|
|
Post by springcrocus on Dec 7, 2019 17:12:47 GMT
Time to say a big "Thank you" to Wilf (uuu) for his massive contribution to the boiler build. It's not just the physical help, either, it's the invaluable moral support. People have used the word "assistant" but I have used the word "colleague" consistently because it is far more appropriate. Wilf was not an assistant, he has been a partner to this build, an important distinction. There have been times during this build when I've wondered why the heck I didn't just buy a professional boiler. Before I started, the largest item I had ever silver-soldered was my smokebox saddle.  There has been a few hiccups along the way, especially when I cut the material for the inner firebox and combustion chamber wrong. There has also been drama when I nearly burned the workshop down and destroyed a set of fiberglass steps. Looking back, though, it taught me an invaluable lesson and gave me a great deal of respect for dangers of brazing. One cannot be complacent when working at these temperatures. It's a bit daunting when one is heating away for ages yet nothing seems to be happening. The bigger the lump of copper, the longer it takes, ten or fifteen minutes for us sometimes. But then, suddenly, the flux melts and the solder starts to glisten and, before you know it, the melt has happened and the job is done. For both of us, our techniques improved with each session in the workshop and we both feel our skills have come on in leaps and bounds. I certainly will not have any fear of making another boiler but it might be a simpler one next time. By all accounts, this is one of the most complicated boilers to construct and I'm amazed that we arrived successfully at journey's end. There are a few things that I would do differently if starting again but I'm happy that most jobs were done in the correct order. The only one that bothered me was closing the firebox back before fixing the girders. Another thing, I will never again use loose rivets to hold a construction together, only screws or firmly-fixed rivets. The joints that gave us the greatest problems were the loose-riveted ones. Wilf had many good ideas that improved how we accomplished various tasks and the build went much better because of his input. All in all, I'm happy to refer to this as "our boiler" rather than "my boiler" and I will probably get him to teach me how to drive my loco with our boiler when the time comes. Finally, I spent a while tracking down this post which I remembered reading from one of our most respected members and recommend it as one that any prospective first-time builder should read. .... Let me tell you a secret, once you have built one you will realise that the boiler is easiest part of the loco to make, just follow soldering guide lines, keep things clean and be patient, I stitch the boiler together in 8 - 10 steps, after each step I inspect thoroughly and fix any faults if present and go to next step. You're not wrong, Shawki.  I know we still have all the official testing to do but the pressure test today confirmed the integrity of the boiler and the rest should be fairly straightforward. Thanks to everyone who has followed this boiler build and offered encouragement along the way. Now I had better get on and finish the rest of the loco. Regards to all, Steve Update: the shell test is booked for Wednesday morning at Broadfields. |
|
johnthepump
Part of the e-furniture
 Building 7 1/4"G Edward Thomas
Building 7 1/4"G Edward Thomas
Posts: 494 
|
Post by johnthepump on Dec 7, 2019 17:35:12 GMT
Well done Steve and Wilf. I'm fortunate to have seen this piece of excellent work for my self.
As far as I know it is the first model locomotive boiler made on the Isle of Wight since 1996.
By the way don't forget to put the identification number on before you go on Wednesday may I suggest SS/WU 19 or something of the like.
Regards John.
