|
|
Post by Roger on May 6, 2021 8:32:30 GMT
That must have been like a bucking bronco on the tracks!!! Bob. Hi Bob, I think this is just a clever bit of Photoshop work. It's well done though, not at all obvious where it deviates from 15xx. |
|
|
|
Post by silverfox on May 6, 2021 12:16:40 GMT
I had to look at that twice before it twigged lol
Ivor the engine would be most peeved
|
|
|
|
Post by ettingtonliam on May 6, 2021 13:05:33 GMT
That must have been like a bucking bronco on the tracks!!! Bob. Hi Bob, I think this is just a clever bit of Photoshop work. It's well done though, not at all obvious where it deviates from 15xx. Do you think so? I just took it to be a photo of 1501 with its rear wheel set removed for maintenence. Anybody out there recognise the shed its standing next to, to give us a clue |
|
|
|
Post by ettingtonliam on May 6, 2021 13:10:45 GMT
post deleted
|
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,810
|
Post by uuu on May 6, 2021 13:19:29 GMT
I think this is the original: 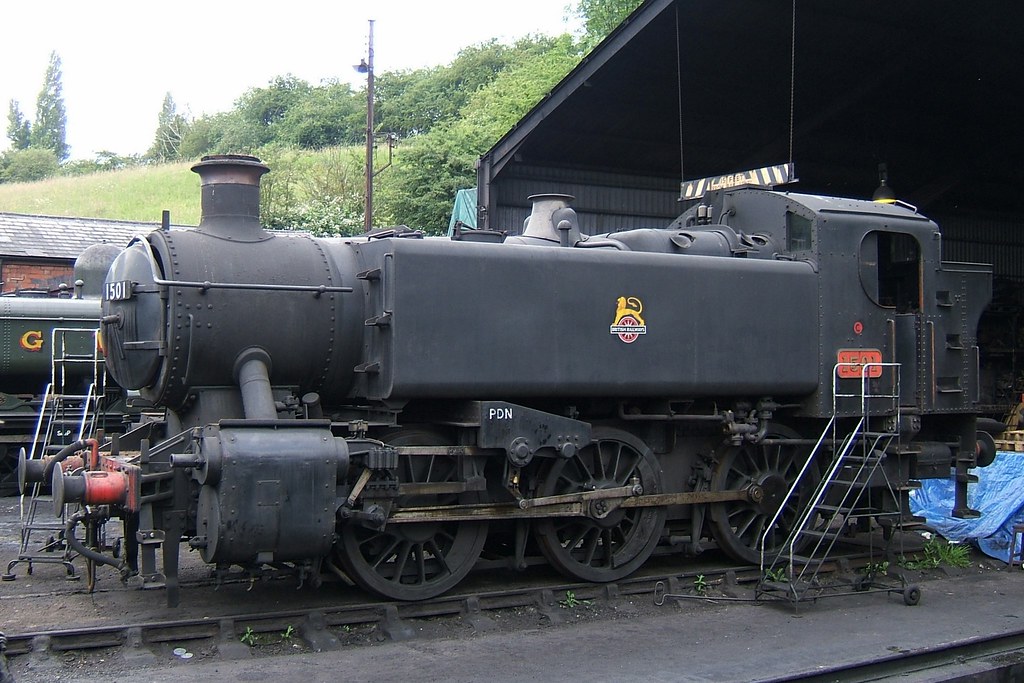 Said to be at Bridgnorth? Wilf |
|
|
|
Post by 92220 on May 6, 2021 16:18:50 GMT
Hi Bob, I think this is just a clever bit of Photoshop work. It's well done though, not at all obvious where it deviates from 15xx. Do you think so? I just took it to be a photo of 1501 with its rear wheel set removed for maintenence. Anybody out there recognise the shed its standing next to, to give us a clue Definitely a clever bit of photoshopping. Look at the loco in the background and the shed roof.....identical in both photos. However, check the position of the safety valve in relation to the wheels in each photo. They are different. Also, the front edge of the cab/back face of the pannier tanks, compared with the wheels, is different. And there are other less obvious differences; all with the same background loco and shed. Very clever!! Bob. |
|
|
|
Post by 92220 on May 6, 2021 16:38:20 GMT
Another part that shows it is photoshopped is the sanding pipe underneath the cab. It is far too far away from the 'rear' wheel. If that was really it's position, the sand would just be wasted as it wouldn't get to the proper place. Also, the tail of the expansion link on the "0-4-0" is a bit too long and at the wrong angle. It's only small details like these that give it away as a picture for April 1st!!
