|
|
Post by jon38r80 on Jun 3, 2021 14:37:42 GMT
What you are finding with the lack of a written start up guide is pretty much why I found it very hard to understand what was needed to hook up a CNC set up for my Mill. Pretty much why I have not done it as well as the cost.
|
|
|
|
Post by Roger on Jun 4, 2021 9:09:39 GMT
What you are finding with the lack of a written start up guide is pretty much why I found it very hard to understand what was needed to hook up a CNC set up for my Mill. Pretty much why I have not done it as well as the cost. Mach4 was a very different experience to this, that was pretty straightforward. If you've never done any programming, I wouldn't recommend KMotionCNC, it's just too hard to get to grips with in a sensible time. None of it is especially hard, and there is a very comprehensive manual and dozens of other documents. However, trying to find that fundamental nugget of information you need is very difficult, so you end up going to the Forum. If they spent a bit more time on some more YouTube videos, they would make life easier for themselves and for the end user. |
|
|
|
Post by jon38r80 on Jun 4, 2021 11:10:16 GMT
"trying to find that fundamental nugget of information you need is very difficult,"
Precisely, and its usualy that small piece of very important information that ties everything else together and results in an epiphany.
|
|
|
|
Post by Roger on Jun 12, 2021 9:40:20 GMT
I've gradually been working through the issues and almost have the three main axes in a usable state. However, during the tuning, it has become clear that the flexibility in the base of the machine is going to limit the accuracy. That's because there's too much movement between the leadscrew mount and the machine column. I've known about this since I did the conversion, but I've just ignored it until now. So to put some figures to this, I've mounted the clock on the column, and I'm measuring the deflection of the base near the ball nut mounting.  20210612_100924 20210612_100924 by Georgia Montgomery, on Flickr Here's a video showing what happens when I do two step movements lifting the knee, followed by three steps in the other direction.  20210612_100942 20210612_100942 by Georgia Montgomery, on Flickr You can see that the base deflects downwards at least 40 microns during the move, then it recovers afterwards. There's no way to trim this sort of behaviour out of the system. So I have several options, the most satisfactory is to beef up the base to reduce the deflection. However, that's a mammoth task requiring stripping down the machine. That's not such a big deal, but being without the machine is not ideal if I need it for a commercial job. One problem is that it will be much harder to create a solution with the machine not being available to assist with making the various parts. However, that's the sensible thing to do, I just need to muster up the resolve to get on with it and grapple with what's involved. At least I now have the travelling crane to make the lifting easy. I'm guessing that the thin top part of the casting is bending into a dished shape. It might be that adding a couple of braces inside left to right or front to back would make all the difference. I have to leave space for the leadscrew to go down through the middle so whatever goes in there would need to be either side of that. Some thick pieces of plate mounted on edge and screwed through the sides of the casting might work. I'd probably have to use some Aluminium loaded putty such as Devcon between the faces to make sure there was a decent contact surface. Another alternative might be to fill it with concrete, but I'm not so keen on that idea, even thought it might be more rigid. |
|
|
|
Post by Roger on Jun 12, 2021 22:26:11 GMT