|
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,858
|
Post by uuu on Dec 7, 2019 18:21:18 GMT
... drama when I nearly burned the workshop down and destroyed a set of fiberglass steps. Looking back, though, it taught me an invaluable lesson ..., Steve This is where your story goes wrong, Steve. You see by working in pairs we have to share the blame when things go wrong - so WE nearly burned your workshop down. But the other side of the coin is that we both learned the lesson from the mistake (and from all our other mistakes), so we get twice the bang for half the buck. Wilf |
|
|
|
Post by springcrocus on Dec 11, 2019 16:07:44 GMT
Ive now dressed all the stay ends back and given it all a good clean prior to going for the shell test. I wanted it to appear elegant and chic at the debutantes' ball, not looking like an old boiler. 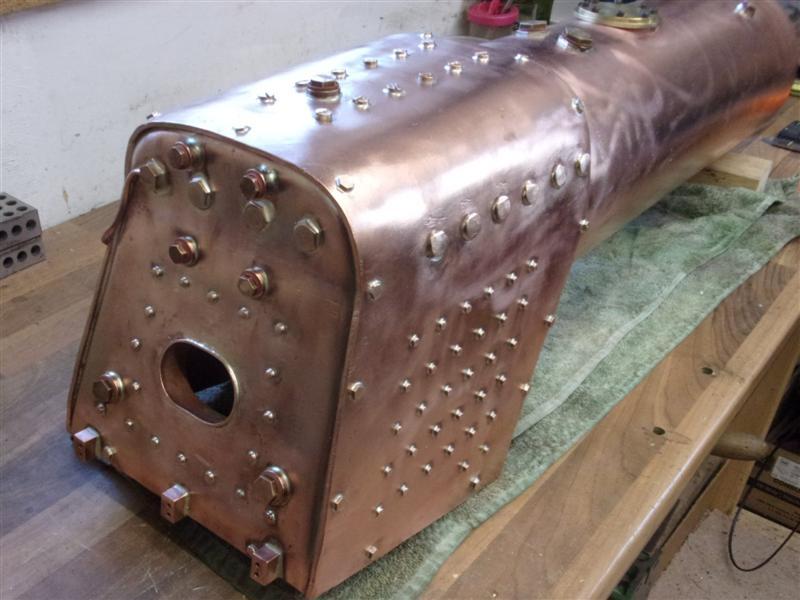  It was nice to see four proboards members there this morning, John, Wilf, Andy and Dan who all watched the test. I'm pleased to say that it passed and has now been issued with it's passport. Because I feel it is important that the boiler can be traced back to it's club of origin if the paperwork is mislaid it has been numbered accordingly, hopefully allowing a future owner to work out that it was made on the Isle of Wight in 2019.  And that's me done for this season. I'm off to my loft until Easter while I concentrate on my "OO" gauge layout during the winter months. Happy Christmas to everyone and hope to catch up with you all in the spring. Regards, Steve |
|
don9f
Statesman
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961
|
Post by don9f on Dec 11, 2019 19:39:46 GMT
Hi Steve, thanks very much for taking us on this boiler building journey and what a great result!
Best Seasonal Wishes to you as well!
Cheers Don
|
|
twombo
Seasoned Member

Posts: 120
|
Post by twombo on Dec 11, 2019 22:22:15 GMT
She is a beauty, Steve! I have a Fondness for a Steamy redhead! I can’t wait for her first dance!
Mick
|
|
|
|
Post by coniston on Dec 12, 2019 0:04:04 GMT
A very neat and professional looking job Steve & Co. excellent result and an inspiration when 'professional' boilers are the norm, nothing wrong with that either, I've gone that route on my A3, but hope to build my own Pansy boiler.
All the best for the season.
Chris D
|
|
jma1009
Elder Statesman
Posts: 5,919
|
Post by jma1009 on Dec 12, 2019 0:43:39 GMT
Hi Steve,
Very Well done!
Congratulations! You ought to be very very pleased! Quite an achievement!
(I wonder who made the last new build boiler in the IWMES referred to by John the Pump in 1996?)
Cheers,
Julian
|
|
uuu
Elder Statesman
your message here...
Posts: 2,858
|
Post by uuu on Dec 12, 2019 8:09:49 GMT
The last one might be the 7 1/4" Wren, built by the now club president.
Wilf
|
|
jma1009
Elder Statesman
Posts: 5,919
|
Post by jma1009 on Dec 13, 2019 1:01:03 GMT
Hi Wilf,
Yes, you might be correct over this, as it coincided with a 'battle royal' over the use of the substantial aluminium track material donated by Don Young shortly before Don died, which ultimately was used on the new raised track, rather than a new ground level track for Reg's new loco on a new ground level 7.25"g. I retained a few letters over all of this by me (I sent a particular letter to all IWMES Committee members), and some very nice personal letters from Norman Godfrey, who swayed the vote in my favour at Committee level to use the aluminium track material on the new raised track.
Reg Wrenn's new loco had to make do with welded steel track!
(Up far too late watching the election results!)
Cheers,
Julian
|
|
|
|
Post by jon38r80 on Dec 13, 2019 9:32:02 GMT
I have enjoyed you build thread over the last few months , in particular your scrupulous attention to detail, cleanliness and accuracy. I look forward to the saga continuing next year when you exit hibernation.
|
|
Midland
Elder Statesman
Posts: 1,875
|
Post by Midland on Dec 13, 2019 10:10:29 GMT
Fabulous job and you have inspired me to make a boiler, but will turn up for classes in the spring perhaps with a crocus or two!!
