|
|
Post by unobtanium on Mar 5, 2020 13:14:13 GMT
I remember you telling me about your trip to measure up the loco when we were in Tywyn at the same time last year but I hadn't seen a picture of the prototype - what a pretty machine!
I spent my lunch break today reading this thread - really interestingt and great workmanship. I hope you can be persuaded to write up the rest of the build?
Julian
|
|
mbrown
Elder Statesman

Posts: 1,796
|
Post by mbrown on Mar 5, 2020 13:18:35 GMT
Thanks Julian!
I wanted to see if I could do the cylinders OK before starting anything else but, yes, I may start a build thread on the rest of the loco as there are some interesting and rather un-British features that could make it less run of the mill. Having taught myself 2D CAD over Christmas, I now have a fair sized package of laser cut parts from ME Laser, including frames, so plenty to get started with.
Fascinated by your forum "handle" by the way....
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 7, 2020 19:09:29 GMT
A rather scary moment in the workshop this afternoon...
Perhaps mistakenly, I reamed the valve liners (5/8" dia) before shrinking them into the valve chests. I had expected them to close up so that I could re-ream them once in - but although the reamer took a small scrape out, it didn't fully clean up the bores. Having found my expanding reamer very useful when sizing the valve chests, I bought a suitably sized expanding reamer and tried it in the valve chests. At one setting it went through without cutting but with just a fraction more on the diameter (about a 1/8 turn of the end caps) the blades started scraping badly and then stuck. When I got the reamer out, which wasn't easy, I found the edges of two of the blades had disintegrated - why, I don't know as it shouldn't have been cutting more than a couple of thou. But, much worse, the liner was now badly scored.
I had a go at lapping the scores out with very fine emery cloth on a mandrel, but that had little effect - maybe if I had spent several hours it would have worked but the risk of bell-mouthing the bore was a worry.
Then I thought of a trick I remembered LBSC mentioning many years ago. I took the 5/8" reamer - which was now a slack fit in the bore - and found a piece of brass wire which just wouldn't go fully down one of the flutes. Carefully driving the reamer through by hand with the brass wire in the flute of the reamer took off a few more thou, the brass wire causing the reamer to cut deeper than normal. The wire was about 2 mm dia, I think.
The result was two bores that look almost perfect - I may polish them on a wooden lap, but I suspect they will be OK as they are as there are no scores or grooves visible.
No photos, I am afraid - my heart was rather in my mouth throughout this procedure as potentially all the work to date could have been spoiled. But all's well in the end, and the tip may be useful to someone else.
Malcolm
|
|
|
|
Post by Roger on Mar 7, 2020 21:11:40 GMT
A rather scary moment in the workshop this afternoon... Perhaps mistakenly, I reamed the valve liners (5/8" dia) before shrinking them into the valve chests. I had expected them to close up so that I could re-ream them once in - but although the reamer took a small scrape out, it didn't fully clean up the bores. Having found my expanding reamer very useful when sizing the valve chests, I bought a suitably sized expanding reamer and tried it in the valve chests. At one setting it went through without cutting but with just a fraction more on the diameter (about a 1/8 turn of the end caps) the blades started scraping badly and then stuck. When I got the reamer out, which wasn't easy, I found the edges of two of the blades had disintegrated - why, I don't know as it shouldn't have been cutting more than a couple of thou. But, much worse, the liner was now badly scored. I had a go at lapping the scores out with very fine emery cloth on a mandrel, but that had little effect - maybe if I had spent several hours it would have worked but the risk of bell-mouthing the bore was a worry. Then I thought of a trick I remembered LBSC mentioning many years ago. I took the 5/8" reamer - which was now a slack fit in the bore - and found a piece of brass wire which just wouldn't go fully down one of the flutes. Carefully driving the reamer through by hand with the brass wire in the flute of the reamer took off a few more thou, the brass wire causing the reamer to cut deeper than normal. The wire was about 2 mm dia, I think. The result was two bores that look almost perfect - I may polish them on a wooden lap, but I suspect they will be OK as they are as there are no scores or grooves visible. No photos, I am afraid - my heart was rather in my mouth throughout this procedure as potentially all the work to date could have been spoiled. But all's well in the end, and the tip may be useful to someone else. Malcolm You've had a lucky escape. Those expanding reamers are best thrown away in my opinion. You did well to save the job. |
|
|
|
Post by simplyloco on Mar 7, 2020 22:45:35 GMT
A rather scary moment in the workshop this afternoon... Malcolm You've had a lucky escape. Those expanding reamers are best thrown away in my opinion. You did well to save the job. Agreed. I have had only bad experiences with the things! John |
|
|
|
Post by Deleted on Mar 8, 2020 0:09:15 GMT
I think it very much depends on the quality of the adjustable reamer in question, I bought one recently for my own steam chests as it happens which was crap, fell to bits in my hands. I also have a good few old types which were part of a workshop clearance from an old toolmaker. These are excellent tools and have served me well a number of times. IIRC I used one set at 7/8ths (I think, or was it 3/4??) ) for the main axle boxes.
