44767
Statesman

Posts: 539
|
Post by 44767 on Apr 19, 2022 7:25:01 GMT
During our second lock down in 2020 here in New Zealand, I made my isolation project to complete the restoration of an Alba 1A shaper, one which I have had for many years. At one stage I was going to sell it; it seemed I rarely used it and it was taking up floor space. Then I thought a bit more and believed the chance of getting a job where a shaper was perfect, was high and if I let it go, I would rue the day it went. So I made the decision that if it was staying, I'd make it as good as new. As it turned out, I think it is now better than new as I found faults with the original machining and fitting; faults which have now been rectified. I'll explain in photos as I go but here it the most recent photo which spurred me to start this thread.  |
|
|
|
Post by Nigel Bennett on Apr 19, 2022 8:42:28 GMT
You won't be able to use it now - you'll get it all dirty and you might chip the paint!
Well done - if the rest of it looks as good as that you deserve a pat on the back at least. Or you could fasten a hand to the ram, start it up and let the machine pat you on the back...
|
|
44767
Statesman
Posts: 539
|
Post by 44767 on Apr 19, 2022 9:54:52 GMT
Nigel, I have used it more than I ever did! It's so quick and easy to set up, tooling is cheap and it gives a very nice finish.
Someone, perhaps on this forum but possibly on FB, said the only thing you can't make on a shaper is money. I have even proved that wrong. I was asked to machine some parts for the place I used to work for. There were eight flat bearing plates which finished at 8mm thick. The material they supplied were cast slabs for each one -22mm thick, the material was aluminium bronze. I decided to rough them out on the shaper while I did the finishing operations on my machining centre. So, while I worked on other machines, the shaper was happily removing excess material, unattended but still earning my usual charge out rate!
|
|
|
|
Post by 92220 on Apr 19, 2022 16:35:43 GMT
+1. I agree, whole-heartedly, with Nigel!!
Bob.
Edit: Can't wait to see some more photos, Mike. How about it??
|
|
44767
Statesman
Posts: 539
|
Post by 44767 on Apr 19, 2022 21:19:31 GMT
I don't have a photo of the whole machine before I started but this is the main casting showing the condition of it. The blue paint is the fourth coat of paint this machine received! You can see green, in fact there are two different greens, under the blue; all this on top of the original dreary machinery grey original coat.  I'll explain the repairs and modifications with pictures soon but this is a taster of some of the cosmetic improvements.  This is the adjustment arm casting for the automatic cross feed. It had been broken and repaired [badly] with bronze. I modelled it in SolidWorks and made a new one from solid cast iron.  I'll explain the faults I found next time. Cheers,Mike |
|
44767
Statesman
Posts: 539
|
Post by 44767 on Nov 7, 2022 11:02:59 GMT
Once I had stripped and repainted the machine, upon reassembly, I found that I could not get the ram to fit nicely. Even though I had ground the gib strip so it was flat, I could not get the ram to travel nicely over its whole length. Thankfully, there was no sign of wear on the main casting as all the scraping marks were still visible. I concluded that the ram's dovetail slide surfaces needed to be remachined. To machine the flat bottom surface, it needed to be clamped to the only machined face on the top which is where the clamp nut for the stroke position fastens. This was stoned flat and the part clamped through the middle. Actually, before this, the face which the drive rod clamps onto inside had to be faced as it was only a cast surface. This is one improvement which stops the drive rod kicking over at all sorts of angles, if left unmachined. Just a minimum amount was taken off the bottom face.  Then the casting was turned over and clamped to the newly machined face. It was clocked true over about two thirds of its length which was straight and averaged over the two sides. Then the second axis of the vertical head was angled at the 45° and the lightest of cuts was taken from the first touch point. I found I had a complete full cut on that first two thirds and then the cut feathered out. I noted that the area above the interface with the female dovetail also feathered away. If this taper was due to wear, this area would have been cut with my first scratch cut. Another cut was taken to clean up the whole surface and the exercise was repeated on the opposite side, again with the feathering etc. This lead me to believe the original machining of the slide was never flat, possibly machined on flogged out machines(?) Here's the set up which shows the initial cut feathering out. 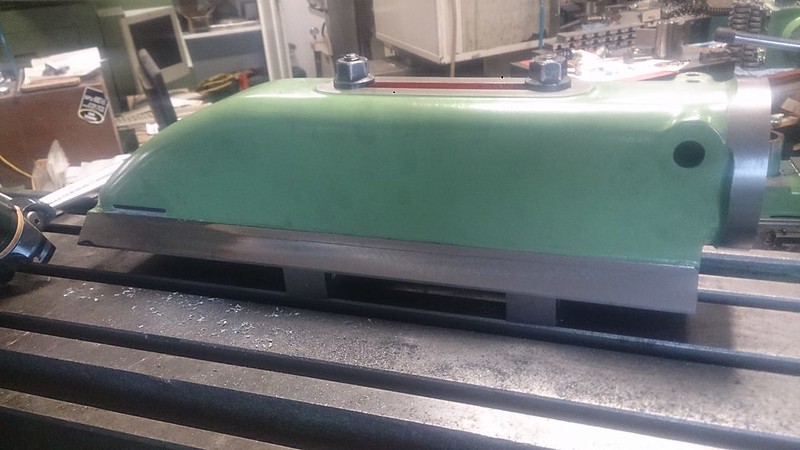 And a few shots of the machining of this dovetail:  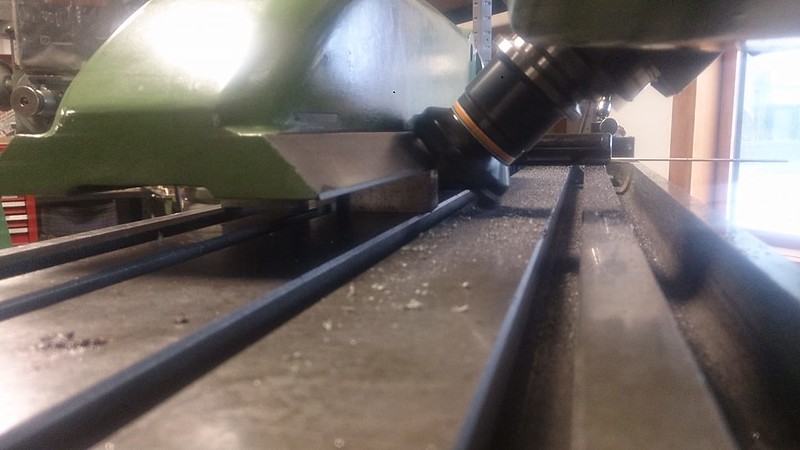  This is the resulting fit after assembly.  I'll write more soon, Mike |
|
|
|
Post by GWR 101 on Nov 7, 2022 11:59:16 GMT
Mike, great work, sadly i believe a shaper is a disappearing piece of kit these days. Back in apprentice days it was widely used as part of the training. It was a great teaser to ask if any one had seen one "running backwards" !!. Anyone who has examined the workings of one will know this is of course certainly possible.
Regards Paul
|
|
|
|
Post by simplyloco on Nov 7, 2022 14:39:14 GMT
Mike, great work, sadly i believe a shaper is a disappearing piece of kit these days. Back in apprentice days it was widely used as part of the training. It was a great teaser to ask if any one had seen one "running backwards" !!. Anyone who has examined the workings of one will know this is of course certainly possible. Regards Paul Agreed. A slow front stroke and a built in quick return mechanism! I never got one to run backwards though... |
|