Bob.
|
|
|
|
Post by delaplume on May 6, 2021 22:57:43 GMT
I wonder if Reeves would do the castings for this ??..........you can't see the join, can you ??...
PS}--- confirm that's B'north with the oil stores building in the background..
|
|
|
|
Post by Roger on May 10, 2021 21:14:21 GMT
Here's a quick reminder of what the cylinder cladding looks like. It's nothing like the shape of SPEEDY's, and the proportions of the cylinders aren't right. However, i'm starting from where I am, not where I'd like to be.  DSCN5620 DSCN5620 by Georgia Montgomery, on Flickr  20140204_112524 20140204_112524 by Georgia Montgomery, on Flickr I'd got some 6mm BMS, and the covers are 5.8mm, so that's being used here.  20210501_135103 20210501_135103 by Georgia Montgomery, on Flickr  20210501_153735 20210501_153735 by Georgia Montgomery, on Flickr This is what I'm usually faced with when I return...  20210501_183116 20210501_183116 by Georgia Montgomery, on Flickr  20210501_214306 20210501_214306 by Georgia Montgomery, on Flickr  20210501_214422 20210501_214422 by Georgia Montgomery, on Flickr  20210502_121721 20210502_121721 by Georgia Montgomery, on Flickr  20210502_191715 20210502_191715 by Georgia Montgomery, on Flickr ... but this is what happens if you're a little too aggressive with the feedrates and you forget to check up on how it's getting on! Oops!  20210503_083433 20210503_083433 by Georgia Montgomery, on Flickr Anyway, I switched to using some bar that I'd found, which is easier to machine and less wasteful.  20210505_135540 20210505_135540 by Georgia Montgomery, on Flickr  20210505_145924 20210505_145924 by Georgia Montgomery, on Flickr  20210505_154724 20210505_154724 by Georgia Montgomery, on Flickr  20210505_161249 20210505_161249 by Georgia Montgomery, on Flickr Here's a video of it being parted off. This is where a big lathe comes into its own.  20210505_161256 20210505_161256 by Georgia Montgomery, on Flickr  20210509_220045 20210509_220045 by Georgia Montgomery, on Flickr I finished the OD on the lathe, it's easier to get a good finish that way. I'm using the Female Live Centre to hold it against the chuck so I can use the form tool to make the radius. I happened to have one the right size.  20210510_163248 20210510_163248 by Georgia Montgomery, on Flickr Anyway, they seem to fit pretty well, so I'll have to get on and make the other three end plates and the other details that simulate the exhaust passage covers.  20210510_212914 20210510_212914 by Georgia Montgomery, on Flickr |
|
|
|
Post by 92220 on May 12, 2021 10:29:30 GMT
Hi Roger.
They look VERY nice!! Having played around with pressings, because my cylinder covers won't be very deep, I'm going to try and press them out of thin steel sheet.
Bob.