So I decided to go for it, and beef up the base casting. The top is more stable with the riser left intact as a counterweight.  20210612_172253 20210612_172253 by Georgia Montgomery, on Flickr I'm going to be really short of room when this is all apart, so I've strapped it upright against the grinder.  20210612_172929 20210612_172929 by Georgia Montgomery, on Flickr The table only has to have the motor removed and the ends released, not forgetting the limit switch actuator which will mangle the switch if it's not removed when the table is slid off.  20210612_221438 20210612_221438 by Georgia Montgomery, on Flickr Anyway, so far, so good. I should get it all apart tomorrow. Unfortunately, I think all of the wiring will have to come off the controller to make it possible to invert the base. I suppose it will give me the opportunity to tidy it up when it goes back on. |
|
|
|
Post by Roger on Jun 13, 2021 17:57:13 GMT
It's taken a little longer than expected, but I'm writing out a detailed procedure this time so it will be easier in future. The Z-axis motor and belt drive need to be removed as well as the Y-axis limit switches which are conveniently mounted on a bar. It's inside the knee casting, but easy enough to remove with two cap screws. Once the Y-axis leadscrew and encoder are removed, it's a simple job to slide the carriage off.  20210613_124415 20210613_124415 by Georgia Montgomery, on Flickr The Z-Axis thrust arrangement, pulley and locknut are easy enough to get off, and then it only remains for the bolt that acts as the limit switch actuator to be removed, and the whole knee slides up and off.  20210613_145534 20210613_145534 by Georgia Montgomery, on Flickr Tipping it over proved to be easier than I expected, it's very heavy. The height I've chosen for setting it down on, proved to be just right for getting it almost to the tipping point...  20210613_173823 20210613_173823 by Georgia Montgomery, on Flickr ... and finally I can see what I need to address. The walls of the casting are a pretty decent thickness, but it's clearly not enough for what I'm expecting it do cope with. So at the moment, I'm thinking along the lines of getting a thick plate plasma cut to pick up the holes holding the column on. That cast rib to the right of the column is 26mm high, while the others are about 10mm The top of the casting has a big square piece that I can tap into to secure a plate underneath. I can get four M10 bolts into that. So I'm thinking that two plates can be bolted to those area. Then I can bridge the two plates with two thick plates on edge that could potentially reach front to back and be screwed into the front and rear vertical faces of the casting. I think I'm going to have to mock this up with hardboard and then get the plates cut to match those. The first thing to do is to find the hole centres and overall sizes.  20210613_175258 20210613_175258 by Georgia Montgomery, on Flickr |
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,856
|
Post by uuu on Jun 13, 2021 18:08:42 GMT
There was I thinking that you were just going to fill the cavity with concrete.
And then have to recalibrate for the additional gravitational attraction.
Wilf
|
|
|
|
Post by Roger on Jun 13, 2021 21:46:41 GMT
I decided to remove the column too, since I'm going to bolt a plate on the inside using the existing hole centres and all of the bolts are going to have to come off to fit that anyway.  IMG-20210613-WA0001 IMG-20210613-WA0001 by Georgia Montgomery, on Flickr It's also a lot easier to find the hole centres with a bit of 'Brass rubbing'.  20210613_204741 20210613_204741 by Georgia Montgomery, on Flickr  20210613_204756 20210613_204756 by Georgia Montgomery, on Flickr I've very carefully drawn some lines to the edges of the holes and tried to see how square the pattern is, and how close the hole centres are to each other. It turns out that they've made a decent job of it, which is more than can be said of the position I had to attach the leadscrew mount, which had to be 5mm off the centre line to line up with the hole in the knee.  20210613_210202 20210613_210202 by Georgia Montgomery, on Flickr Anyway, I've created a 3D model of both plates, and now I have the tricky decision of what to do to join them together. I can put four M12 holes to support the leadscrew attachement area. There's a raised cast platform that I can tap into. Unfortunately, there are two column attachment bolts that are right where I'd ideally like my supports. I'll have to chew over the options. |
