|
|
Post by Deleted on Nov 18, 2013 22:40:21 GMT
Lovely work ej... I'm jealous.. I often find myself wishing that I had learnt CAD and CNC programming... I guess it's never too late but suspect it will always remain just a dream for me.. very nice work.. first rate...  Pete |
|
|
|
Post by ejparrott on Nov 19, 2013 13:22:13 GMT
Thanks Pete, some manual work today! Some photos....the bearings for the brake shaft...  work on the steam brake cylinder, turning the domed end as a series of steps....  0.25mm step over, then polished to a dome by hand... 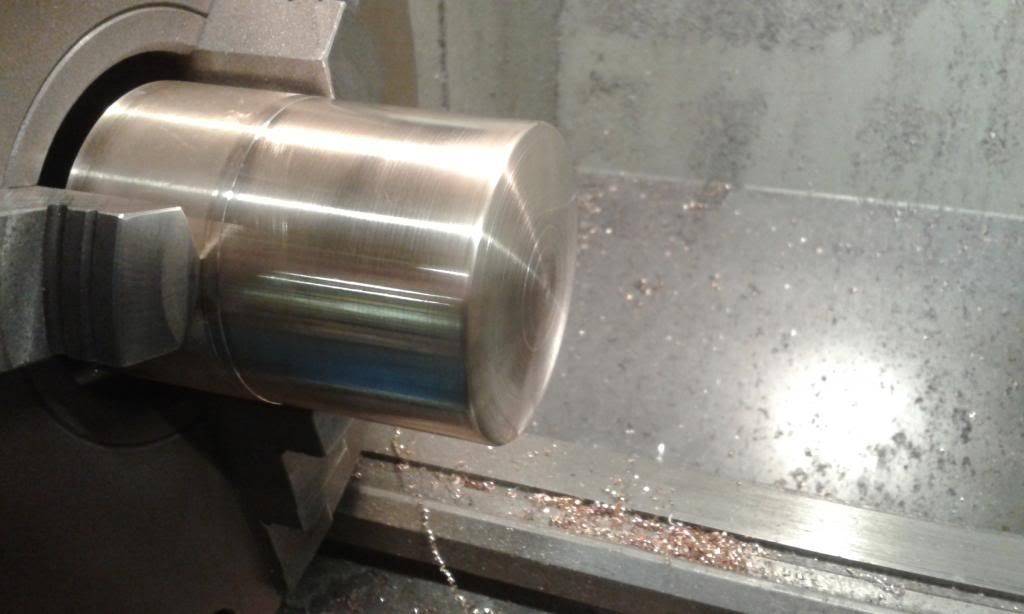 Then a bit of external turning to make it look more like a casting, with strengthening rib round the middle.... 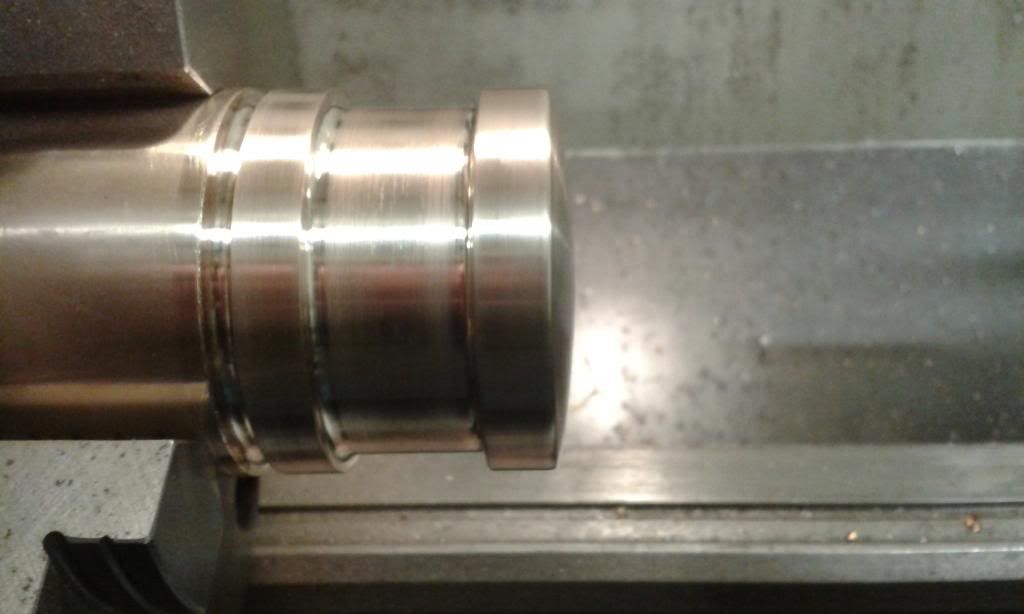 Needs turning round now, setting true in soft jaws and turning the other half to match, and facing to length. I then need to make a square piece to form the bolting flange and silver solder that in place, plus a boss for the steam feed and a boss on the bottom for the condensate drain, and solder them on. With that done I can then finish the bore, and drill the bolting holes....At this rate the engine'll be stopping before its going.... Today I've been practicing my screw-cutting....Left hand, 1/4" Whit-worth, 1.25" long..... four attempts!  These need a 1/8" slot milling in the end and then silver solder to the pull rods for the brakes, then they screw in to the adjusters I made the other day....  |
|
|
|
Post by ejparrott on Nov 19, 2013 18:50:04 GMT
After spending so much time making bits to stop the engine.....I've also done some work on the regulator. As is fairly standard now I'm using a BSP 90-degree stainless ball valve. I've opted for a 3/4", which is probably well overkill, but my thought was I can always reduce the size, either by replacing or by fitting a restriction in the end. If I was to use a 1/2" valve and it turned out to be too small, it might not be possible to fit a bigger one. I'm fitting a T below it to couple the main steam pipe to, the original thinking being along