|
|
Post by AndrewP on Feb 8, 2007 20:28:45 GMT
I have just silver soldered my first boiler and it's air tight! well to 50 psi at least which is where my compressor gives up. It's the same kit as Paul wrote up so well at www.artefact-rescue.co.uk/articles.php?lng=en&pg=36but since I never could just do as I am told I have added a second threaded bush for the steam take off. I'm about to start making a few unions to attach the steam pipes and looking through my bits box (all ebay grabs) I see there are 2 different methods of obtaining a seal. Either a flat face on the end of the male thread and presumably a flat washer soldered to the end of the pipe (1/8 od copper in my case) or a tapered seat and matching olive/nipple soldered to the end of the pipe. Is there any rationale to the choice, one better than the other, I intend making the relevant bits rather than buying - more fun that way and I need the lathe practice! Cheers, Andy |
|
|
|
Post by baggo on Feb 8, 2007 22:57:45 GMT
Hi andy, forgive me if I'm wrong but I get the impression that you tested the boiler by connecting it to a compressor? If so, that method could prove to be extremely dangerous if something gives and is not to be recommended. The correct way ( safe way!) is to hydraulically test it with water as described elsewhere in the forum: modeleng.proboards20.com/index.cgi?board=general&action=display&thread=1141064634&page=1#1141064634If something does give then all you will get is a puddle of water! Better to be safe than sorry  Re your question - you'll probably get the joint to seal easier if you use the coned seat and matching olive. That's the most common type of joint used. Just make the female seat with a centre drill and turn the olive to the same angle (60º) John |
|
paul
Member

Posts: 8
|
Post by paul on Feb 9, 2007 0:06:43 GMT
Andy
How bizarre, I haven't spent much time on here the last few days but I came straight to this thread which is linked to my site. What's more I gave the 'kit' engine a run earlier tonight for the first time in months. Weird!!
The book I've been using for my two latest engines is Stan Bray's 'Making Simple Model Steam Engines' in which he suggests making nipples/unions rather than using the ready-made coned variety purely because they fit the scale of his designs better.
Personally I'd go with whatever Baggo suggests as he is invariably right and a jolly nice chap too!
|
|
|
|
Post by Tel on Feb 9, 2007 10:00:27 GMT
And here's an easy way of makin' the olives.
Turn a few inches of rod to the required diameter.
Drill through pipe size
Thread a piece of pipe-size stainless through ther hole
Grip the lot in the three jaw.
set a R/h tool so the back angle matches the required angle.
feed tool straight in on the face to produce the first bevel.
move tool back along the assembly by one olive length
Feed tool straight in again until the olive is parted and the next bevel is formed
Ditto repeato untill you 'ave to stop and pull more material out of the chuck.
You know precisely when the olive is parted off 'cos it stops turning with the rest of it AND all the little buggers are held on the rod, ready for you to pull 'em off into a suitable container.
Make heaps of 'em while you have it all set up
|
|
|
|
Post by baggo on Feb 9, 2007 11:59:03 GMT
Thanks for that tip Tel. I've got a load to make in the near future!
John
|
|
lancelot
Part of the e-furniture

Posts: 471
|
Post by lancelot on Feb 9, 2007 12:22:32 GMT
Great tip Tel, will save me a £ or two, thought I had holes in my pockets lately...
John.
|
|
|
|
Post by AndrewP on Feb 9, 2007 19:14:23 GMT
Thanks gentlemen, coned nipples it is - done Tel's way because that sounds quick and neat - exaltation deserved.
I did test the boiler with a compressor, but it was full of water and the 20 bar rated gas hose connecting to the compressor was the only thing with just air in it - point well taken though, now where did I put the bits for that hand pump?