Pete
|
|
|
|
Post by steamer5 on Mar 8, 2020 4:23:29 GMT
Malcolm,
That was a lucky escape!
I hope you had a soothing ale or 2 after to get the heart rate down.....I know I would of!!
Cheers Kerrin
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 8, 2020 7:55:29 GMT
I think it very much depends on the quality of the adjustable reamer in question, I bought one recently for my own steam chests as it happens which was crap, fell to bits in my hands. I also have a good few old types which were part of a workshop clearance from an old toolmaker. These are excellent tools and have served me well a number of times. IIRC I used one set at 7/8ths (I think, or was it 3/4??) ) for the main axle boxes. Pete That matches my own experience Pete. I did the valve chests with a very solid old expanding reamer which was well over 40 years old. The one that disintegrated was bought a few weeks ago. Somehow, it felt "wrong" from the start, but I couldn't have said why. Turned out to be rubbish... I wonder where you can get decent ones these days? I guess they are either unobtainable or prohibitively expensive. Malcolm |
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 8, 2020 7:56:21 GMT
Malcolm, That was a lucky escape! I hope you had a soothing ale or 2 after to get the heart rate down.....I know I would of!! Cheers Kerrin Indeed. A very nice pint of Adnam's Ghostship! Malcolm |
|
|
|
Post by andyhigham on Mar 8, 2020 8:04:28 GMT
Another option would be a 16mm reamer (0.6299")
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 15, 2020 21:15:34 GMT
I am discovering that, having made the cylinder blocks, it takes as long again to make all the bits that hang on them.... Over the last couple of weekends I have been having a go at the cylinder and valve chest covers. If you look at the photo of the prototype at the head of this thread, you'll see that the piston tail rods are quite long, projecting ahead of the buffer beam, and pretty much unprotected. My anxiety is that, in the case of a derailment (possibly off a raised track) they could be vulnerable. My decision on this was to make the tail rods themselves the "weakest link" so that, if they did get a clout, they would (I hope) shear off and not damage the covers and cylinder block. Here is a tail rod under construction. The thread into the front cover is 7/32"x 40 and you can see I have undercut the thread quite deeply to make a weak point - in fact, the rod is drilled up the centre too.  IMG_20200308_154726 IMG_20200308_154726 by malcolm brown, on Flickr The prototype has what I presume to be a kind of internal slipper under the tail rod to take the weight. As my tail rods are dummies I have just fabricated these from odd bits of brass. In due course, it will have ten very small hex bots underneath to secure the dummy cover. I have some 1.2mm hex bolts in stock but haven't fitted them yet. The rear covers were made early on in the process but I still had to fit the flange for the gland, the pad for the slidebar and the two little gussets. These have all been made from small pieces of bronze I had lying around. So here are the front and rear covers - they still need the stud holes drilling and the flat putting on the side of the front cover.  IMG_20200315_201110 IMG_20200315_201110 by malcolm brown, on Flickr The rear valve chest covers are quite long and support the valve spindle in a long bearing. Here is the prototype - you'll see it is a rather rough tapered casting.  lokomotive-1985 lokomotive-1985 by malcolm brown, on Flickr With the taper, holding them to machine the ends that go into the valve chest would be tricky as there isn't much to grip on. So once again, I made them back to back and saved on bronze into the bargain as each formed the chucking piece for the other. I also saved material by using the collars that had been parted off the valve chests earlier as the flanges. Here they are waiting to be silver soldered on. You can see the grooves for 1 mm O rings which will seal them into the valve chests.  