take a photo, but the mistake must have rattled me as it has come out blurred! While the blocks were in the pickle, I made up the plugs for the valve sighting ports. 5/16" dia with a 6BA head done on the rotary table. They will have a 1mm O ring in the groove to seal them, but I haven't got the right size in stock yet.  IMG_20200102_142907 IMG_20200102_142907 by malcolm brown, on Flickr Then came several hours' work trimming the end plates to size and cleaning the blocks up with wire wool and a little emery. I found that a wee bit of silver solder had run onto the ends of the valve chests (thankfully, not into the bores) because when I re-heated the warped block, I didn't re-do the Tippex. So the blocks went back into the boring table set-up to skim the ends of the valve chests. F or good measure, I did all four ends to be certain they were all clean and true. This was a pain, as I had put all the clamps etc away and had to hunt high and low for the right bolts... So I didn't quite finish the blocks today as planned, but they look pretty good, I think. One interesting test of accuracy is that the flat on the front end of the cylinder face should scale at 16.5mm based on my measurement of the prototype. On one of my blocks it comes out at 15.5 and on the other at 16mm, so I must have got things about the right size.  IMG_20200102_193629 IMG_20200102_193629 by malcolm brown, on Flickr In front of the blocks is the template for drilling the back plates. The large holes are for the steam and exhaust passages and take hardened bushes to guide the drill. I made the back plates to size from the start and the four edges have acted as my datums for the subsequent machining. The template was machined to size at the same time so matches exactly. The exhaust holes had to be drilled early on to vent the exhaust chamber during soldering, so that hole will have a stub screwed into it to help locate the template for all the rest of the drilling. Final installment (for now) tomorrow I hope. Later on, I will have a bash at the valve liners and valves, and finish off the valve chest covers, cylinder covers with tail rod, gland boss and so on. Malcolm |
|
|
|
Post by coniston on Jan 3, 2020 20:58:29 GMT
That's some excellent work and a most interesting alternative to cast cylinders, very inspiring, well done Malcolm.
Chris D
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Jan 3, 2020 21:24:23 GMT
Many thanks Chris. I had another few hours in the workshop today - and that is likely to be all I can do for a few weeks. First job was to drill the steam entry passage and all the other holes in the backplate. I used the steel template illustrated yesterday and once the drill had found the pilot hole through the block (the first hole drilled at the start of the process) it was easy. The bolts to fix the cylinders to the frame scale out at less than 8BA - I will use 8BA bolts with 9BA headed nuts, but they look a bit flimsy on their own. The steam and exhaust connections will be via stainless steel stubs which project through the frame into the saddle, sealed with O rings. I used this approach on my Burma Mines loco and it works well (I know this is no help to Pete (Greenglade) but it does allow you to remove a cylinder without having to dismantle any pipework at all!). The stainless stubs will act as dowels to locate the cylinder and take some of the fore and aft stresses, but for good measure I have added three substantial bolt holes in the lower part of the back plate which will be reamed for fitted bolts in due course. They will be invisible once fitted. Here is the set up with the steam entry passage being drilled.  IMG_20200103_132513 IMG_20200103_132513 by malcolm brown, on Flickr After that I drilled and tapped for the draincocks. I also wanted to be sure the valve chests had not distorted with the heating etc (and there was some Tippex in there that wouldn't come out easily) so I reamed them through. Luckily, the one expanding reamer I own (acquired in a job lot about 40 years ago and never used until now) has exactly the right range. There was a little distortion and it took five or six passes, with a tiny bit more scraped out each time, before the valve chests were bright all the way through.  IMG_20200103_155849 IMG_20200103_155849 by malcolm brown, on Flickr Last job (for now) was to round off the corners of the back plate and polish off a few blemishes.  IMG_20200103_161417 IMG_20200103_161417 by malcolm brown, on Flickr Here's a sideways shot that shows the inclined bores as in the picture of the prototype at the start of the thread. It will look better when the valve liners are in. The covers are just lodged in place at present. The front ones kept dropping off, but a bit of moisture (OK, I licked them...) holds them in place nicely, so the surfaces must be pretty smooth.  IMG_20200103_162607 IMG_20200103_162607 by malcolm brown, on Flickr I will reopen the thread in a week or two when I start work on the liners etc... Thanks for all the "likes" and appreciative comments. Hope this thread may be helpful to others who don't have suitable castings for the loco they want to model. Malcolm |
|
lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Jan 4, 2020 13:07:06 GMT
You made a very neat job of those cylinders so far.
