|
|
Post by runner42 on Nov 30, 2013 6:18:47 GMT
Hi all, I am making a 3.5" gauge 2-6-0 locomotive based on LBSC's "LMS Black 5". It deviates from his design due to the fact that when I started it I didn't have the drawings or build information, I was using photographs of the model locomotive available on the internet. Hence the measurement between the front driving wheels and the bogie is a 1/4" greater than LBSC specified and the mainframe height is 75mm (2.95275") instead of 3.1875". This 1/4" difference had a ripple effect on the length of the guides, piston rod and piston valve rod. Also, his design is predicated on the use of castings and as far I am aware only available in the UK, so postage to Oz would be prohibitive. Hence I have used only castings for the wheels and hornblocks, which are available from a supplier in NSW. In addition I do not have any milling capability so everything that cannot be machined in the lathe is either fabricated using hacksaw, files and silver solder. I am particulary pleased with my fabrication of the cylinders which utilise piston valves. These consist of two gunmetal cylinders with flats machined on, silver soldered together and then silvered soldered to a brass fabricated assembly used for bolting the cylinders to the mainframes. A third gunmetal cylinder for the piston valve liner is soldered in the upper cylinder. Note my use of a separate guide fixing point on the rear facing cylinder covers. Also the gland retainers use a bolted-on type instead on a threaded gland nut. I just can't get gland nuts to be concentric with the mating thread in the cylinder cover. The tender is awaiting another sheet of brass to complete the coal space. The next big job is to build the boiler. In Australia there are boiler codes that specify the design and construction which needs to be undertaken under the cognizance of a boiler inspector, which means joining a club that has a boiler inspector on the team. Regards Brian |
|
|
|
Post by Shawki Shlemon on Nov 30, 2013 9:34:03 GMT
Brian , welcome to the forum , joining a club is very important , there are more than one club there , as for the discrepancy in dimensions , no one will know unless you tell them and after all it does not matter at all . you are doing a good job and good luck .
|
|
|
|
Post by Deleted on Dec 1, 2013 11:17:51 GMT
Hi Brian I first read your description on my phone where the photo's have to be clicked on to view and when reading your description I was not sure what to expect. Having now seen the pictures I have to say you have done a great job on your loco.. she looks like a very well made locomotive.top stuff.... keep up the good work...  Pete |
|
|
|
Post by runner42 on Dec 1, 2013 21:09:50 GMT
Thanks Shawki, I note from a previous Post that you encourage people to make their own boiler. I have made a boiler for my previous project 3.5" gauge Rob Roy, it was a struggle having only a 7kW propane torch and I couldn't manage the backhead, foundation ring and firebox stays. I subcontracted the task to a backyard facility for repairing radiators, they had oxy-propane set-up. Question, I note you live in Oz, what silver soldering gear do you have and if it's not impolite to ask, where did you get it? Thanks Pete, I have been following your posts with interest. I still have to think of some way of fabricating the smokebox ring and door without the use of castings. A supplier in NSW can supply 3mm brass sheet. Is it possible to produce a swaged plate similar to boiler construction using a steel backed wooden former with 3mm thick brass? Regards Brian Attachments:
|
|
bhk
Part of the e-furniture

Posts: 458 
|
Post by bhk on Dec 1, 2013 22:12:02 GMT
Hi Brian,
You could spin your door quite easily round a former, if your anneal the brass it should be quite easy.
If your not to keen on doing it yourself a local metal spinner won't charge to much.
Thanks
Sean
|
|
|
|
Post by runner42 on Dec 2, 2013 7:41:31 GMT
Thanks Sean, that is an option I had not considered. However, I see a problem with producing a nearly 4.5" dia former and a means of spinning it. Presumeably it's held in a 3 jaw chuck I have a 6" and putting outside jaws on it that would do. My option of producing it the same way as a swaged plate in boiler, the former would be made from a 4.5" dia (less 6mm) metal plate backed by a wooden former just cut from a piece of ply-wood.
Regards Brian
|
|
steam4ian
Elder Statesman
 One good turn deserves another
One good turn deserves another
Posts: 2,069
|
Post by steam4ian on Dec 2, 2013 11:46:12 GMT
Brian
Are you a member of a club?
