mbrown
Elder Statesman

Posts: 1,874
|
Post by mbrown on Oct 11, 2020 0:43:35 GMT
Thanks Don.
Yes - 0.35 pitch is what I meant!
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 11, 2020 18:08:25 GMT
A change of tack today - a bit more progress on the loco starting with the horn cheeks. These could almost be made from 3/8" angle - but actually they are an offset "T" shape with a register to butt up to the frame gap. I started with a length of 1/2" x 1/8" BMS, set up in the mill on an angle plate. The angle plate was first clocked to be in line with the X axis and then the steel strip was clamped to it and clocked to be level vertically.  IMG_20201011_151701 IMG_20201011_151701 by malcolm brown, on Flickr It's not a brilliant picture - the exposure control on my iPhone seems to be misbehaving - but you get the idea.... Then a 1/8" slitting saw was run down the strip, 1/8" in from the top edge, to 1/16" depth. This ended up a nice push fit for a strip of 1/8" x 3/8" BMS. I had wondered whether it would need a screw or two to keep it vertical but it turned out to be a tight enough fit to stay there of its own accord while it was silver soldered.  IMG_20201011_160325 IMG_20201011_160325 by malcolm brown, on Flickr This gave me the T section I wanted - in this case enough for four horncheeks, so there were four lengths to do. The individual sections were cut off with a 1/32" slitting saw in the lathe.  IMG_20201011_161931 IMG_20201011_161931 by malcolm brown, on Flickr The rear horns are made with 1/4" x 1/2" BMS as each one will be tapered to represent the adjustable wedges with which the loco is fitted. I don't want these to be separate with the risk of coming loose, so they will be integral with the horn. I haven't yet cut off the sections for the rear horns as the ends will have to be angled to be parallel with the frame. I am thinking how to use the tapered part of the frame drilling jig (which is a close fit in the horn gap) to set them up in the machine vice at the same angle as the horn gaps. 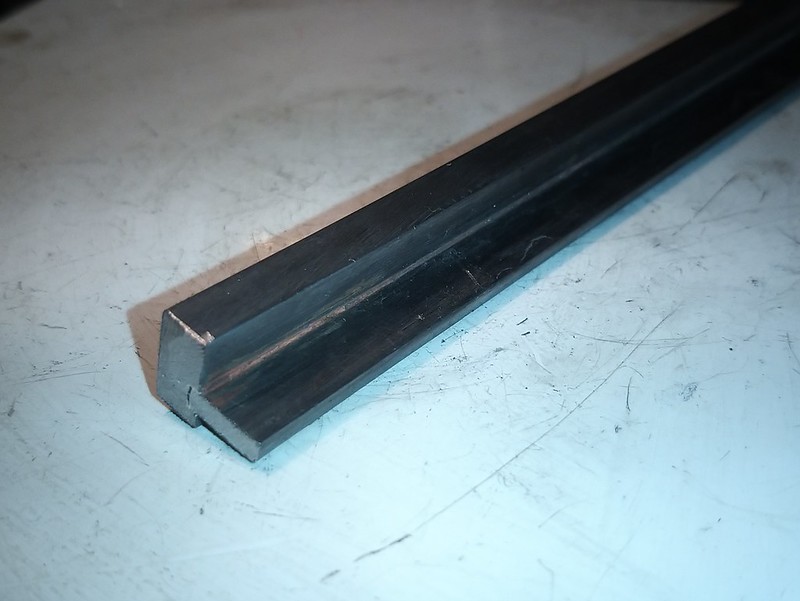 IMG_20201011_183730 IMG_20201011_183730 by malcolm brown, on Flickr So that will be a job for next weekend, along with machining the face of each rear horn to be parallel with the front horns. Once they are fixed in the frame, they can be trued up in the same way we usually deal with cast hornblocks. That's it for another week... Malcolm |
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 17, 2020 19:03:56 GMT
The horn cheeks are nearing completion. The leading ones were straightforward, as in the last post, but the training horns are angled to accept the (dummy) adjusting wedge. I also had to remember that, unlike the front horns, they are handed for left and right sides. Having silver soldered the strips together as above, and then trimmed one leg on all of them down to the right thickness, I needed to part off the trailing horns at the correct angle so that the top and bottom faces were parallel with the frames. For this, I used the little fitting I had made to go into the horn opening, to hold the drilling jig in place. Holding it firmly in the machine vice on the vertical slide, I could then butt it up to a piece of silver steel in the chuck, checking no light came through the gap, thus setting the vertical slide at the correct angle.  IMG_20201017_171401 IMG_20201017_171401 by malcolm brown, on Flickr My Myford vertical slide is not the posh version that swivels in all directions, so the T bolts wouldn't allow it to be held at angle. By using the smaller bolts and T nuts which usually hold the top slide, there was enough room in the holes to allow it to take the correct position.  IMG_20201017_171410 IMG_20201017_171410 by malcolm brown, on Flickr Each horn was then parted from its strip with the 1/32" slitting saw, remembering to do four one way up and the other four the other way. Then the little jog came into its own again and was used in the milling vice to set each horn for the face to be cut back to the correct angle to represent the wedge. I didn't photograph this as the set up was mainly hidden by the vice itself. But here, with a notch at the bottom to distinguish the dummy wedge for the horn, is the first of the rear horns, along with its partner for the front of the slot. The working faces will be lightly machined once in situ in the frame.  IMG_20201017_180901 IMG_20201017_180901 by malcolm brown, on Flickr Not a good photo, I am afraid. The only camera I have is a smart phone and I don't seem to be able to get the lighting in the workshop right and also get the focus right. Am I missing some key point here? With luck, tomorrow I will get the horns mounted in the frames. I am aiming to get as much of the external detail fixed to the frames before setting them up with the buffer beams and (numerous) stretchers as a unit. Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 17, 2020 19:47:33 GMT
By the way, I am starting to work out how to make my fabricated motion brackets and the best way I can think of is based on some 50 mm x 50 mm x 3 mm steel angle as the main foundation. But that size is only available in black mild steel.