|
|
|
Post by Roger on Jun 14, 2021 11:57:26 GMT
Adding a stiffener is really tricky because the existing casting has ribs and bolts I need to use, and many of them get in the way. I really want to bridge the whole base from front to back, but that's just not feasible in one piece because of these issues and the fact that I have to be able to clear the leadscrew too. So here's what I've come up with. In essense, there are two plates that firmly attach to the underside of the column and the area where the leadscrew is located. Between them is a 25mm deep web, so they have to be separate. I've connected them with two vertical plates that just fit between the existing bolts. Those reach right to the outside, so I can put bolts into those from the outside. The short vertical plates are attached to the other side of the casting. Those are welded onto the corners of the leadscrew plate. Again, there are cast ribs there that prevent those plates going much lower. Instead, I'll put a generous weld fillet there. This is all made from 20mm Steel plate with all of the holes plasma cut too, so there should be no machining required. I've added extra lifting holes in the various pieces so I can lift this with the crane. It's going to be mighty heavy! Anyway, at least doing it in pieces like this, it can be partially assembled, tack welded and installed complete. The idea is to weld the two long vertical stiffeners to the main plates first, and then add the shorted ones once that's done. I dread to think how expensive the Steel is going to be, I've just sent it out for a quotation.  Base stiffener assembly Base stiffener assembly by Georgia Montgomery, on Flickr Stop press... that quote came back as £366 Inc VAT which I think it very reasonable, so I'm going ahead with that. I explicitly looked for a company advertising Plasma Cut plate, and this one do a lot of structural Steel. My usual suppliers have to get this sort of thing done for them, so I thought this company was a better fit for what I'm after. |
|
jem
Elder Statesman
Posts: 1,075
|
Post by jem on Jun 14, 2021 14:58:27 GMT
Could you fill the bottom with concrete up to the webs, and then put a plate across the whole base, instead of your very complicated steel work, the concrete would only be the thickness of the webs, which I would imagen is about 50 to 70 mm thick that would certainly stiffen it up, and you would of cause need longer bolts for the column, which would not be a problem.
best wishes
Jem
|
|
|
|
Post by Roger on Jun 14, 2021 15:22:27 GMT
Could you fill the bottom with concrete up to the webs, and then put a plate across the whole base, instead of your very complicated steel work, the concrete would only be the thickness of the webs, which I would imagen is about 50 to 70 mm thick that would certainly stiffen it up, and you would of cause need longer bolts for the column, which would not be a problem. best wishes Jem Hi Jem, I did seriously consider this option, but one issue is that concrete doesn't adhere to the inside of the casting. I have used that approach before though. We used to fill the inside of the large RHS Steel sections on our fabricated CNC machines, and that made a huge difference in the torsional stiffness. Another option is to use an Epoxy based reinforcement. In the end, this isn't wildly expensive, and it's certain to make a big difference. |
|
|
|
Post by Roger on Jun 14, 2021 20:21:00 GMT
It will be much easier to fit the parts with it in this orientation. I'll pay for the plates to be cut tomorrow, and hopefully they will be done later this week.  20210614_211750 20210614_211750 by Georgia Montgomery, on Flickr |
|
jem
Elder Statesman
Posts: 1,075
|
Post by jem on Jun 15, 2021 14:32:37 GMT
I have found that concrete sticks very well to my wheel barrow, steel if it isn't cleaned out properly, but an epoxy based would be better, as long as it is as heavy.
best wishes
Jem
|
|
|
|
Post by jon38r80 on Jun 16, 2021 16:06:19 GMT
I expect that you will use some sort of bedding compound between the plates and ytour casting, If you werent then I think that you should,a filled epoxy or similar should do it.
