jma1009
Elder Statesman

Posts: 5,917
|
Post by jma1009 on Nov 18, 2012 21:04:39 GMT
hi wilf,
firstly no one will know under a coat of paint. secondly suggest you try the lathe at a much slower speed, if necessary pulling it round by hand. no shame in that. ive turned complete sets of wheels on my rather limited equipment before now by this method! i havent tried leaving cast iron castings in the stove overnight before, but if you have an open fire or stove left banked up overnight no problem in shoving the casting in it overnight (or leave them in the broadfields stove). THE DEAN has a BLACK 5 smokebox door casting that was gratis from don young as apparently this batch were chilled ie hard but i didnt have any problems with it, with my antiquated methods of production and machining! THE DEAN's wheels are also very hard castings.
cheers,
julian
|
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Nov 19, 2012 21:09:58 GMT
Thank you both for these suggestions. I shall try the wood-burner idea first and then the low speed idea. Fortunately it's only a small casting so I can substiture a bit of bar if I need to.
|
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Nov 22, 2012 8:54:02 GMT
Failure, I'm afraid. After annealing the thing looked promising. Turning the diameter to size with a carbide tool was straightforward. But the design calls for a 3/32" groove and the hard spot just took bites out of the end of the parting tool. The job was not helped by this casting, like the cylinders, being very tight on size. So there were no options for cutting the groove along a bit to miss the worst spot.
I'm going to start again with a bit of bar.
|
|
jma1009
Elder Statesman
Posts: 5,917
|
Post by jma1009 on Nov 23, 2012 21:14:19 GMT
hi wilf,
brass will be ok and would be preferable to steel bar. although i used steel (BMS) for all the covers on my first loco (to save on the cost of castings!) and they are still ok i would avoid steel from a potential rust point of view. how about returning the 'hard' cover to the supplier for a cast iron replacement? although i think you might have had problems drilling your's for the cover bolts, i always use a knife edge tool to machine the recesses on the covers rather than a parting tool. if it's the front cover then the recess doesnt have to be spot on, so if the recess is undersize i wouldnt worry too much and would try using the casting you have.
cheers,
julian
|
|
|
|
Post by ejparrott on Nov 24, 2012 7:48:03 GMT
Do you really need the groove? I'd be inclined to leave it out if its only a 'feature'. Carbide will cut through chilled iron at slow speeds, its something we have to deal with at work too.
|
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Nov 24, 2012 11:12:48 GMT
Thank you gentlemen, for convincing me to persist.
No, I don't really need the groove - but the upstand for the gland and crosshead support is quite a complex shape and I'm planning to mill this. I wasn't looking forward to milling into the chilled bit - and the groove allows the circular bolting face to undercut the gland part and can therefore be faced in the lathe.
But that's all behind me, as I've reversed the part in the chuck and attacked the chilled spot with a carbide tool. OK, I can't cut down to the target radius becuse the gland upstand gets in the way - but I have been able to cut enough to get rid of the hard bit. So back round it's going to go (in the four jaw now to get the rim concentric) and I'll carry on.
Talking hypothetically now, as I'm carrying on with the casting - alas I could not have exchanged it, as it was an old Reeves purchase, and the new gang are not going to help. I was lining up to get a bit of cast iron bar, as it's clearly the stuff for the job. I'd reccomend this as a starting point to any potential builders - OK there's more machining to do, but there's no sandy crust to get off and it's probably cheaper.
|
|
|
|
Post by ejparrott on Nov 25, 2012 8:22:00 GMT
Almost certainly, i made a 2" traction engine cylinder blobk from a lump of iron that cost me £22, the bronze reeves casting is mega money!