IMG_20200315_142707 IMG_20200315_142707 by malcolm brown, on Flickr After soldering, The small ends were gripped lightly in the chuck, the other end supported on a centre, and the taper turned for one end. Then it was turned end for end in the lathe and the other taper put on at the same setting. The oil box on top is quite prominent, so I held the cover int he mill vice by its ends and put in a small recess with a 1/16" end mill (7/16" x 9/32" scaled from my sketches of the prototype). I added a deeper cavity so that there was a reasonable oil reservoir and just remembered to put in the oil holes before pressing on a small "lid" of bronze drilled for the oil check valve (which I expect to be a dummy). I ran a small amount of soft solder around the lid to seal it on and added a stub of 6 BA threaded rod underneath to take a tiny union to represent the drain pipe.  IMG_20200315_164930 IMG_20200315_164930 by malcolm brown, on Flickr I made a start on the front valve covers which are fairly simple turning. When I next get some workshop time I need to drill the covers and make up a large number of 10 BA and 8 BA studs, add the flat on the side of the front cover and - when I have worked out how i am going to make them - have a go at the piston valves. I hope this has been interesting. Malcolm |
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Mar 29, 2020 18:21:29 GMT
A bit more done on the cylinders today - including remedying a nasty mistake.... I was setting out the stud holes on the front valve chest covers using a small centre drill in the mill with the cover in the rotary table. All went well until the last hole where I must have gone in too deep - the point of the centre drill broke through, the drill grabbed and, taking up the slack in the quill, gouged out a deep centre hole just where it wasn't wanted. Here is the damage - and the little brass infill I made to fill it which was later silver soldered in. The pin on the cone is so that I could hold it if it wandered about as the flux boiled. In practice, it did bob about a bit but then settled nicely in place. 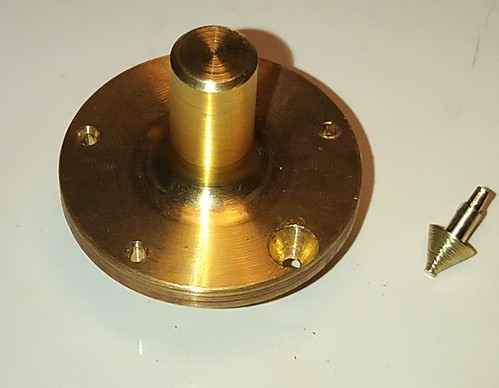 IMG_20200329_144557 IMG_20200329_144557 by malcolm brown, on Flickr The prototype has small bosses on the front valve chest cover which have not been drilled through and appear to be redundant. I don't know what they were for - possibly cast in for an oiling point which might have been fitted here perhaps. Anyway, they were a bit tricky to fit in miniature - 3/16" dia and drilled in at an angle. But it worked out OK. I also made and fitted the glands on the rear covers.  IMG_20200329_185625 IMG_20200329_185625 by malcolm brown, on Flickr Next weekend, I hope to drill and tap the studs holes for all the covers and make up 40 8 BA and 20 10 BA studs to suit. Then I will have to have a go at the piston valves. Malcolm |
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Apr 12, 2020 20:05:17 GMT
Over the last few weekends I have managed the odd hour or two in the workshop but there hasn't been much visible progress until today. Making 50 8 BA and 25 10 BA studs for the cylinder and valve chest covers took quite a while, as did tapping all the holes in the cylinder (very gingerly.... but no breakages). I made the 8 BA studs from 14 swg stainless bike spokes which are fairly cheap and easily obtainable. 14 swg is marginally over 2 mm and therefore a bit closer to 8 BA. Even though it is a few thou undersize, the thread forms very nicely on it. The 10 BA studs, of course, were from 1/16" stainless. But studs and hole tapping don't make for interesting pictures or posts! This weekend, though, I have made a start on the piston valves. These are the sort that are mounted to float slightly on a carrier screwed onto the valve rod and adjustable from the front with two concentric box spanners. I am planning to use flourosint for the valve rings - but I haven't made them yet... I started by shamelessly cribbing Pete (greenglade)'s gadget for measuring the exact distance between the ports in the valve chest. Like Pete, I made it from KS square and oblong brass tube with a locking screw added - and it does the job very nicely.  