darrene
Part of the e-furniture

Posts: 440 
|
Post by darrene on Mar 9, 2023 18:22:30 GMT
I quite liked the idea of adding a milling machine to the workshop but hadn't planned on getting one for some time, if at all.
I spotted something irrestible recently though, in the form of an old Centec 2 with a vertical head. It had been stripped down and cleaned by it's former owner, then gifted to a heritage steam line who didn't have the heart to scrap it and so asked for £50 for it.
Well that ticked quite a few boxes... 1) A trip to a heritage steam line is not something to pass up for any reason, 2) Centecs had been machines I'd idly considered in the past due to their compactness, 3) This one, being stripped down made transportation a breeze. 4) I was after a project and anything I bought I'd likely want to strip, clean, examine and reassemble.
I reckoned it was well worth a gamble - although believed to be complete, even if a leadscrew was missing, or it turned out to have a problem the motor alone was worth the money.
So I went and fetched it and spent a very pleasant few hours at the line, being fed coffee and cake and given a tour of the works by the foreman. It was hard to know where to look as I got to see piston grooves being re-cut in the workshop, a Mogul chassis, a brand new tender and some Merchant Navy wheels getting new axleblocks
My plan of attack is to try and trial-assemble everything to figure out where it goes and to see if anything is missing, then take it apart again, paint it and perform a final assembly...
Darren
|
|
|
|
Post by ettingtonliam on Mar 10, 2023 9:51:51 GMT
If you've any queries, just ask. I had a Centec 2B for many years, so might be able to help with the jigsaw puzzle.
You did well to get that lot for £50, the vertical heads can fetch two or three hundred on their own.
|
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on Mar 11, 2023 16:21:31 GMT
Thanks very much. I suspect I'll be taking you up on the offer of help, there's still a bit of head-scratching going on, but it's coming together! There's some bad news on the vertical head front - The vertical shaft appears to be seized  I'd hoped it was due to being packed with ancient and now solid grease...upon splitting the two parts of the head I can see that although it was, this wasn't the cause of the stuck shaft; I suspect one or both of the bearings have seized. I can get a degree or so of rotation but that's about it. I'm going to need to press the shaft off of the bearings and out of the head...probably natures way of telling me I need an hydraulic press  Sadly there are none for sale near me at the moment so I'm going to take it to a local agricultural fabricator to use his  The previous owner appears to have modified the saddle to remove the quick feed capability. Some notes which came with the mill indicate it was for a modification he was planning. Speaking to some owners, quite a few tend not really to use the fast feed so hopefully I won't miss it. I have to say he made such a neat job of it, I couldn't understand why there was no place for the gesr shaft originally!   Being the old model 2, the knee feed is a pretty awful affair so I'm taking a tried and tested approach of using an antique Shelley car jack (from a Morris 8 I think...) under the knee to give a fine z axis control! The next task on the list is to rewire the motor which looks very non-original. I see two posts - A and B so I'm guessing it's live to one and neutral to the other, chosen at random and then swapping them if it rotates the wrong way?   |
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,860
|
Post by uuu on Mar 11, 2023 18:25:35 GMT
I never used the fast feed on mine. I think the idea was to support the powered feed - you could set a trip to disengage the half-nuts, then fast-rack the table back for another pass.
I'm trying to find my user manual - it may be lost, but I'll let you kn ow if I can find it.
Wilf
|
|
|
|
Post by ettingtonliam on Mar 11, 2023 20:22:25 GMT
About the only time I used the fast feed on mine was when I had a batch of gears to cut, about 600 teeth in total. I found that I could slow feed on the cut, and then whip it back quickly to the start point again. I seem to remember that it saved me about 20 seconds per tooth, total 200 minutes or 3 hours 20 minutes, which seemed well worth it.
I can't help on ideas with vertical head, it was one part I never had apart.