|
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Dec 9, 2012 14:48:23 GMT
Here's progress on the rear cylinder covers, including the infamous groove: 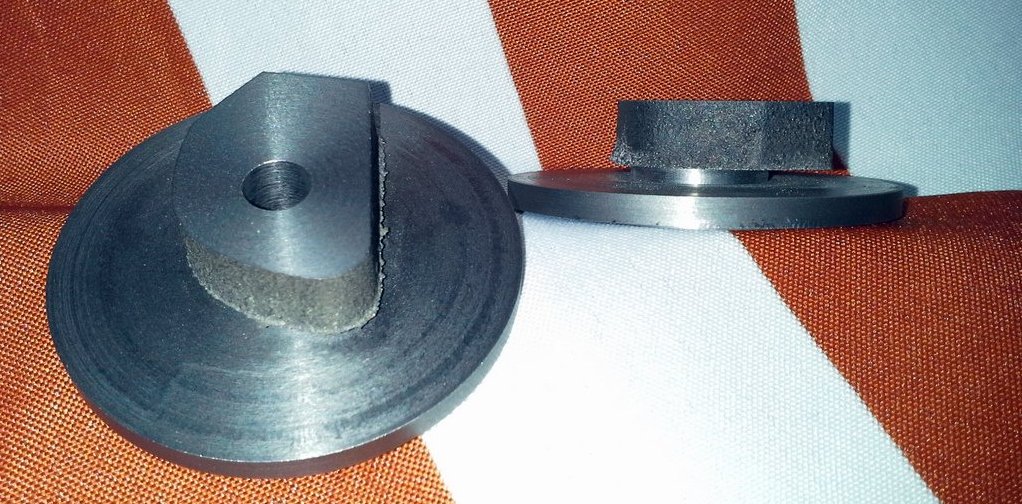 Jessie16 Jessie16 on Flickr And the front covers: 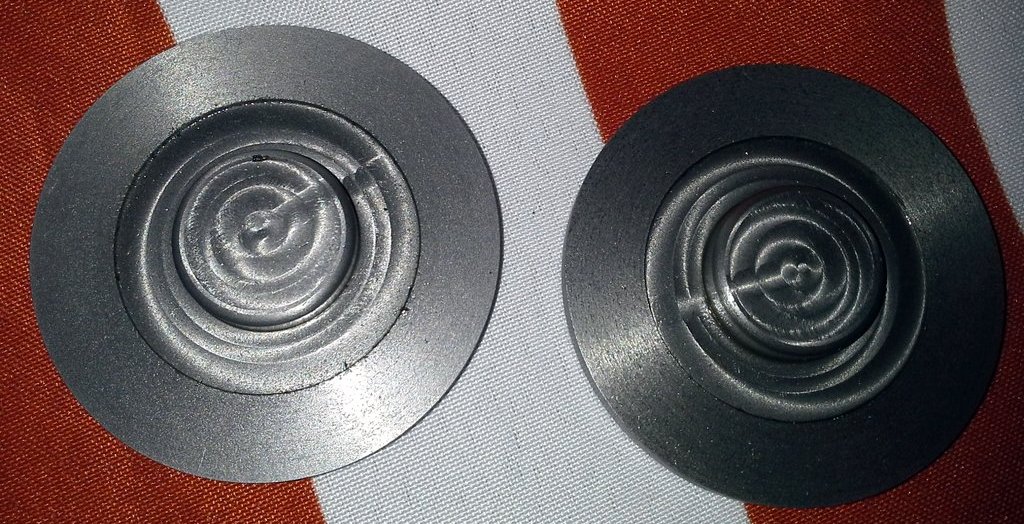 Jessie17 Jessie17 on Flickr Slow going, I know. But I'm pleased with the fit of the covers in the bores. I'm lining up to drill the ring of bolt holes, and I'll mill the gland boss on the rear covers on the same setup to get the crosshead guide bar support aligned. |
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Dec 31, 2012 16:09:34 GMT
It's a while since I posted some pictures - so here are a few more: This is the machining of the rear cylinder cover. This setup was used to spot, drill and tap all the mounting holes, drill the gland pocket and holes for the clamping studs - as well as profiling the outer shape. Also at the same time, the valve rod hole in the main cyclinder block and its gland pocket were machined.  That was before Christmas. This weekend and today I've been milling the mounting faces for the valve chest covers. Here's the milling in progress. I'm only using a small tool (4mm) and taking half-depth cuts because I'm not confident that my work-holding is rigid enough.  And here's the drilling of the mounting holes. I'd previously centre-drilled them.  And after this they were tapped, using the mill to hold the tap upright:  I think that concludes the main cylinder blocks and covers, but I still have to do the valve chest tops. I told you I was slow! |
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Dec 31, 2012 16:18:56 GMT
I forgot - they're not quite complete - I still have the diagonal steam passages to drill.
|
|
chiptim
Part of the e-furniture

Posts: 270
|
Post by chiptim on Jan 2, 2013 13:00:30 GMT
Take care not to run through into the port like I did!!
Looks great though.
