|
|
Post by Roger on Jul 3, 2016 9:24:52 GMT
Nice job as usual Steve, I'm wondering if this is another item to chat to Adam about?
|
|
|
|
Post by springcrocus on Jul 3, 2016 10:48:18 GMT
Thank you, Roger.
Regarding Adam making parts, after the bending I was seeing whilst machining the bearing block face, I'm not sure a casting is a good idea here considering that it's likely to be put under a hefty workload. At the moment, I'm just following the drawing, almost blindly, but later on I may consider scrapping this part and making a steel fabrication. It will certainly be stronger and look how it should do. I think there is one available from Malcolm High, as well.
Steve
|
|
|
|
Post by springcrocus on Jul 3, 2016 18:43:36 GMT
Once all the edges were cleaned up, I then clocked up the fixture and set the valves centreline to zero. From here I was able to drill the holes for the reversing shaft - a 3/16" pilot hole in this instance - and the slot in the front plate, doing the top half after the holes and then tilting the casting and doing the lower section. The corners of the slot will be filed square in the final dressing.  The outside bearing carrier has to be machined at some point and was now separated from it's right-hand counterpart. They are a slightly different shape and won't fit properly if mixed up.  After machining all over to get flat surfaces the mounting bolt holes are drilled and tapped 6BA. The drawing doesn't give any dimensions and I have made mine at +0.475", 0, -0.475" from centre of casting, and marked the drawing accordingly - in a few years time, if I need to revisit this item, I won't remember the hole positions.  Matching clearance holes were drilled in the expansion bracket and the picture shows the sacrificial waste to the side.  The two parts were then bolted together and the waste removed flush with the bearing carrier followed by the angled edge being milled to shape.  The fixture was then set up one more time to drill the remaining holes, starting with the hole for the weighshaft bearing which is drilled and reamed 1/2" diameter...  ... followed by the expansion link bearing carriers. It appears that the positional relationship of these two holes is important and this is where the DRO really pays off. Because of the flimsiness of the bearing carriers, packers and wedges were used to support them.  After drilling and reaming the main hole, the four bearing retaining screw holes were put in the top carrier, then the carrier removed and the lower one drilled. These will be tapped 10BA later.  I will now spend some time prettying these up with the Dremel and then make the various bushes and bearings. Also, the front reversing shaft hole need reaming 9/32" and the rear one tapping 5/16" x 40 ME If you're getting a bit fed up of all these pictures I wouldn't blame you, but thanks for looking in anyway, Steve |
|
|
|
Post by Roger on Jul 3, 2016 19:12:35 GMT
Hi Steve,
The more pictures the merrier as far as I'm concerned. It's much easier to follow by seeing it first hand, and a lot more interesting. Do keep the pictures coming. A lot of people won't be familiar with soft tooling and how much simpler it can make setups when you don't rely solely on the standard clamp set.
|
|
|
|
Post by Geoff (Carlisle) on Jul 3, 2016 20:48:44 GMT
Hi Steve, the reason for the lack of photo's of the clan, well the clan is in the other workshop while I am doing a few jobs on my Enterprise as it's due it's M O T . I'm renewing the blow down valves on the gauge glass's as the one's that were on wasn't much cop.
Now like you I started work on my expansion link brackets but realised they weren't going to be easy, so I decided to fabricate them and they worked out o.k., look on my page 18 on clan build, and you can make them as the full size one's.
Geoff (Carlisle).
|
|
|
|
Post by springcrocus on Jul 3, 2016 21:14:30 GMT
Rest assured, Geoff, I have read your thread from start to finish more than once! I often look back through yours or Jim's builds if I'm not sure what something should look like or what it does.
Remember, I've never built a loco before, I'm just a simple machinist but, luckily, a reasonably competent one.
Roger: Like you, I would like to see the next generation be able to do some of the things we do and derive the same satifaction from creating something. I hope that my descriptions and photos are enough to inspire just one more person to say, "Well, if that buffoon can do it, then so can I".
Steve
|
|
jma1009
Elder Statesman

Posts: 5,922
|
Post by jma1009 on Jul 3, 2016 21:52:38 GMT
Hi Steve,
I gave up on these complicated castings years ago in favour of fabrications 1. cost 2. ease of manufacture and machining 3. I am fortunate to be a dab hand at silver soldering.
Anyone who can successfully machine up those awkward castings has my utmost appreciation and praise! Well beyond my capabilities! Well done!
I have also learnt a lot from your cylinder machining set ups so has been very instructive and useful.
Cheers,
Julian
|
|
stan
Seasoned Member

Posts: 110 
|
Post by stan on Jul 4, 2016 21:16:00 GMT
Hi Steve
Model engineers laser do laser cut parts all holes in you just have to bend and silver solder all parts are tabbed and not vey expensive they look brilliant when finished .