If you ever want to use it in horizontal mill mode, instead of vertical, you will find the spindle turns opposite hand-----.
|
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on Mar 12, 2023 18:16:18 GMT
It sounds as though whilst it would definitely have its uses, the absence of the fast traverse won’t be the end of the world. I just need to avoid cutting huge numbers of gear teeth I’ve popped the horizontal head on it for the moment, to check the arbour for it and understand it a little. I’ve also popped the c nuts back on the head, doubled them up and tried a c spanner on them to rotate the shaft. I can get a rotation but the shells are trying to move - definitely new bearings time.. Looking at the configuration it seems to be: Top bearing Shaft Thrust nut Bevel gear (Shoulder) Shaft Bottom bearing It looks as though I press the shaft down and off the top bearing. After it’s been pressed out of the top bearing the shaft should be free. Pause its downward journey as the nut comes into reach and undo the grub screw in it. Unscrew the nut up the shaft which also frees the bevel gear to move up as the shaft is dropped out, through the lower bearing shell. Thats the theory anyway. Watch this space! Rather optimistically I suppose, I’ve ordered a little 3” milling vice for it. Next task is to check the motor. |
|
uuu
Elder Statesman
your message here...
Posts: 2,860
|
Post by uuu on Mar 12, 2023 19:37:49 GMT
I did find on mine that the limiting factor was the head-to-table gap. A little vice (as you have bought) is what you need - and a way of holding cutters that uses as little space as possible. I didn't like using 2MT finger collets - I could never get them tight enough to be secure. A Clarkson chuck worked well, as did an ER25 collet chuck. But drills were a problem. By the time I'd accommodated the vice, a drill chuck and the drill, there wasn't any room left for the work. So I often had to resort to holding drills in the collet chuck - so slowing down things rather.
I started to build a raising block for the head, but sold the mill before I'd completed it.
You should have fun as it's a lovely machine.
Wilf
|
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on Mar 12, 2023 20:22:39 GMT
Many thanks for the tips Wilf. That echos what I've heard regarding the working envelope on the machine. It makes me think a rising block is a very good idea. It was an improvement which originally appealed and something I need to make at some point. I don't suppose your embryonic block is still languishing somewhere? If you'd consider selling it, it would give me a foot up in producing one Darren |
|
uuu
Elder Statesman
your message here...
Posts: 2,860
|
Post by uuu on Mar 12, 2023 20:34:28 GMT
Alas no, it went with the machine.
Wilf
|
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on Mar 12, 2023 21:11:38 GMT
Ah well, it’ll be a good first project for me on the mill!
|
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on Apr 2, 2023 11:12:25 GMT
What a battle! The nut is off the vertical head shaft at last, releasing the shaft to slide out of the casting. Even a pair of soft drip vice jaws on my 6" vice couldn't provide enough clamping force to undo the nut normally so in the end I carefully drilled the nut shoulder from opposing sides, then split and removed it. 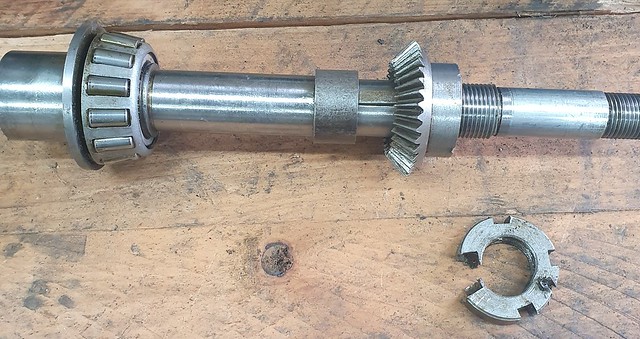  I've degreased and rinsed the interior of the vertical head and taken the opportunity to dry it in the oven at 80c while SWMBO has gone out for her run... Darren |
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on May 9, 2023 13:18:10 GMT
Well it's back together. The fact that it arrived as boxes of parts meant some trial and error with the reassembly! Particularly Centecs approach to beraring thrust - as I understand it, a precision ground spacer appeats to press against the bearing carrier, passes through an external plate and is pressed by a thrust nut on the outside of the plate, which can be tightened up against it.