|
|
|
|
Post by Roger on Jun 16, 2021 18:53:09 GMT
Hi Jon, Yes, I'll definitely use Devcon Aluminium Filled Epoxy under the plates for the final assembly. I paid for the Plasma cut Steel plates first thing this morning, and it was ready for collection at 1pm! I didn't get the clearance hole for the leadscrew stop in quite the right place, but fortunately the lathe will swing the plate so I could move that over a bit. The top of travel is determined by a sturdy aluminium collar on the Leadscrew that bottoms out onto a 4mm thick Silicone Rubber washer to protect the Ball nut.  20210616_151324 20210616_151324 by Georgia Montgomery, on Flickr The holes were tapered as expected, so I ran the clearance drill through them. I made a Steel Drill bush to fit in the holes. That has a 20mm long shoulder, and it's a reasonably close fit in the hole. 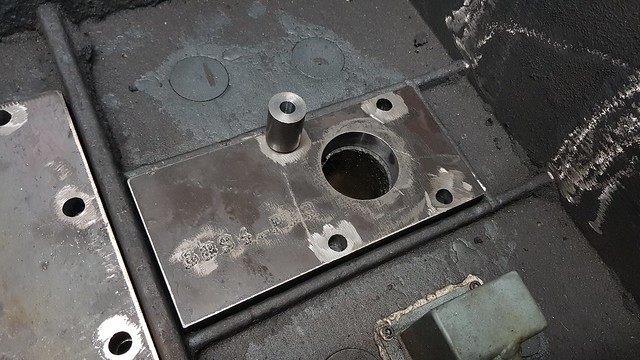 20210616_165147 20210616_165147 by Georgia Montgomery, on Flickr It's good enough to line up the electric drill and go straight through with the tapping size.  20210616_183855 20210616_183855 by Georgia Montgomery, on Flickr So those four are now drilled and tapped M12, but I'm going to have to bolt the column back on with the plate and new bolts before I can tack well the vertical braces. That's because the holes are a generous clearance, and I don't want to find that I weld it all up, only to find that the bolts won't all fit back into the column. Anyway, that's enough for one day, it's too hot to do much physical work. I've used the angle grinder to prepare the areas that need to be welded.  20210616_193512 20210616_193512 by Georgia Montgomery, on Flickr |
|
|
|
Post by Roger on Jun 17, 2021 20:33:11 GMT
Now I've almost resolved all of the interface and software issues with KMotionCNC, it's probably a good time to explain a little more about how this system works.
The heart of the system is the clever KFLOP board which does all of the heavy lifting when it comes to the Servo control. It looks like the KMotionCNC program runs on the PC, and the 'C' programs run on the KFLOP board.
The key difference between this and Mach4 is that the KFLOP board is responsible for the realtime closing of the position control loop, if you're using closed loop. In that regard it's completely flexible, you can select whatever options you want, be those open or closed loop, with Analog or Step & Direction outputs. You can even mix and match if you have the hardware for that.
For PC users, KMotionCNC is a free open source program that you can modify if you have the necessary skills. It's written using Microsoft Visual Studio in C++, and all of the source code is supplied in the download. I've downloaded Visual Studio 2019 just to have a play and see if I can get it to compile. I'd like to change the metric DROs to 3 digits past the decimal point instead of the current 4 digits which is ludicrous. I've already found where that's done in the code. If that goes well, it opens the door to much more experimentation if I feel like it. Most users will never do any of this, but it's interesting and potentially very useful. Mach have a nasty habit of changing things and messing it up, and there's no way to know what they've done, and you can't undo it. It's very frustrating.
The general setup of the Servo control side is done through selecting and modifying an appropriate Initialisation 'C' program with the aid of the KMotion program. Other functions, such as the way the enable works, are added to this file which is automatically compiled and run on KFLOP when the system starts. Further 'C' programs seem to run directly on the KFLOP board, such as those that start or stop the spindle. Writing these from scratch would be a bit painful, but suitable ones are provided, and you just have to tell KMotionCNC what those are. You do have to set up which channels and bits to use, based on your hardware configuration.
So although there's a steep learning curve to get started, it's a much more flexible and powerful control than Mach4, even if it isn't as pretty.
There's a screen editor which is pretty clumsy, but it does enable you to hide and move buttons and controls. The exact functions they perform can be completely customised if you know what you're doing. There are a lot of examples, and the software Engineer who wrote all this answers questions promptly on the Forum.
It's certainly not for the faint hearted though. Plug and play it most certainly is not, especially if you're determined to implement a system that's a little different to the norm. However, it does look like the real deal technically. It will certainly do everything I need. Some things like the graphic display of the tool path and limits leaves a lot to be desired, but doubtless I'll figure out the best way to use what's provided soon enough.