Stan
|
|
|
|
Post by springcrocus on Aug 1, 2016 21:25:55 GMT
I have made the expansion link bushes from phosphor bronze because they are going to get a fair bit of wear and the four bolt holes were drilled on the mill using co-ordinate drilling. There are two for each side and they are the same both sides. I've also made the reversing shaft bushes and the weighshaft bushes but these have been made from brass as they won't get anything like as much wear. And while I was making these, the mill was happily running on auto facing of some flat bar.  The backing plate has also been made and all the parts assembled together although I still have to make the reversing screw which is a left-hand square thread and will need some thought.  The assembly has been temporarily bolted to the mainframes and work will now start on the right-hand bracket.  Thanks for looking in, Steve |
|
|
|
Post by Cro on Aug 1, 2016 21:56:01 GMT
Lovely to see bits going on the chassis Steve, You'll soon need a lovely gearbox to go on the far end of that reverser shaft  Adam |
|
|
|
Post by Deleted on Aug 2, 2016 11:35:03 GMT
great work Steve...she's going to be a beaut...  Pete |
|
|
|
Post by springcrocus on Aug 7, 2016 11:00:57 GMT
The right-hand expansion link bracket is very similar to the left-hand bracket, although a mirror image, so there is no point covering the same machining operations all over again. This is the starting point and, like before, the castings are very rough and also require the packing piece behind them when assembled.  The one thing that is a little different is that the amount of material available between the rear mounting face and the inside of the expansion link bearing face is a bit mean. I am going for a full clean-up but may need to increase the packing piece thickness to compensate to get the link and valve centre-lines the same. Here are a few odd pictures of some of the set-ups, they don't require individual descriptions.      This bracket also carries the restoring spring mechanism and this has been fabricated out of some brass sheet, a brass bung and a length of 15mm copper tube with the three parts soldered together.  And to finish, here is a couple of pictures of the completed article. I usually take the photos at completion of machining but before any cosmetic work is undertaken but this time I decided to pretty it up a bit first, just in case anyone thinks that I'm just throwing things together.   Thanks for looking in, Steve |
|
|
|
Post by Jim on Aug 7, 2016 12:20:37 GMT
You're making lovely progress Steve and I might say giving me a wake up call to get back into the workshop to sort out the side panels for the cab roof. I've had enough of redecorating the living area of the house.
Jim
|
|
|
|
Post by springcrocus on Aug 21, 2016 22:27:34 GMT
Just a quick update with the cylinders. I should have been fitting the valve sleeves by now but have had a slight setback. However, before I fit the valve sleeves, I needed to hone the cylinder bores because access may have been a bit limited later. The first two pictures show the first cylinder bore after honing...  (right, then left for the hard of seeing)  ...and this last picture shows the kit that I used. Fourteen quid from Cromwell Tools and did the job perfectly.  If you've never used a hone before, the trick is to start AND stop with the stones in the bore (never pull the hone out whilst under power or you will probably destroy the hone), and run at high speed for twenty seconds or so, stop, clean both the bore and the stones, another squirt of light oil ( I used 3-in-1) and repeat. Follow this routine until you're happy with the finish. As regards size, you will probably need to work for half an hour or so to remove about three thou in cast iron. It's all about surface finish, not removal of material, get your size nearly correct before honing. Thanks for looking in, Steve |
|
|
|
Post by simplyloco on Aug 22, 2016 6:53:13 GMT
SNIP If you've never used a hone before, the trick is to start AND stop with the stones in the bore (never pull the hone out whilst under power or you will probably destroy the hone), and run at high speed for twenty seconds or so, stop, clean both the bore and the stones, another squirt of light oil ( I used 3-in-1) and repeat. Follow this routine until you're happy with the finish. As regards size, you will probably need to work for half an hour or so to remove about three thou in cast iron. It's all about surface finish, not removal of material, get your size nearly correct before honing. Thanks for looking in, Steve Agreed. I used the same kit for my bronze piston valve bores: the stainless valves are about as close as I'll ever get to a perfect transition fit! |
|
|
|
Post by springcrocus on Aug 23, 2016 20:39:44 GMT