IMG_20200411_152503 IMG_20200411_152503 by malcolm brown, on Flickr Having (I hope) got accurate measurements for the ports, I could work out the precise length of the valve bobbins which will carry the flourosint rings. These have separate end caps. Also shown in the shot below is the carrier and lock nuts - the carrier screws onto the valve spindle and the lock nuts secure the bobbin on it so that it can float axially but not end-ways. And in the foreground is the valve spindle - 3/16" dia with a 5 BA threaded portion for the carrier.  IMG_20200412_191056 IMG_20200412_191056 by malcolm brown, on Flickr The valve position can be adjusted by screwing the bobbin carrier up and down the spindle, but the prototype has a fine screwed adjustment at the end of the valve spindle where it joins the combination lever, so I did the same. The thread is 5/32" x 60 tpi and the lock nuts are 6 BA half-nuts tapped out. I think it looks the part. The original below - my version above...  DSC00472 DSC00472 by malcolm brown, on Flickr The prototype, incidentally, has Trofimov valves - the valve heads are loose on the spindle and free to slide lengthways. When steam is on, it holds the valve heads out against stops so that they are in the correct position, but with steam off, the valves move inwards and allow free passage of air between inlet and exhaust ports, substituting for snifting valves. 99 3462 has a cast plate on the boiler backplate giving details of how the regulator and cut-off should be managed to prevent the valves hitting their stops too violently. 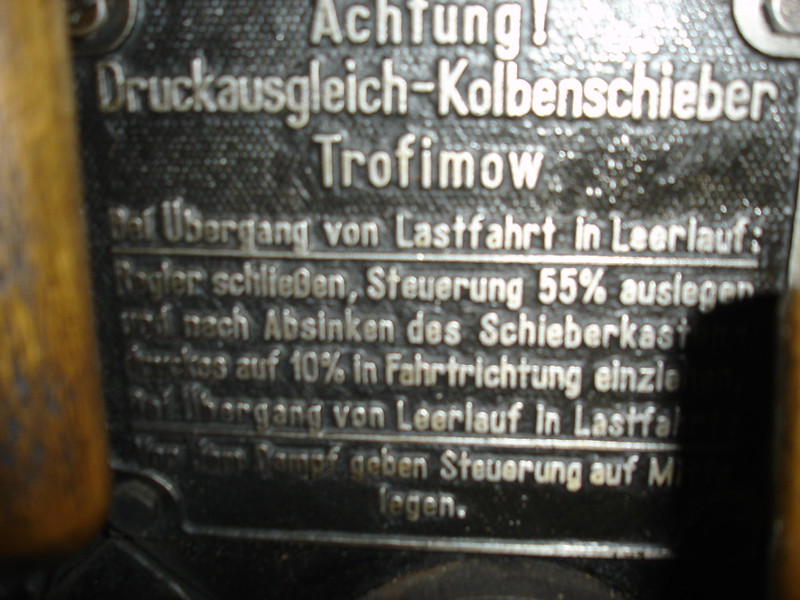 DSC00455 DSC00455 by malcolm brown, on Flickr - I did work out the wording with Google Translate but can't remember it all now... But some of those words beat anything you'd find on a UK locomotive! Anyway, I decided this was all too complicated for a model, so my piston valves will stay put on their spindle.... If I get some workshop time tomorrow I will have a go at the valve rings... Happy Easter to all. Malcolm |
|
lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 12, 2020 22:39:56 GMT
Since german is my first language I will give it a try to roughly translate the instructions:
"Anti vacuum piston valve Trofimov"
Transition from opened regulator to coasting: Close the regulator, set to 55% cut off and wait for the steam chest pressure falling to zero. Then wind back to 10% cut off and coast.
Pulling again: Wind back to mid gear, open the regulator and increase cut off afterwards.
Trofimov piston valves were used extensiveley by the Deutsche reichsbahn in the GDR on both standard and narrow gauge. The valve spindles on the standard gauge engines had some kind of shock absorbers on the stops. This made the valves hit the stops less hard when opening the regualtor at high coasting speeds. The narrow gauge engines didn't have any shock absorbers and there is always a distinctive clack when the valves slam against the stops.
In this video clearly at 0:58 and 1:31
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Apr 13, 2020 9:22:22 GMT
Very many thanks for that Lennart. The procedure makes absolute sense when you think what is going on in the steamchest. But, given that things tend to happen quite fast when running miniature locos, I am not sure I could manage to do all that in the right order when running! I shall have to think whether to make a small version of the plate on the backhead….
The loco in the clip is a mighty beast for the narrow gauge. Not having (yet?) seen 99 3462 in steam, I haven't heard that characteristic Trofimov "click" - the equivalent of the sound of a Gresley snifting valve on the LNER!
Hope all is well with you in Germany.