I will, of course, scrub up the black surface to be as bright as I can get it, but it will still have a certain amount of mill scale on it, Is anyone aware of any difficulties or pitfalls silver soldering black mild steel? Any tips before I start cutting metal?
Many thanks
Malcolm
|
|
|
|
Post by ettingtonliam on Oct 17, 2020 21:33:37 GMT
Draw filing should get the scale off without reducing the thickness significantly. Alternatively, shot blast it.
|
|
weary
Part of the e-furniture

Posts: 310
|
Post by weary on Oct 18, 2020 8:48:38 GMT
I have made quite a few fabrications from black mild steel.
To clean scale off, both before and after working or heating the material, I immerse it in dilute brick cleaner, around 10%-15% dilution of the strongest brick-cleaner I can find. The scale 'floats' off in black flakes leaving a silver/grey finish. About half-an-hour with some gentle abrasion is usually sufficient, but you will see how it goes if you try the method out. It does not appear to damage the steel, though I know that others, far more meticulous than me, will shudder in horror. I have left steel in the solution overnight sometimes with no apparent damage.
I have had no issues with silver-soldering black steel, but I try to make my pre-soldering cleaning thorough.
Very much enjoying your build.
Regards,
Phil
|
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 18, 2020 10:26:38 GMT
Many thanks Phil - that sounds like the way to go, although I will experiment first.
Draw filing, as Richard suggests, is OK and I have done this in the past, but it's not so easy to do on the inside of an angle.
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 18, 2020 11:02:48 GMT
Just to clarify, Phil -- by 10-15% solution you mean 85 - 90% water to 10 - 15% brick cleaner, not the other way around? That sounds very dilute....
Malcolm
|
|
weary
Part of the e-furniture
Posts: 310
|
Post by weary on Oct 18, 2020 11:19:09 GMT
Yes, 10 - 15% brick cleaner, 85% - 90% water, by volume, simply judged 'by eye'.
That works for me - but I'm a lazy model-engineer! Just immerse the black steel and leave to 'clean'. You will see the scale 'floating off' as tiny flakes. I find a toothbrush, or at a push, some wire-wool adequate for loosening stubborn scale. The solution appears to remain active for quite a while.
I guess if you want a quicker reaction then you could use a stronger (or even undiluted) solution. However, I have not experimented with this approach I like the time delay as I can do other things and return to the solution 'whenever' feeling that it is not time-sensitive and a little too-much time in the bath will not (noticeably) affect the steel.
Apologies for the lack of clarity.
Phil
|
|
|
|
Post by springcrocus on Oct 18, 2020 12:34:40 GMT
Phil,
I assume a pair of Marigolds forms part of your kit? Or is it dilute enough that a small splash won't cause immediate panic?
Regards, Steve
|
|
|
|
Post by ettingtonliam on Oct 18, 2020 13:20:43 GMT
If its strong enough to lift the scale off steel, then its strong enough to cause bad effects on your skin.
|
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 18, 2020 14:20:19 GMT
I have some excellent heavy duty rubber gloves for jobs like this.
On the occasions when - through clumsiness or stupidity - I have got spots of sulphuric acid pickle on my skin, I dunk them immediately in water. Although I don't have running water in the workshop, there is a water butt just by the door. Very useful so long as you don't drop small parts in it.....
Malcolm
|
|
JonL
Elder Statesman
WWSME (Wiltshire)
Posts: 3,047
|
Post by JonL on Oct 18, 2020 14:40:37 GMT
I have both of the myford vertical slides you mention and I never used to use the one that swivels in all directions as its not very rigid at all. I don't think you are missing much by just using the one above.