I am making most of the parts for the cylinders from cast iron and I have now made the piston valve sleeves fom some old sash weights. The material is not of the best quality and I got black as a coalman whilst machining it but the end product is quite acceptable. Unlike the majority of components in this build, both the bore and the O/D need to be very accurate and perfectly concentric because of how they are assembled. This would usually lend itself to making from bar stock, machining both the O/D and the bore to size and parting off to length as a single setup. However, my lathe is not the most accurate machine in the world and that is why I chose to do the job this way instead. The first job was to cut up and rough out the four billets, although they were faced to finished length at this stage.  Next I modified one of my between-centres boring bars to get down to this smaller diameter and also made up some brackets to hold one of my machine vices on the home-made vertical slide. Although a lot of time has been spent in preparing this, the vice arrangement will come in useful again in the future, I am sure. All four sleeves were finished in multiple passes and, therefore, marked with a felt-tip pen to ensure they went back in the same place each time.  To machine the outside, a mandrel was made from some spare material...  ...and the sleeves loaded in turn and brought to final diameter in multiple passes, the final cut being about six thou. They were then reloaded to machine the slightly reduced diameter of the external part of the sleeve, and for the steam port groove in each one.  Finally, over to the mill and the steam port holes all put in. The inlet holes are just a series of eight drilled holes of 3/16" diameter and the outlet hole a 9/32" x 9/16" slot.  These will now be cleaned up, pressed into the cylinders making sure the outlet ports line up with the cast-in holes and the hone then ran through each to get a perfect central join. The piston valves will then be made to suit whatever the final size turns out to be. Readers of one of my other threads will be aware that I ended up making these twice due lack of concentration on my part! I'm still not sure if I have made these in the best possible way. I had considered leaving the bores undersize and then using the between-centres boring bar to get final size after pressing together but I felt that deburring the steam port holes afterwards would be extremely dificult. Time will tell, as they say, but this has been both thought-provoking and frustrating in equal measure. I will be pleased to move on to something else for a change. Finally, apologies for the poor pictures, way below my normal standard. But thanks for looking in anyway, Steve |
|
jma1009
Elder Statesman
Posts: 5,922
|
Post by jma1009 on Aug 23, 2016 22:26:14 GMT
Hi Steve,
I am not sure old sash weights is the best material to make piston valve liners from. Time will tell. I would use meehanite bar.
A lot of extra time spent filing the ports into triangles alternating will give a freer exhausting loco so less constipated, and provide a better run for the piston valves and their rings, plus a sharper exhaust and better entry of steam on the admission side.
Cheers,
Julian
|
|
|
|
Post by springcrocus on Aug 24, 2016 6:47:56 GMT
Hi Steve, I am not sure old sash weights is the best material to make piston valve liners from. Time will tell. I would use meehanite bar. A lot of extra time spent filing the ports into triangles alternating will give a freer exhausting loco so less constipated, and provide a better run for the piston valves and their rings, plus a sharper exhaust and better entry of steam on the admission side. Cheers, Julian Julian, I agree with both your points and may still remake them with quality cast iron as well as remachining the port openings. I'm not going to rush the assembly of these and will ponder on it for a few weeks. At the moment, I am keen to move on to something different and cleaner to machine! Steve |
|
|
|
Post by springcrocus on Sept 3, 2016 22:08:27 GMT
I've been quite looking forward to making the expansion links: it was always going to be an interesting challenge when one considers the limited equipment I have. Before I started, I decided to see how others had gone about their manufacture but I couldn't find many references or pictures other than a photo by Jim (Boadicea) and a few descriptions. Of those I did find, it appears that people usually use a rotary table with extension bar to set the radius of the dieblock guide. The other two options are the old-fashioned way (by hand!) or having the things laser-cut. I'm not yet ready to travel the laser-cut road but I don't have a rotary table, nor did I fancy trying to mark the whole thing out followed by chain-drilling and filing so another way had to be found. What I finally came up with is vaguely similar to Jim's setup with a long flat bar but that's where the resemblance finishes. The starting point was to cut a pair of blanks from some black flat bar. On these drawings, all the expansion link parts are drawn at twice full scale so I can't trace the outline and tranfer to the material.  