I visited the Muskauer Waldbahn last summer, too but sadly 99 3462 was not steamed the week I stayed at Weisswasser. She is quite a beast for 600 mm, even in relation to the larger german loading gauge.
Could you find a specific reason, why O&K designed the cylinders with inclined bores instead of using conventional "square" cylinders and mountig them at an angle? The full size machinists probably had the same difficulties when they machined the full size cylinder castings.
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Jan 4, 2020 15:47:38 GMT
Hi Lennart,
I haven't seen 99 3462 in steam yet either - but at least I had the whole time available to crawl over it, measuring and photographing. I was impressed with the WEM - their Permanent Way is superb, although the rather crude bogies on the rolling stock don't make the best use of it. I was also surprised at the steep gradients, worked with just a handbrake on the loco and a couple of brakesmen on the train. 99 3462 is the only loco there with a power (steam) brake!
In the O&K Works List there are a number of illustrations of locos with similar or identical cylinders having the sloping bores. I can only guess at the reason for this, but my suggestion is that, like 99 3462, they will have frames made of quite thin plate braced inside by a number of vertical and horizontal stretchers attached to each other with angle irons. On 99 3462, there is a sort of sub frame horizontally between the wheels stretching from a cross stretcher at the rear of the smokebox back to another between the third and fourth axle. The area between the frames at the cylinder end is quite a complex arrangement of stretchers making up a series of box sections - and my hunch is that it would be far more straightforward to build that up square to the frames in every direction. The cylinder fixing bolts also attach to vertical stretchers between the frames, so that would necessitate that the cylinder bolting face was also square and vertical. Then if the design required the motion to be set at an angle, the slope would be incorporated in the casting rather than putting all the cross stretchers in at an angle to match the cylinders. I'm not sure if I have explained that very well.... but that is the best theory I can come up with.
If the full size cylinder castings had the bores cast in at roughly the desired angle, machining wouldn't be a problem - they may even have used a set-up similar to mine, although on a bigger lathe! Interestingly, the later, smaller, O&K locos for the MPSB (99 3361 survives in the USA) had the cylinder bores horizontal.
Thanks for the kind comments.