|
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 18, 2020 19:33:46 GMT
Today saw all 16 horn cheeks finished. Here are a pair mounted on the frame.  IMG_20201018_165209 IMG_20201018_165209 by malcolm brown, on Flickr Each is held on by 4 x 8 BA bolts and nuts. This feels a little flimsy, although reasonably to scale, and when I come to fit them permanently I will use some Loctite to make sure they stay put. The bolts may need shortening a little - but not much, as the ones on the prototype stick out a fair bit and the nuts are secured with split pins.... which is possibly a step too far for me. Tiny split pins catch in cleaning rags and cut into fingers etc. if they are in exposed places... I also made a start on cutting the 50 mm Black Mild Steel angle for the motion brackets. It turned out that the angle was not quite square so I ended up machining the two outer sides, just skimming a little off in the mill, and that took off the mill scale. Unfortunately it has left the insides of the angle slightly tapered - not much but enough to throw out the fabrication I am planning, so a similar skim off those sides seems called for. Thus the mill scale problem is solved, but I will keep the brick cleaner suggestion for other bits and bobs that are being made from black angle. The thinning down of the angles after machining is not a problem and actually brings them closer to scale. It may be a couple of weeks before I am back in the workshop, but the motion brackets will be the next parts to progress. Oh, and I also fitted the draught excluder to the other garage door! A bust day. Malcolm |
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 19, 2020 12:34:04 GMT
Next weekend, I was to have had my last driving turns on the Talyllyn for this year. Now the Welsh Lockdown starts on Friday (why couldn't they have waited until Monday?!!) it looks as if the motion brackets for 99 3462 will be making further progress instead.
Malcolm
|
|
|
|
Post by Deleted on Oct 19, 2020 12:46:33 GMT
This has been on the cards for some time...I know from my inside contacts that plans have been suggested for a London lockdown over school half term too. It's possible it may be a national lockdown ...we shall have to wait and see. Keep up the good work on 99 3462...  Pete |
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 19, 2020 14:00:57 GMT
Indeed Pete - but just my luck to fall foul of the timing by three days! I missed a week of driving early in the lockdown and only got a few turns in the summer instead of my usual two weeks.... But 99 3462 may well benefit!
Still getting inspiration from your FS!
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 24, 2020 17:59:21 GMT
Progress today on the motion brackets. First, some pictures of the real thing. This is what it looks like from the side:  DSC00440 DSC00440 by malcolm brown, on Flickr You can see the bracket for the slidebar and the way the motion bracket casting extends backwards to provide a platform for the expansion link pivot box which is mounted above the running board. You can just see the expansion link on the left. And here's a view from behind looking forward. The casting bolts to the frame and is shaped to fit around the heavy angle which is rivetted to the top edge of the frame. I decided to incorporate that section of the angle in the motion bracket fabrication. The slidebar bracket is on the far right and on the left there is an oval hole through which the draincock linkage passes. You can also see the two diagonal brackets to support the cantilevered platform.  DSC00437 DSC00437 by malcolm brown, on Flickr As noted earlier, I decided to base the fabrication around a section of 50 mm x 50 mm x 3 mm black steel angle (bright angle seems not to be available in this size and black steel is more stable when cutting bits away). I found that the angle was not quite a perfect right angle and I ended up lightly machining most of the surfaces to true it up. This reduced the thickness to 2.5 mm which is actually a bit closer to scale. The machining cleaned off most of the mill scale, and the remining bits were dealt with using a wire brush in the hand drill, so I haven't yet used the brick-cleaner method recommended by others on the site. In the shot below, you can see the basic angles, which form the part of the motion bracket which bolts to the frame, the section of angle along the op of the frame, and the platform for the expansion link pivot box. Before you ask, yes, I did make two right hand ones before realising my error..... I have made the various gussets and lodged them in place on one of the brackets, and bent to shape some of the beadings which will, I hope, make it look like a casting.  IMG_20201024_180130 IMG_20201024_180130 by malcolm brown, on Flickr I forgot to put the slidebar brackets in the shot. They are just short pieces of 5/16" x 3/16" BMS. Tomorrow, all being well, I hope to find time to screw all the bits together and braze them up. That's it for now. Malcolm |
|
mbrown
Elder Statesman
Posts: 1,874
|
Post by mbrown on Oct 25, 2020 18:15:08 GMT
I thought it would be quite quick to assemble and braze the motion brackets but in fact it took ages to get one of them together, which is all I had time for today. Each bit had to be fitted carefully and the screwed together with 8 BA and 10 BA screws and making the beadings a good fit took several attempts. I neglected to take any pictures before brazing it up and filing the screwheads off, but here is the RH bracket after pickling and basic cleaning up.  IMG_20201025_171826 IMG_20201025_171826 by malcolm brown, on Flickr And here it is again after a quick coat of zinc primer to prevent rusting.  IMG_20201025_172822 IMG_20201025_172822 by malcolm brown, on Flickr  IMG_20201025_172811 IMG_20201025_172811 by malcolm brown, on Flickr You can see a few areas where it will need a bit more fettling - such as the beading around the oval hole which sprang slightly, but a bit of work with riffler files will see to that. When the LH bracket is done - next weekend I hope - there is one more operation which is to mill a shallow slot for the slidebar at the correct angle to match the inclination of the cylinders, As with the cylinders, where the block is square to the frame but the piston and valve rods angled at 20 degree, so the motion bracket is all square but machined to suit the slidebar. So not as much progress as hoped, but I quite pleased with how this little fabrication has come out. Malcolm |
|
|
|
Post by Roger on Oct 31, 2020 13:55:23 GMT
Lovely work Malcolm, that looks superb!
|
|