Tim
|
|
johnthepump
Part of the e-furniture
Building 7 1/4"G Edward Thomas
Posts: 494 
|
Post by johnthepump on Jan 25, 2013 17:47:59 GMT
Blundered last night when I drilled five holes in the second cylinder to clearance size, rather than tapping. I had to think a bit to work out the best fix. I've just drilled them deeper, the right size, and will use longer fixings. No one will ever know. I think the Wednesday evening Pumphouse crew might. |
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Apr 1, 2013 10:31:26 GMT
My glacial progress continues. I've been working on the axleboxes - see separate thread discussing lubrication options. Readers of that thread will gather that I'm making these in cast iron with a bronze bush. Here's the bronze bush being bored:  ..and reamed:  Here's the outside being turned to a light press fit in the cast iron bore - I'm aiming for 1.0007"  Two bushes finished, and two to go:  |
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Apr 1, 2013 10:40:23 GMT
As an aside to the Jessie progress, I thought I'd post a picture of the leadscrew clutch I've fitted to my lathe. This was developed at The Pump House; the clutch unit itself was donated by Johnthepump from his scrap/parts bin, as was the aluminium backplate. Gears from HPC.:  The clutch is electro-magnetic, so I can engage it for fine feed (see turning of axlebox bushes above) and declutch just before the shoulder and turn the leadscrew by hand up to the index reading on the handwheel. |
|
johnthepump
Part of the e-furniture
Building 7 1/4"G Edward Thomas
Posts: 494
|
Post by johnthepump on Apr 2, 2013 20:59:05 GMT
Looks like you have made good progress since your last visit to the pumphouse, the photos look good & the sheep.
JtP
|
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Apr 27, 2013 16:43:33 GMT
I've been taking time out from Jessie to build a slate waggon. This is a foolish move, as I'm slow enough without inventing distractions, and I don't really need a slate waggon. Anyway, having finished the waggon wheels, I've been turning axles - so Jessie's have been started at the same time.  The top two axles are for the waggon. They're just about finished. I was going to press the wheels on - but the pump house presses are not quite big enough, so I shall shrink them on. The next two are for Jessie. They've both been finished to length. The lowest one has the bearing surfaces turned - just remains to polish - and the central section nearly finished. Wheel seats to come. I've not yet decided whether to glue, press (they ought to fit in the press, as they have inboard bearings) or shrink - I'll see how I get on with the waggon ones first. Wilf |
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Jun 16, 2013 19:29:25 GMT
Another small contribution to progress. I had already shaped the brass castings for the front sandboxes and prepared the base plates. All that remained was to solder them together. I've been putting this off, as I've not done any soldering for a while and was concerned that I'd muck things up. I had not figured out how to hold the parts in alignment either. Yesterday I was experimenting in the mill, trying to drill 1mm holes for registration pins. I broke two drills before I gave up - I just haven't got the spindle speed for these small drills, they snapped as the hole broke through. So I figured out a way to wire the top and bottom together tight enough to hold during heating. Here they are:  I was really pleased with myself - this soldering went just right - a quick heat up and a touch of the solder and it flashed straight into the joint. This was cadmium-bearing easy-flo equivalent, so I worked outside. |
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Aug 11, 2013 15:15:43 GMT
Progress is slow as always, but at least there's progress. I've made the lids for the sandboxes. The drawing specified steel, but I had none of the right size, so I used some bronze bar I had. The handles are soldered in round, then cut away to half thickness.  I've also decided to make some holes. The frames have hundreds already in them - but there are still lots left over that have to be marked through from other components. So I've added holes for buffer stocks, footplate supports, rear sandboxes and the handbrake column. Here's a clearance hole being milled in the rear drag box for the handbrake operating shaft.  I would have drilled this if I'd had the right size drill. The drawing has the handbrake on the right - but I have made mounts on both sides - I may have it on the left as I'm concerned that the handbrake handle will spear my right wrist as I use the regulator. If unused, the extra hole may be covered by the footplate - but I have ideas for a hand pump under the back and this may provide an operating hole. |
|
chiptim
Part of the e-furniture
Posts: 270
|
Post by chiptim on Aug 24, 2013 19:26:35 GMT
Good to see your progress. The sandbox caps look great. Will they be painted?
Tim
|
|
uuu
Elder Statesman
your message here...
Posts: 2,856
|
Post by uuu on Aug 25, 2013 7:58:32 GMT
Yes. I think they'd look a bit odd polished brass.
I'm working on the coupling hooks a the moment.
How's yours coming along. Have you steamed it yet?
Wilf.
|
|