The nut I had to split turned out to be an obscure thread although I found a very close match with an agricultural track rod nut. Bearings were pressed back onto shafts and replaced as necessary, greased and the head refilled with 100 ISO oil. This uncovered a slight weep between the bottom plate and the bottom of the main casting of the vertical head. The bottom plate was removed again and I noticed a slight imperfection on the casting which prevented a totally flat mating surface. I managed to polish it out with a wire brush head in the die grinder but for good measure I used a very thin smear of oil-resistant sealant on the mating surfaces and the weep is a thing of the past. A drawbar was made up for an MT2 ER32 chuck. This provided a challenge as the chuck is threaded for an M10 drawbar and the bore in the vertical head shaft is circa 8.8mm. In the end I turned some M10 studding down to 8MM across most of it's length, save for an inch onto which the chuck can be screwed. The top end was then threaded M8. The next tasks on the job sheet are to fit linear scales and eventually a VFD to provide direction and speed control. The current pulleys appear to provide speeds of 800, 1000 an 1200 rpm on the horizontal shaft with the vertical head being 100rpm above that. First test run of the reassembled mill. Next is to tram it and try cutting - a first for me!
Darren
|
|
oldnorton
Statesman
5" gauge LMS enthusiast
Posts: 724
|
Post by oldnorton on May 10, 2023 17:13:11 GMT
Well done, a nice machine.
Do you plan to use the horizontal spindle? Have you got the outrigger to support it?
Norm
|
|
darrene
Part of the e-furniture
Posts: 440
|
Post by darrene on May 11, 2023 17:09:43 GMT
Thank you Norm, yes, I've also restored the horizontal arm and have the horizontal MT2 arbor with some spacers. I need to source some cutters to use with it as I don't have any at the moment.
I'm keen to try the horizontal mode and may well use that first - I'm fairly sure that the vertical head runs 'the wrong way' from what I've read, so until I invest in either a variable frequency drive or a reversing switch, I think I may be restricted to the horizontal mode initially anyway. I've also realised after bolting it through the workbench that I haven't left enough space to the rear for fitting and removing the horizontal drawbar, so that will need correcting. Bother! The first of the linear scales is on for the table. I'm used to glass scales but these are magnetic and required cutting to length which was a novel experience. a minute with mister hacksaw though and they're none the worse for their ordeal.  I'm waiting on a longer scale now, which I'll fit to the back of the table. Darren |
|
oldnorton
Statesman
5" gauge LMS enthusiast
Posts: 724
|
Post by oldnorton on May 12, 2023 16:49:35 GMT
The vertical head took over for milling preference many decades ago for all the obvious reasons. Different cutting tools in a vertical spindle can do 'most' of what a horizontal cutter can do. I do have a sense of nostalgia however for the horizontal cutter; it's bit like a planer.
I say 'most' but of interest to us railway types is that the curved-in flutes in coupling or connecting rods were done on a horizontal cutter that had radiused sides - as it was lifted progressively out a couple of inches before the end of the cut it produced the characteristic shape. It is possible to reproduce this on a vertical head however with a 'T' cutter and clamping the connecting rod on its side.
Hopefully there is a large number of NOS small cutters around for you to buy. I think Home and Workshop usually have a few.
Norm
|
|




 I'd hoped it was due to being packed with ancient and now solid grease...upon splitting the two parts of the head I can see that although it was, this wasn't the cause of the stuck shaft; I suspect one or both of the bearings have seized. I can get a degree or so of rotation but that's about it. I'm going to need to press the shaft off of the bearings and out of the head...probably natures way of telling me I need an hydraulic press
I'd hoped it was due to being packed with ancient and now solid grease...upon splitting the two parts of the head I can see that although it was, this wasn't the cause of the stuck shaft; I suspect one or both of the bearings have seized. I can get a degree or so of rotation but that's about it. I'm going to need to press the shaft off of the bearings and out of the head...probably natures way of telling me I need an hydraulic press  Sadly there are none for sale near me at the moment so I'm going to take it to a local agricultural fabricator to use his
Sadly there are none for sale near me at the moment so I'm going to take it to a local agricultural fabricator to use his 