These have been machined all over to give a flat plate of the final thickness (1/4") and, using the centre of the trunnion pin as the x0,y0 datum, a locating point drilled and reamed 3/16". This was followed by working out the absolute positions of the three 6BA clearance holes for bolting on the trunnion brackets using the pitch circle co-ordinates in the Zeus book and, finally, the hole for the eccentric rod. Although this should be 1/4" diameter reamed, I've left it at 3/16" dia for the moment because I have a filing button of this size for the outer form.  I had a couple of pieces of 2" x 1/2" flat bar going spare and used these to create the machining fixture for the next few operations. At the lefthand end I have made a 5/16" diameter pivot point which gets bolted to the table and the DRO centred on the pivot. At the right-hand end another piece acts as a pressure pad with a fence spaced a few thou over the half-inch bolted on top which holds the working plate captive but free to slide back and forth. The working plate is a ten inch length of the same material with two holes drilled and reamed 5/16" at the left-hand end. The first is for the outside radius of the link and the second is for the radius of the slot in the link. At the other end are three holes drilled and tapped 6BA and a hole drilled and reamed 3/16" to take the locating pin. I have also drilled and tapped a couple of M6 holes to take a pair of clamps. Finally, I have made up a crude leadscrew arrangement from some M8 studding and a couple of bits of brass to allow controlled movement of the working plate. The leadscrew works because the two brass bits are free to pivot in the respective plates and there is a small bit of plastic under the grubscrew in the leadscrew nut that reduces the backlash of the thread to a minimum.  It all looks a bit Heath-Robinson but it does work and the next photo shows completion of the first operation. I roughed out using plunge cuts and finished by taking two radial (side-cutting) passes at ten thou and a final one at five thou to finish at the correct dimension  The fixture was now adjusted and set up using the second pivot point and everything re-centred. I then marked out the top and bottom extremities of the link by clamping the workplate and moving the table to plus and minus 1.218" on the DRO and scribing a very short line by dragging the chuck with a centrepoint loaded in followed by resetting the table to zero and pivoting the workplate till the mark matched the centrepoint at the edge. The workplate was then clamped, a 1/4" dia cutter loaded, the table moved out and the angle formed with multiple passes until I reached 0.125" on the DRO (half the cutter diameter).  A similar procedure was used to mark out the extremities of the dieblock guide and four 1/16" diameter relief holes drilled before milling the slot. Using the pivot block and adjusting to centre each time ensures that all the holes and slots are in the right place but trying to mark this shape out from dimensions only would be a nightmare.  The final operation with this setup was to mill out the slot and for this I first punched the locating pin in the workplate down below the surface and then roughed out with a 3/16" dia slot drill using plunge cutting, removing the leadscrew arrangement and just moving and clamping the workplate by hand.  Then I changed back to a 1/4" dia cutter and repeated the plunge cuts. Finally, I dropped the leadscrew back in and ran the cutter back and forth in the slot to clean the sides.  Now that the slot was finished, it was just a case of getting the exterior shape reasonably correct. The working plate still came in useful for milling the lower angle because it just needed to be set to the thirty degree angle and the lower section milled away. 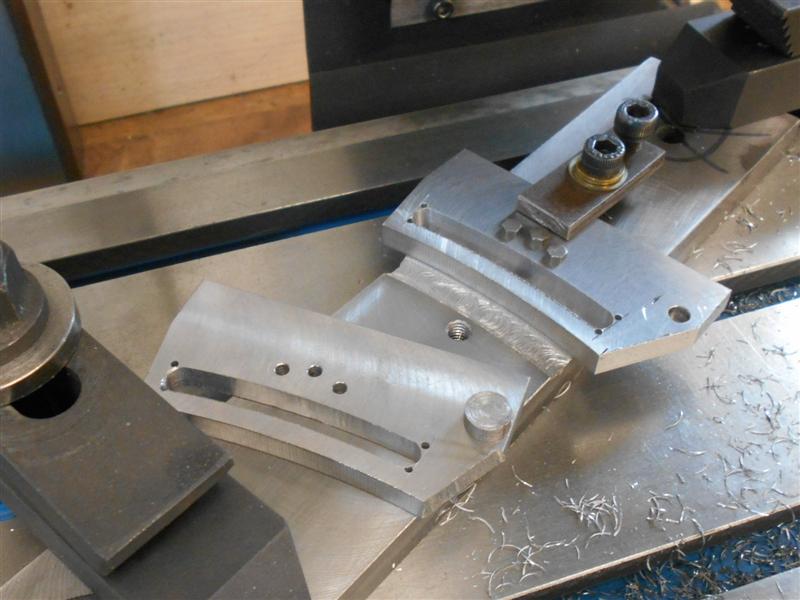 The rest of the outside shape was marked out using one of the unfinished trunnions to scribe the rear circular shape and digital vernier to mark out any other dimensions. They don't show up particularly well but this photo gives the general idea. Look closely and you will see some lines.  One more milling operation created the inside radius of the tail for the eccentric rod.  From this point on, it was mainly hand-work sawing off the excess material before filing, grinding and linishing to get the final shape. And here are the two links: they just need the eccentric rod bearing hole opened out and a PB bush installed plus a little more polishing.  I'm quite pleased with how these have turned out, and it just goes to show that complex shapes can be made with the simplest of equipment if one just takes the time to work out how. I will probably avoid laser-cutting for a while longer, it's far more satisfying to make it ones-self. Thanks for looking in, Steve |
|
|
|
Post by Cro on Sept 3, 2016 22:41:24 GMT
Great pictures and a fantastic explanation Steve! Love it great stuff.
Adam
|
|