Andy
|
|
|
|
Post by AndrewP on Feb 9, 2007 23:57:24 GMT
Ok, did I say already that I was no good at doing as I am told? On my lathe the 23mm of tailstock travel prevents drilling much and not having any pipe size stainless to hand I did it this way:- 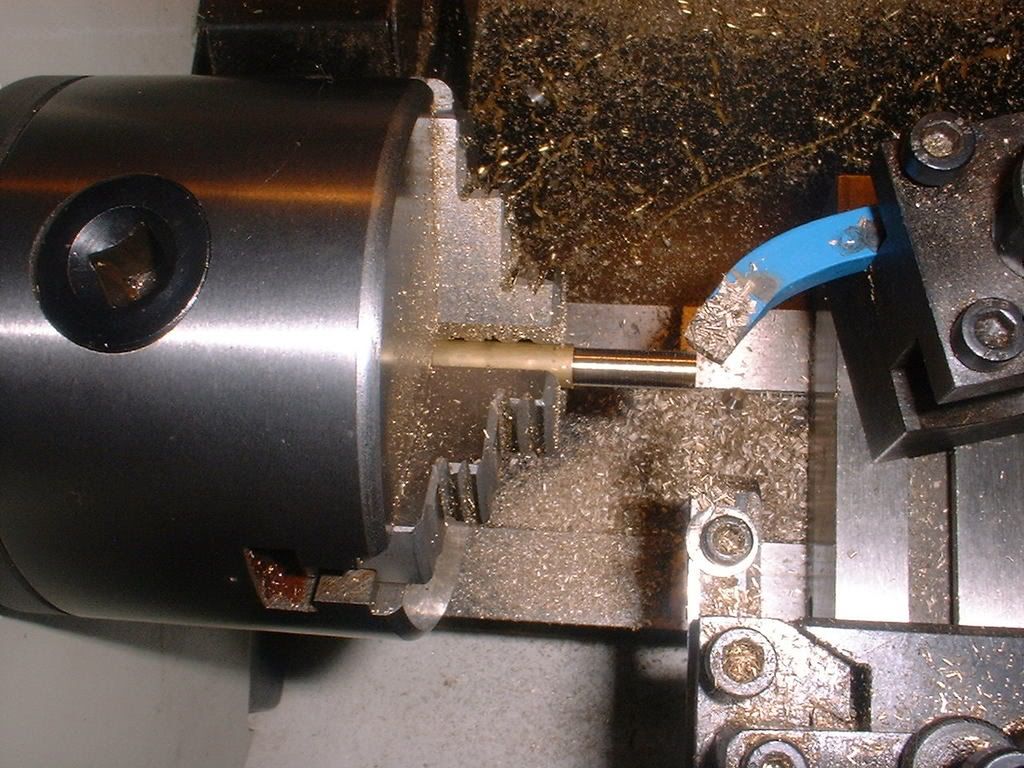 Cut the angle in reverse with the tool in the old toolholder and part in forwards with the qctp - about 30 seconds each but I did have to fish in the swarf for the nipples though. I probably broke 27 rules of lathe work here but it worked for me! |
|
simonwass
Part of the e-furniture
Cecil Pagets 2-6-2 of 1908. Engine number 2299. Would make a fascinating model....
Posts: 472
|
Post by simonwass on Feb 16, 2007 0:08:39 GMT
Remember before following the above, if the tool digs in (wide cut and brass, not if but when!) if the chuck is screwed onto the mandrel it will rapidly wind itself off. This is why rear mounted parting tools are upside down, the lathe is still run in the 'correct' direction.
Golden rule not to be broken lightly, never reverse a screwed on chuck. One fitted on pegs, usually larger lathes, can be safely reversed.
Another heads up, check the recomended maximum diameter of chuck for the speed your lathe runs at. We have a 5" 3 jaw for the old ML7. My father now has a super 7 and ran the 5" chuck at top speed. Fine until the clutch was disengaged when centrifugal force very rapidly removed the chuck to the floor via a ding in the lathe bed.
|
|
|
|
Post by AndrewP on Feb 16, 2007 1:26:13 GMT
Good safety point Simon - not an issue on this Sieg (toy) lathe - chuck bolted on. This was just quicker than using the qctp on the back and setting up the parting tool for upside down. Now of course if the supplier of my qctp had spare tool holders I could get another dozen..........mutter, mutter
Cheers, Andy
That pic was a bit big, sorry guys, fast broadband has spoiled me.
|
|