the lines of using a plug in one side to also support the operating rod. That's not going to happen now though. I couldn't get a female/male/female, so I've had a modified male/male adaptor welded in the middle to connect to the valve. I've made a plug today for the spare rear face, with luck I'll pop that up to the welders tomorrow, then I can make the bits that will be supporting the end of the operating rod.   The main steam pipe will be a length of 3/4" BSP stainless, screwed in to the front of the T, passing through a plain bush in the front tube-plate of the boiler, with an O ring sandwich plate between the bush and the wet header for the superheaters. |
|
|
|
Post by ejparrott on Nov 20, 2013 11:47:46 GMT
I've modified the bit of Acme threaded rod I bought for the brake screw some time ago, that's now ready for silver soldering to the hand brake shaft....   I've also finished off the adaptor for the pressure gauge, 1/4" NPT to 5/16" 32 ME, dual purpose as it's also intended to support the gauge. I've rather gone off it though, it's come out much longer than I'd like, I think I'll look around for a different way of joining the pipe. Since I want to make the gauge a flanged brass surround anyway, I could mount it from that, if I can just find a better way to connect it...  |
|
|
|
Post by fostergp6nhp on Nov 20, 2013 18:57:07 GMT
Ed for the pressure gauge, whats wrong with a flange mounted gauge like on my Foster?
|
|
|
|
Post by ejparrott on Nov 20, 2013 21:06:58 GMT
Nothing, nothing at all. I want to make a brass casing for this one with a flange to mount it, but the adaptor will still (currently) only be at most 1/4" shorter. What I want is a nut to fit the gauge to take a 1/8" pipe, something I think will be hard to find as it's a taper thread.
|
|
jma1009
Elder Statesman

Posts: 5,901
|
Post by jma1009 on Nov 20, 2013 21:57:20 GMT
Ed, for the pressure gauge i'd turn down the thread on the existing gauge. the adapter will look unsightly and completely un-prototypical. i might have 1" dia FSD gauge you might like?