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 1, 2020 20:43:13 GMT
I have managed to get some time in the workshop over the last three weekends and have now made progress with the valve liners. As the photo in my first post showed, the prototype has ribs at each end where the valve chest sticks out beyond the cylinder block. The steamchest diameter is different at front and back and the ribs (5 each end) are differently orientated. Here's the picture again to show what I mean. cylinder close up by malcolm brown, on Flickr After quite a bit of thought and some back-of-envelope sketches, I decided to make the valve liners parallel and to make end caps incorporating the ribs which would be silver-soldered on. The cost of bronze for these cylinder sis mounting up, so I machined the end caps were made back to back to minimise the waste created by having long chucking pieces. Here is the first pair in the mill gradually revealing the ribs: 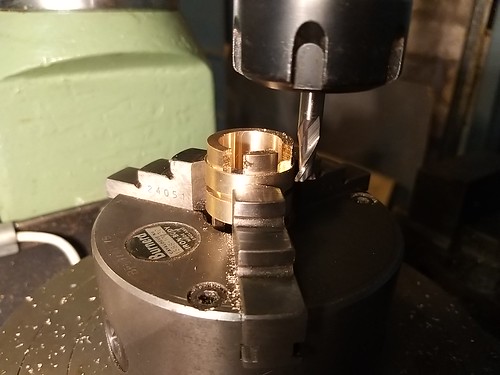 IMG_20200223_130207 IMG_20200223_130207 by malcolm brown, on Flickr The piece is in the rotary table and the slot drill lined up to cut on one side of each rib. Then the table is moved across and parallel cuts are made to reveal the other side of the ribs. There was a little metal between each rib to mill off - which I did freehand and, inevitably turned a handle the wrong way and cut off one rib.... it was easy enough to silver solder a replacement but it would have been a nightmare to have soldered all five on each end separately.  IMG_20200223_131804 IMG_20200223_131804 by malcolm brown, on Flickr When one end was done the piece was swapped end for end in the chuck and the other end completed. The two were then parted off to make separate end caps. The flange was still over the final thickness in order to hold in the chuck for later operations, but much smaller than if I had made each cap separately. Here are the caps in place on the embryonic liners.  IMG_20200223_160358 IMG_20200223_160358 by malcolm brown, on Flickr You can see how the rear ones are on a smaller diameter and have longer ribs. Putting the ports into the liners needed some thought as my rotary table cannot be mounted with the chuck horizontally, so I did them in the lathe. First I used a 1/8" parting tool to cut grooves for the steam and exhaust ports, then used the dividing fixture on the headstock and a guide for a drill in Black & Decker to put the ports in at the correct angles.  IMG-20200229-WA0001 IMG-20200229-WA0001 by malcolm brown, on Flickr  IMG_20200229_164418 IMG_20200229_164418 by malcolm brown, on Flickr The ports were squared with a needle file and then sized with a silver steel broach. I didn't photograph this lengthy and tedious stage of the process.... The liners were then remounted in the lathe by the slightly oversized flanges and supported at the end with the running centre while I carefully turned them down to an interference fit in the valve chests. Then the blocks went into the oven at 180 degrees for 45 mins and the liners went into the freezer for a bit longer. Then the fun began - sadly, I needed so many hands at once that photography was impossible. The liners and blocks were marked with felt pen to show how the ribs should align at each end. Moving quickly, the cold liner was quickly given a smear of Loctite retainer and then, with the block in an oven glove, thrust into place. Two of then went in beautifully and lined up perfectly. The other two stuck half way and had to be drawn in with the traditional long bolt, spacers and nut - acting fast before the Loctite went off. They went fully home OK but unfortunately both twisted slightly so the ribs on the RH cylinder are not quite lined up as they should be. I suspect this won't show except to the cognoscenti.... Anyway, here they are. Piston valves, valve chest covers, and the cylinder covers still to do, so some way from finishing them still.  IMG_20200301_200142 IMG_20200301_200142 by malcolm brown, on Flickr  IMG_20200301_195923 IMG_20200301_195923 by malcolm brown, on Flickr More in a few weeks when I have managed to wangle some more workshop time. Malcolm |
|
don9f
Statesman
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961
|
Post by don9f on Mar 1, 2020 20:59:08 GMT
Hi, excellent work....are you ever in a position where you could scrounge the odd full size scrap washout plug from a Steam Railway somewhere? They are a good source of gunmetal to make things out of! The threads wear and at boiler inspections, they sometimes have to be renewed.
Cheers Don
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 1, 2020 21:07:48 GMT
Hi Don,
I guess the occasional plug might be going begging at the Talyllyn although they are pretty thorough about recycling non-ferrous scrap. But the waste would be huge for a job like this - the end caps for the steam chests are 1 3/16" diameter with a 7/8" hole through them. I used cored bronze bar. One good reason for minimising the waste was that I only ordered just enough in the first place! However, when I got rid of the excess thickness on the flanges, I used a thin (1 mm) parting blade and saved the rings that this cut off - I can use them to make the valve chest covers out of smaller diameter bronze bar by silver soldering the rings on to make the matching flanges. I have plenty of the smaller diameter stuff!