My contact details are on the SASMEE web site, see Secretary, give me a call. We have two boiler inspectors plus two "retired" boiler inspectors plus other members who have built are are building boilers. Plenty of help is at hand.
We have 3.5" as part of our 5"G track. Allan Wallace of valve gear computer program fame regularly runs his Juliet on 3.5 gauge pulling himself and two pax on public days.
Regards
Ian
|
|
|
|
Post by rodders on Dec 2, 2013 12:54:25 GMT
Brian - Will you be lagging and cladding the boiler. Or leaving her bareback.
|
|
|
|
Post by Deleted on Dec 2, 2013 17:43:00 GMT
Hi Brian Regarding the spinning option you wouldn't need a large chuck.. just make your hardwood former with a suitable spigot for fitting into your chuck. Spinning is pretty straight forward but not for the feint hearted, I used to use a company near me 'Jackson Spinners' for all my work related needs, some of the work this guy did was amazing and very frightening to watch. Seeing large sheets of metal flailing around in his large lathe was something to behold, starting seemed to be the most dangerous phase, once things began to take shape it was a lot safer. Most impressive thing I saw was a missile cone... must have been over 2 feet long and no more than 5 inches at it's widest point.. the front was a sharp point... amazing work... alas it seems to be a dying trade these days.. Pete |
|
|
|
Post by runner42 on Dec 2, 2013 21:28:20 GMT
Hi Ian I have checked out the SASMEE website and noted your contact details. The boiler won't be started until the new year so I'll take that opportunity to contact you at that time. I will be a bit overwelmed by being among experts. I have only modest facilities, note no milling capability, but I enjoy making model steam locomotives.
Hi Rodders, boiler lagging now that's a question I haven't considered. Reading LBSC's words and music it appears that he provides a description of painting the boiler so that the paint can withstand the heat, which implies no lagging. However, the locomotive drawing shows boiler bands, which suggest lagging. I am probably going to use lagging, but I'll make the final decision after the boiler is completed. Looking at pictures at stationroad steam there are examples of locomotives with and without lagging, evidenced by the showing the presence or absence of the firebox stays. A lagged boiler looks much better.
Hi Pete, what tool would be required to spin the brass?
Regards Brian
|
|
|
|
Post by Deleted on Dec 3, 2013 0:13:39 GMT
Hi Brian Best way to describe it would be like a wood turning lathe were you have a tool rest to lean on while malipulating the metal to shape. The rest will have a number of holes for holding the lever bars in various positions. The material is held between the pattern and the tail stock. You'll find lots of videos on YouTube , this link will give you an idea of the process but you don't need a setup like this for small jobs on a home lathe. m.youtube.com/watch?v=um-biLfru-c&desktop_uri=%2Fwatch%3Fv%3Dum-biLfru-cI would suggest doing a little reading on the subject though to avoid any accidents involving sheets of brass flying across the workshop. Regards Pete |
|
|
|
Post by Deleted on Dec 3, 2013 0:18:27 GMT
Hmm can't seem to get the link to work... May be because I'm using my phone... If the link doesn't work you'll find plenty of info by typing metal spinning into google or YouTube
|
|
|
|
Post by runner42 on Dec 3, 2013 1:54:26 GMT
Wow he makes it look so easy. The lathe speed seems high, my ancient Southbend can only do 1200 rpm max at a guess.
Brian
|
|
|
|
Post by Shawki Shlemon on Dec 3, 2013 9:35:57 GMT
Brian , its much easier than it looks , its a matter of will , as for heating for smaller end of 5" and less I use gas torch , I bought it from gas shop outlet ,larger boilers I use Oxy, as to be overwhelmed by experts , you know what expert stand for , a drip under pressure , there is no such thing as experts , some may have more experience than others .
The other thing I want to mention is what do you mean by fire box door , is the ring for smoke box or the door at the back , if it is the door at the back , that is silver soldered on the boiler , NO brass is permitted .
|
|
bhk
Part of the e-furniture
Posts: 458
|
Post by bhk on Dec 3, 2013 19:01:29 GMT
Hi Brian,
I was given a crash coarse in metal spinning by a guy who use to do it for a living, I was to lucky to meet him on a ship I was on, I was amazed at it and how easy he made it appear, but give it go and you'll soon see its not that difficult.