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Apr 13, 2020 18:00:52 GMT
Well, the flourosint valve rings seem to have worked out OK. I found that with a sharp knife tool it was possible to take off about a thou at a time but even so, being unused to machining the stuff, my first attempt was a tad undersize and I used up almost my whole 2" length of 3/4" flourosint to get four good rings each 1/4" long - and it is darned expensive.... To size the rings, I adopted Don Young's method of fitting bronze piston valves. I made a dummy valve which was a very stiff fit in the liner, smothered it with Rocol anti-scuffing graphite paste and drove it through the valve chest a few times until it was a fairly stiff push fit. This also helped burnish the inside of the liner. I then miked the diameter of the dummy valve and turned the flourosint to the same dimension - but the slightly soft nature of the material made that a very easy fit, so I made another set about a thou larger and these are now a firm push fit in the liners, using a finger, and I am assuming that to be about right. I understand that flourosint expands at about the same rate as bronze, so I am hoping they seal nicely under steam. Anyway, here they are. The bronze bobbin carrying the rings is about 3/64" below the ring diameter, so it will be the edge of the ring which determines the valve events. Like PTFE, flourosint looks pristine when just off the lathe and then picks up grime from one's fingers as soon as it is handled!  IMG_20200413_150531 IMG_20200413_150531 by malcolm brown, on Flickr One is mounted on its bobbin - although, annoyingly, I don't have a 5/16" spanner thin enough to tighten the lock nuts to get it to be free axially but not length wise. I shall probably have to make one... The rest of the afternoon was spent on the tedious job of fitting the studs for the covers, measuring them, removing them, shortening them to length and then refitting them. Boring, but it looks better to have them all the same length with about half a turn of thread beyond the nut. Malcolm |
|
|
|
Post by 92220 on Apr 13, 2020 18:06:13 GMT
Hi Malcolm.
Reading up about your finish reaming of the bores, reminded me of how I did mine. I pressed the liners into the cylinders, as full-size (though they shrink fit them). I then found a local honing company who was prepared to hone the valve and cylinder bores professionally, to within 0.0001" on diameter!! for their basic hourly rate. Yes, it cost me quite a bit, but was well worth it as I would never have managed to get the surface finish they did. I just had to allow them 2 thou material to remove with honing....and the bores are dead parallel - no tapering.
Bob.
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Apr 13, 2020 18:13:05 GMT
Hi Bob.
I think your liners are iron, aren't they? I honed the iron cylinders on the BMR loco, using a hone from Polly Models, and got a good finish on them, but I wasn't too bothered about precise dimensions as I made the pistons to fit. I don't know if honing works with bronze liners although I don't see why it shouldn't.
With the "oversize reamer" trick plus, the burnishing with the dummy valve, I think I have got the liners parallel and really smooth, although the diameter is 0.6475" - definitely an odd size! The flourosint valve pushes through firmly with no tight spots anyway.
Best wishes
Malcolm
|
|
|
|
Post by 92220 on Apr 14, 2020 9:41:23 GMT
Hi Malcolm.
Yes my liners are cast iron. That doesn't make too much difference. Almost any metal can be honed. I used to work as a design draughtsman at Delapena Honing Equipment Ltd. The trick is to use the right lubricant. They supply a special lubricant at exorbitant prices, for honing. All it is is EP gear oil thinned with a small amount of white spirit to bring it down to a viscosity something around car engine oil or around S.A.E.30 oil. It's not critical. The other trick is when the hone or workpiece is rotating, swivel it from side to side continually. That way you will produce microscopic 'cross-hatching' on the bore and the crosshatch marks hold the oil and keep everything well lubricated.
Interestingly, Delapena invented induction heating back in the late 1960s, to heat steel parts for heat-treatment. Their induction heating side was bought up by an American company called Raydyne, and they invented the microwave oven. We saw the very first one which was invented in the Raydyne U.K. works. It was the size of an American style fridge (about 6' high x 3' wide x 2' deep) and the actual oven was the size of a shoe box!
Bob.
|
|
mbrown
Elder Statesman
Posts: 1,796
|
Post by mbrown on Apr 14, 2020 9:53:51 GMT
Thanks for the tips Bob. When I bought the hone from Polly at an exhibition I also bought a bottle of honing oil.....I reckon it will see out my very occasional ventures into cylinder honing!
Best wishes
Malcolm
|
|