Anyway, I'm pleased I've decided to make the move, even though it's taken a month of messing about to create the necessary hardware interface and get to grips with everything.
|
|
|
|
Post by Roger on Jun 18, 2021 20:52:09 GMT
I put the column back on with the longer bolts holding the strengthening plate in place, checking that the column looked to be in the right position. Then I spotted through the 6mm dowel holes I'd pre-drilled in the 20mm plate.  20210618_105728 20210618_105728 by Georgia Montgomery, on Flickr However, I'd stupidly not checked that they were definitely going to find some material underneath, and the top LH one only just catches the edge of the casting.  20210618_111607 20210618_111607 by Georgia Montgomery, on Flickr It was enough to locate it while I put another one in. You can see that one between the two top RH holes. Anyway, this didn't want to sit nicely because the plasma cut edges aren't square. However, I thought if I tacked them in the right position and then infilled little by little it would stay square.  20210618_131731 20210618_131731 by Georgia Montgomery, on Flickr Wrong! That was hopeless, it twisted all over the place. So my dear friend Bill came to the rescue, and here I am truing the edges on his mill.  20210618_161953 20210618_161953 by Georgia Montgomery, on Flickr That's much better, it sits down square and pretty much stayed that way with all of these tacks.  20210618_203732 20210618_203732 by Georgia Montgomery, on Flickr It's very awkward getting in there with the TIG welder, you just can't see well enough to make a neat job.  20210618_203803 20210618_203803 by Georgia Montgomery, on Flickr You can also see that I'm struggling to get enough heat into this with 170Amps.  20210618_210229 20210618_210229 by Georgia Montgomery, on Flickr It's also really awkward welding with it perched on the top of the casting, it's just not high enough to get comfortable. I also need to pre-heat this, else it's going to be really difficult to weld. So here I've made a bit of space and set up the Workmate with some Thermalite blocks so I can freely play the Propane torch on it and also it's high enough to get comfortable.  20210618_213112 20210618_213112 by Georgia Montgomery, on Flickr It's too late to be doing that now, and I'm almost out of Argon, so I won't get far. I'll get some more on Monday and hopefully get this all welded up. I'm not going to fully weld it, I don't think that's necessary. I can get to both sides of this one, but I can't when I fit the second one. |
|
jem
Elder Statesman
Posts: 1,075
|
Post by jem on Jun 19, 2021 18:23:00 GMT
A bitr of stick welding might be better, and cheaper too.
Jem
|
|
|
|
Post by Roger on Jun 19, 2021 18:38:25 GMT
A bitr of stick welding might be better, and cheaper too. Jem I'm sure you're right, but I don't have any rods, and I'd need a lot of practice. Fortunately, it's not too much to do. |
|
|
|
Post by Roger on Jun 21, 2021 22:27:05 GMT
This has worked out fine now that the edges of the plates are machined square. This is the first pass...  20210620_144340 20210620_144340 by Georgia Montgomery, on Flickr  20210620_144351 20210620_144351 by Georgia Montgomery, on Flickr ... and this is the second. I had to pre-heat it to about 150C because 170Amps just isn't enough with that huge slab of plate sucking all the heat away. With it hot, the welder coped well.  20210621_175633 20210621_175633 by Georgia Montgomery, on Flickr It's not exactly pretty...  20210621_175642 20210621_175642 by Georgia Montgomery, on Flickr ... but it is strong.  20210621_175649 20210621_175649 by Georgia Montgomery, on Flickr On to the second plate. This all went back on without any forcing, so that's a good sign.  20210621_203943 20210621_203943 by Georgia Montgomery, on Flickr Tacking this is really awkward. I had to take out the Cheater Lens from the welding mask because it was too far away to be able to focus.  20210621_203924 20210621_203924 by Georgia Montgomery, on Flickr The ends have had three runs to make a nice big fillet.  20210621_220337 20210621_220337 by Georgia Montgomery, on Flickr The same goes for this end. I managed to weld about 25mm along the inside, but I can't to much more with the TIG  20210621_222745 20210621_222745 by Georgia Montgomery, on Flickr So this is tacked on and straight...  20210621_222802 20210621_222802 by Georgia Montgomery, on Flickr ... but I really could use to weld a bit further along the middle. I'll have to ask my dear friend Bill if he thinks he can stick weld between the plates. It's a bit tight, but it might just be possible. |
|