|
|
|
|
Post by Roger on May 12, 2021 12:47:48 GMT
Hi Roger. They look VERY nice!! Having played around with pressings, because my cylinder covers won't be very deep, I'm going to try and press them out of thin steel sheet. Bob. Hi Bob, That might just work if you anneal it a few times. Personally I think I'd spin it though. |
|
Gary L
Elder Statesman
Posts: 1,208
|
Post by Gary L on May 12, 2021 15:37:27 GMT
Hi Roger. They look VERY nice!! Having played around with pressings, because my cylinder covers won't be very deep, I'm going to try and press them out of thin steel sheet. Bob. Spinning? They are very easy, so a good item for a first attempt. You might spoil the first one or two, but you will learn quickly. Gary |
|
|
|
Post by 92220 on May 12, 2021 15:39:14 GMT
That's a thought Roger. Yes. Maybe I'll try that. I have a couple of small spinning tools that someone gave me a lifetime ago, that I can try. They are 3/8", and 1/2" square MS with a small ballrace fitted into the ends. The idea was to use it on a standard centre lathe and not need to use typical spinning tools, which put a strain on anything but a proper spinning lathe. Whether they works or not, I have no idea, but worth a try. I could also try nickel silver, or brass and copper sheet. Annealed copper certainly works well in the press tools, to get nice composite curves.
Bob.
|
|
|
|
Post by 92220 on May 12, 2021 15:40:27 GMT
Hi Gary.
Yes. I will give spinning a try.
Bob.
|
|
|
|
Post by Roger on May 12, 2021 15:41:52 GMT
That's a thought Roger. Yes. Maybe I'll try that. I have a couple of small spinning tools that someone gave me a lifetime ago, that I can try. They are 3/8", and 1/2" square MS with a small ballrace fitted into the ends. The idea was to use it on a standard centre lathe and not need to use typical spinning tools, which put a strain on anything but a proper spinning lathe. Whether they works or not, I have no idea, but worth a try. I could also try nickel silver, or brass and copper sheet. Annealed copper certainly works well in the press tools, to get nice composite curves. Bob. If it's thin, it probably won't need much force. I'd smother it in flux for annealing to avoid the Black Curse, else it will take a lot of cleaning up. |
|
|
|
Post by 92220 on May 12, 2021 19:02:03 GMT
Hi Roger.
Thanks for the tip. I'll do that.
Bob.
|
|
Gary L
Elder Statesman
Posts: 1,208
|
Post by Gary L on May 12, 2021 20:24:05 GMT
That's a thought Roger. Yes. Maybe I'll try that. I have a couple of small spinning tools that someone gave me a lifetime ago, that I can try. They are 3/8", and 1/2" square MS with a small ballrace fitted into the ends. The idea was to use it on a standard centre lathe and not need to use typical spinning tools, which put a strain on anything but a proper spinning lathe. Whether they works or not, I have no idea, but worth a try. I could also try nickel silver, or brass and copper sheet. Annealed copper certainly works well in the press tools, to get nice composite curves. Bob. If it's thin, it probably won't need much force. I'd smother it in flux for annealing to avoid the Black Curse, else it will take a lot of cleaning up. Use brass, not copper, and save your flux and all cleaning between anneals. Get hold of some Cartridge Brass if you can (or Gilding Metal, but that is more expensive) but ordinary brass is OK, it just hardens quicker. You won’t strain your lathe spinning some 5” gauge cylinder covers; 20swg or thereabouts is all you will need, maybe less, I forget what I used but it doesn’t need much force. Lubricate the spinning tools with furniture wax, though this isn’t so critical with ball race tools. Remember that there is no springback with spinning, so make your ‘chuck’ (mandrel) the exact size of the required internal diameter of the covers. Gary EDIT On reflection I think the stuff I used for cylinder cover cleadings was significantly less than 20swg. More like 24swg I think; it was some scrap brass that happened to be about the right size. You don’t need any structural strength, only that it blends in with the main cylinder wrapper. The limit is the thinness of the flange around the edge. Spinning thins the workpiece, at least until you have practised enough to put it back, so if the edge gets too thin it might break off. -Gary |
|
JonL
Elder Statesman
WWSME (Wiltshire)
Posts: 2,909
|
Post by JonL on May 12, 2021 21:52:01 GMT
Every day is a school day, fantastic stuff.
|
|
|
|
Post by 92220 on May 12, 2021 21:54:07 GMT
Thanks Gary. Very helpful.
Bob.
|
|
|
|
Post by delaplume on May 12, 2021 22:06:18 GMT
Gary, the "Spin" Doctor eh ??----LoL !!
I must give that a go sometime....many thanks..
Alan
|
|