Malcolm
|
|
|
|
Post by Roger on Mar 1, 2020 22:57:33 GMT
Another lengthy spell in the workshop and not a lot of visible progress, although the blocks are nearly finished now. As in so many model engineering projects, one seems to make rattling good progress in the first stages and then the subsequent operations take far longer than you expect... Anyway, today started with the final silver soldering to fix the cylinder barrel in permanently. I didn't want any spelter on the joint faces for the covers, or in the bores, so gave them a good dose of Tippex last night as a precaution - although it didn't quite resolve the problem as we shall see. This is what it looked like after the soldering was done - horrible! IMG_20200102_122410 by malcolm brown, on Flickr I let it cool off while I soldered up the other one, then they went into the pickle for an hour and a half. On removing them from the pickle, one was fine, but on the other, one of the end plates had distorted. It had "toed in" at the bottom by about 3/32". I think I had probably picked it up with the tongs by this corner to turn it on the hearth, and the weight of the block had distorted the thin sections close to the bore which were, of course, at red heat. So I fluxed the whole thing up again, heated it until the solder began to run, and used brute force and a mole grip to move the end plate out again while it was all at red heat. I added a little more solder around the cylinder barrel for good measure - which was probably a mistake as I later had to file a couple of blobs off the outside later on. But, anyway, the end plates were now parallel and the right distance apart, although the bottom corner of one was bent - which didn't matter as that bit was to come off when trimming the blocks to size.I did take a photo, but the mistake must have rattled me as it has come out blurred! While the blocks were in the pickle, I made up the plugs for the valve sighting ports. 5/16" dia with a 6BA head done on the rotary table. They will have a 1mm O ring in the groove to seal them, but I haven't got the right size in stock yet. IMG_20200102_142907 by malcolm brown, on Flickr Then came several hours' work trimming the end plates to size and cleaning the blocks up with wire wool and a little emery. I found that a wee bit of silver solder had run onto the ends of the valve chests (thankfully, not into the bores) because when I re-heated the warped block, I didn't re-do the Tippex. So the blocks went back into the boring table set-up to skim the ends of the valve chests. F or good measure, I did all four ends to be certain they were all clean and true. This was a pain, as I had put all the clamps etc away and had to hunt high and low for the right bolts... So I didn't quite finish the blocks today as planned, but they look pretty good, I think. One interesting test of accuracy is that the flat on the front end of the cylinder face should scale at 16.5mm based on my measurement of the prototype. On one of my blocks it comes out at 15.5 and on the other at 16mm, so I must have got things about the right size. IMG_20200102_193629 by malcolm brown, on Flickr In front of the blocks is the template for drilling the back plates. The large holes are for the steam and exhaust passages and take hardened bushes to guide the drill. I made the back plates to size from the start and the four edges have acted as my datums for the subsequent machining. The template was machined to size at the same time so matches exactly. The exhaust holes had to be drilled early on to vent the exhaust chamber during soldering, so that hole will have a stub screwed into it to help locate the template for all the rest of the drilling. Final installment (for now) tomorrow I hope. Later on, I will have a bash at the valve liners and valves, and finish off the valve chest covers, cylinder covers with tail rod, gland boss and so on. Malcolm I don't know how I missed this post a while back, but this is superb work. |
|
|
|
Post by Deleted on Mar 2, 2020 10:41:29 GMT
Likewise Roger....truly superb work Malcolm...very impressive sir...
Pete
|
|
|
|
Post by 92220 on Mar 3, 2020 9:34:15 GMT
Hi Malcolm.
A VERY nice job!! It's good to see someone else's methods of making fabricated cylinders. Not easy, and as you say, takes a long time! Well done.
Bob.
|
|