The hardest part I see with a smokebox door is the lip that seals onto the smokebox ring, for this you could spin the dished part, silver solder to a brass ring and then finish machine the door and matting face between centres.
This is exactly what I'm doing except I found a pressed steel pipe cap which was the right size for the dished part of the door at $6 it was not worth spinning my own.
Cheers
Sean
|
|
|
|
Post by runner42 on Dec 4, 2013 2:20:45 GMT
Thanks Pete, yes there are a few videos covering metal spinning on utube, I'll make sure that I take all precautions. But my task is small in comparison.
Thanks Shawki I meant smokebox, I've edited the post to change firebox to smokebox.
Thanks Sean I'll use your suggestion for the smokebox door.
Regards Brian
|
|
|
|
Post by runner42 on Mar 3, 2019 7:00:13 GMT
A recent request for additional details on the fabrication of my cylinders. The construction consist of two gunmetal tubes one for the main bore and the other for the piston valve liner upon which two flats are machined the depth of each machined flat dependent upon the X and Y distances required for the valve liner to be offset from the cylinder bore. These dimensions were obtained by calculation. With the flats established the two tubes were silver soldered together. The photo shows the flats which I have highlighted by a black line. 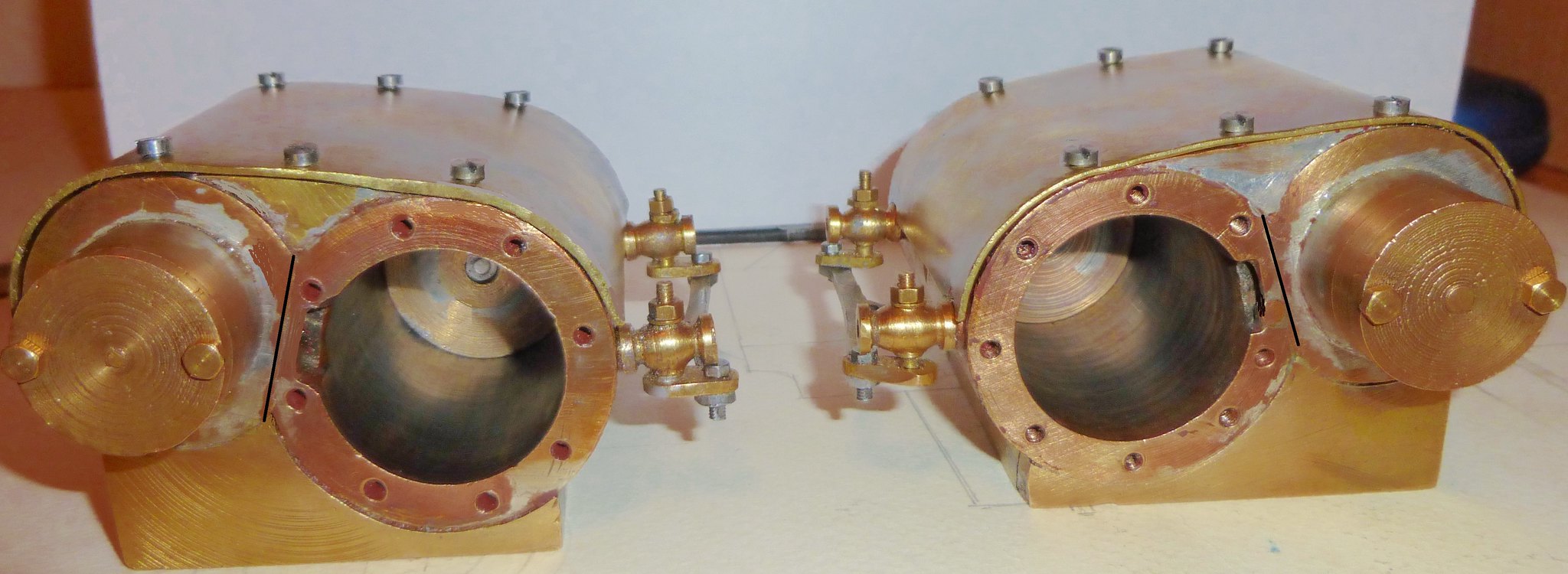 cylinder2 cylinder2 by Brian Leach, on Flickr The bolting faces and other support details are established by using brass bar which is also silver soldered. The photo shows the details. 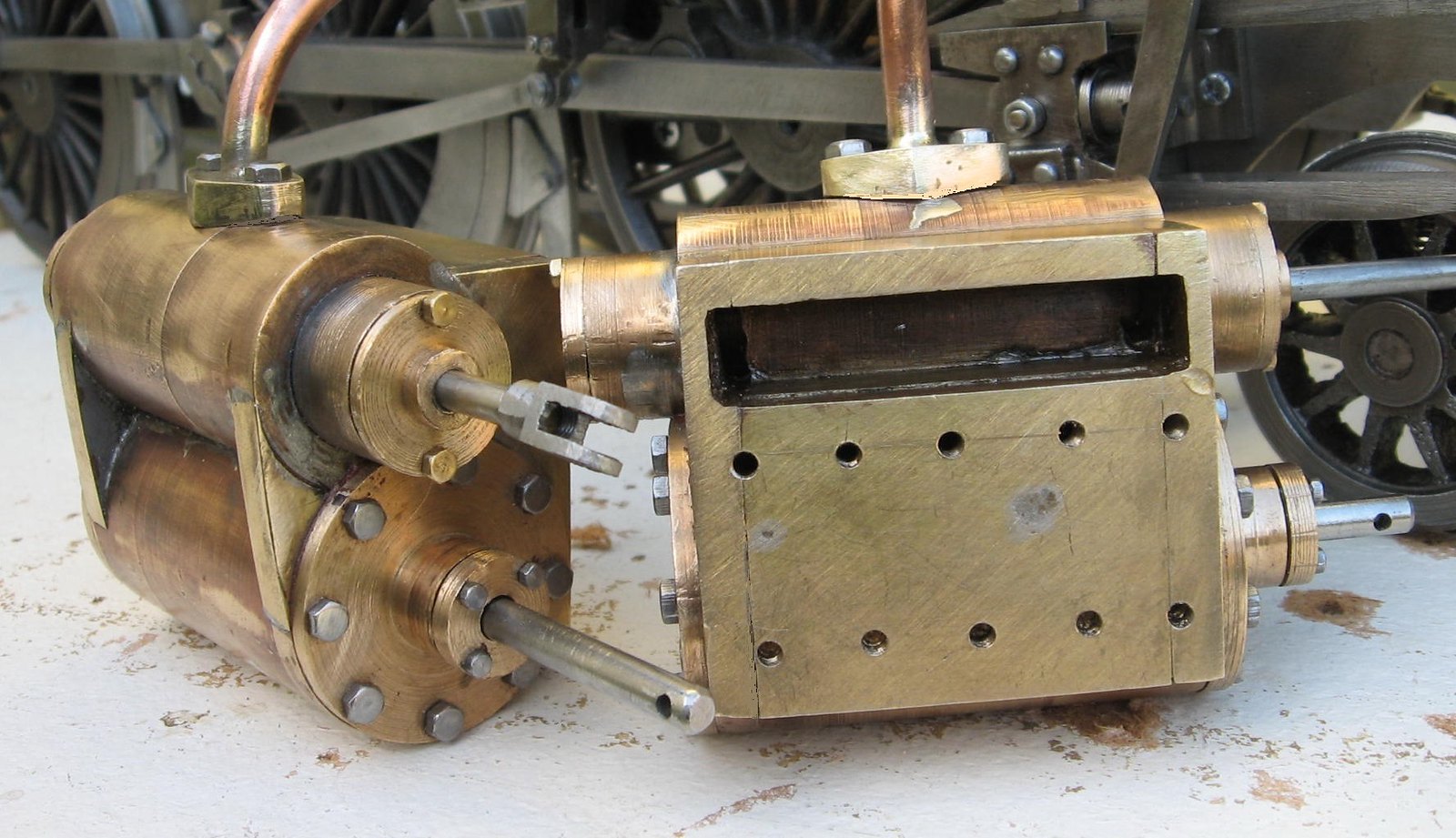 cylinder1 cylinder1 by Brian Leach, on Flickr Brian |
|