cheers,
julian
|
|
|
|
Post by GWR 101 on Nov 21, 2013 12:14:14 GMT
Hi, not sure if I have read this correctly but are you looking to make a 1/8 inch NPT nut ?. If you are I have a 1/8 x 27 TPI NPT HSS tap, although its just an odd one it looks reasonable and you are welcome to borrow it, could probably post it. Apologies if I have miss understood just put it down to a senior moment. Paul
|
|
|
|
Post by ejparrott on Nov 21, 2013 13:24:26 GMT
The exisiting thread on the gauge is 1/4" NP and tapered, if it was 1/4" BS and parrallel, I'd have no problems. Still thinking about it - not sure about turning the gauge Julian, but I'll think about it...
|
|
|
|
Post by ejparrott on Nov 23, 2013 7:59:36 GMT
Thanks for that, I'll look in to that, I didn't realize there was a parrallel equivilant of the NPT!
|
|
|
|
Post by fostergp6nhp on Nov 23, 2013 18:05:14 GMT
Ed, i think i have a 1/4"NP parallel die, i can check in the morning.
|
|
|
|
Post by ejparrott on Nov 23, 2013 20:50:50 GMT
Please Phil, that would be great if you have |
|
|
|
Post by GWR 101 on Nov 24, 2013 8:47:18 GMT
Hi apologies if you are already aware and I may be wrong in how I am reading the data I have.
I assume that the length of thread you have is at least 0.402", the depth of thread is 0.044". The effective dia at the small end is 0.477, or less if its longer than 0.402". My data states that the effective dia for a parallel thread is 0.486", so if you re screw it will there be sufficient thread engagement to provide a sound joint. Hope this makes sense. Paul
|
|
|
|
Post by ejparrott on Nov 24, 2013 8:48:31 GMT
I'd have to look, and the gauge is currently on my desk at work, thanks for the info, I will check.
Ed
|
|
|
|
Post by fostergp6nhp on Nov 24, 2013 21:23:45 GMT
Checked and i was mistaken about having a parallel die.
|
|
|
|
Post by ejparrott on Nov 26, 2013 10:54:12 GMT
Never mind Phil. I'm actually pondering tapping the hole so I can plug it, and then making something to hold it and interpolating the end down to 3/8" or similar and fitting it with a 32TPI thread or similar.... Yesterday I made up the mount for the regulator valve....    It'll clamp through a 3/8" thick slice of bronze bar, trapped between the dome bush on the boiler and the dome itself. Just need to get the 1.25" hexagon put on the end for tightening it up. |
|
|
|
Post by ejparrott on Nov 27, 2013 18:00:30 GMT
Spent a couple of hours in the workshop this afternoon, milling away at bits of the cross-heads...all basic milling stuff, no readouts needed particularly, but I did set up my 0-1" digital clock gauge just to keep an eye on the depths that I was milling to. There is a graduated collar on the knee, and I can read it pretty accurately, but I wanted to be certain for these Machining the first flat... 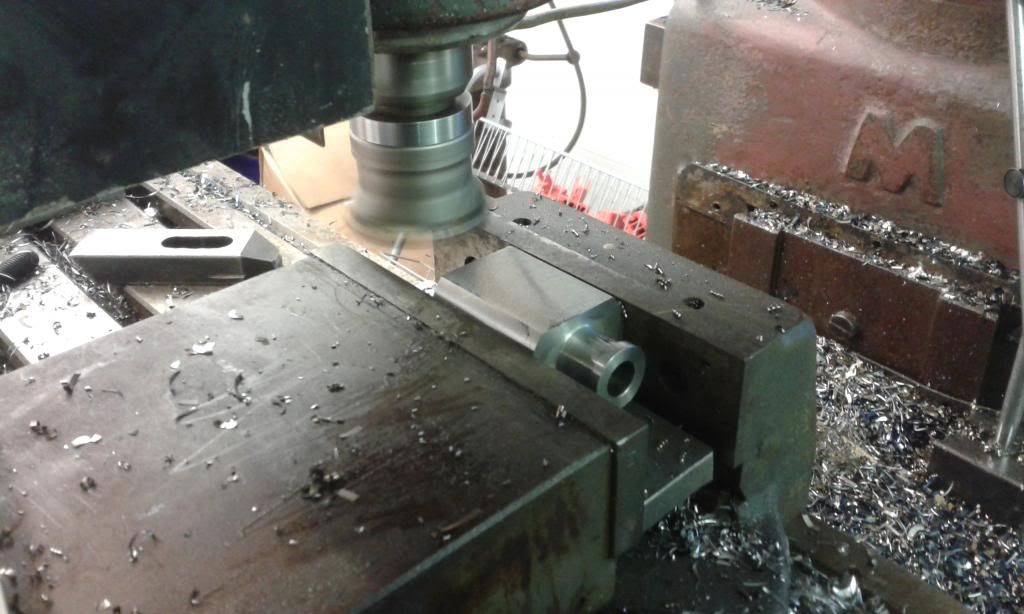 Second side....  Third side, and now we know if we made it out of big enough round bar....if there's any trace left at the corners, we made it too small.......... 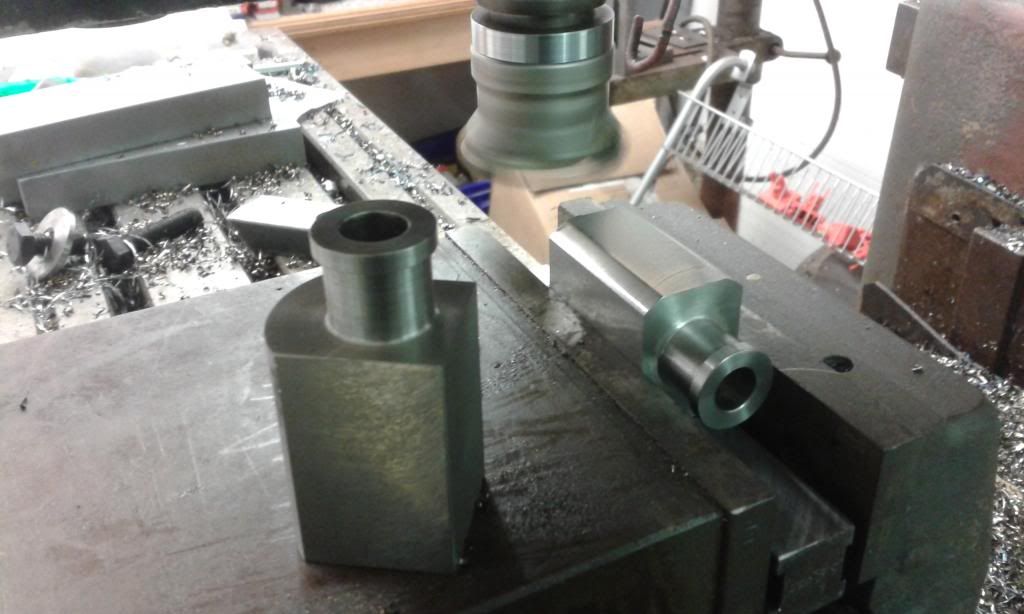 Then finally the fourth side, and put it together to see what it looks like! I reckon these are about the biggest cross-heads I've ever seen on a 7.25" gauge engine...I was quite surprised at just how big they were....   I shouldn't really be messing with these, I've a stretcher that need milling to length and some bolts holes drilling, and I need that Christmas week for putting the frames together...I could also do with starting on the horn castings for the same reason...and I need to think about the horn stays! |
|
|
|
Post by Shawki Shlemon on Nov 28, 2013 7:20:07 GMT
Nice job , good photos for beginners to see hoe to fabricate items . very informative .
|
|
|
|
Post by Deleted on Nov 28, 2013 11:02:10 GMT
I agree with Shawki... great work
Pete
|
|
|
|
Post by ejparrott on Dec 1, 2013 15:14:39 GMT
These were delivered this week...well in advance of when I need them, but certainly got motivation now to get on and get the cab built, they're absolutely fantastic!
They are from Peter's Plates, £55 fully finished and delivered (usual disclaimer) This is the second time I've used him now, and I have to say I'm really happy with his work, and I wouldn't hesitate to use him again.
Don't ask me why the picture is sideways, I did rotate it in photobucket...it might flip itself round in time...
|
|
