D
|
|
|
|
Post by springcrocus on Dec 23, 2019 18:11:40 GMT
This warmer weather has given me an unexpected few extra days in the workshop before Christmas and I've used the time to make the ashpan. The ashpan has been made from 1.1mm galvanised steel sheet, offcuts from the skip of a local engineering firm. It's a complex shape and there is no pre-development length given on the drawing. The overall length was calculated by scaling from the drawing using the side view. To get started, a piece of material was marked out and set up on the mill to clear away the material for the ashpan doors and the two tunnels over the pony frame. 3mm drilled holes marked the start of machining.  A 3/16" slot drill was used to clear away the door openings and the tunnels were made with increasing sizes of slot drill up to the final size of 16mm. There is also an additional slot that the cylinder cock rod passes through. 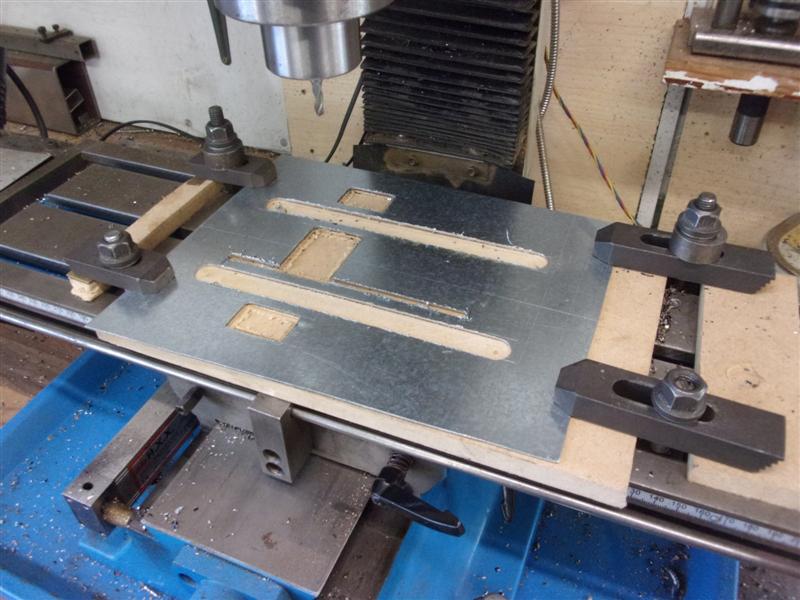 Because I don't have a bender / folding tool the bending was done between a pair of steel angles held in the vice. The slots for the tunnels allowed a pair of engineers clamps to add additional support in the middle.  Offering the folded component up to the drawing showed my dimensions to be reasonably correct.  The tunnels were made next from some thinner material, bending it around a 9/16" dia bar. These were offered up into the slots and the shape scribed onto the material from the outside of the ashpan.  Another view of the completed tunnels. After I have burnt off all the paint and cleaned them up, these will be silver-soldered into place. The galv will also be removed: by chance, I discovered that the citric acid pickle also disolves the zinc, something I wasn't previously aware of.  The outside edges of the ashpan were cut away next and the side panels made to fit. This was a balancing act to get all the angles to agree with each other and the linisher was used to nibble away at the material until I was satisfied with the shape.  This is the final shape of the ashpan with the sides resting alongside.  And this is a similar shot with the sides resting in place.  I'm not going to fix these just yet because, at present, there is no way to replace a damaged fire grate without lifting the boiler, not that I can see anyway.   My tunnels are lower than shown on the drawing and I may be able to do something by having a removable side. My grate will be the built-up stainless steel variety, not the cast iron grate that is available. Suggestions from others who have found a solution to this would be gratefully received. However, I won't be making a slide-out rosebud grate such as Jim designed for his Boadicea. Steve |
|
|
|
Post by coniston on Dec 23, 2019 22:45:02 GMT
Lovely bit of tin bashing Steve!
Chris D
|
|
don9f
Statesman
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961
|
Post by don9f on Dec 24, 2019 0:11:17 GMT
Hi Steve if it’s any help, the grate on my 9F is in three longitudinal sections. They are supported at front & rear, with an additional bar across the middle, left to right. Each section can be removed through the firehole door, using in my case, a pair of forceps who’s handles can lock together.  I think the designer intended that each section could pivot around the bar and be removed through the bottom hopper doors, but when I tried this, the middle section wouldn’t go down between the brake pull rods. I left them as they were and they come out through the door easily. Your grate might be slightly wider though? Cheers Don |
|
|
|
Post by delaplume on Dec 24, 2019 0:23:13 GMT
quote}------- "I discovered that the citric acid pickle also disolves the zinc,"........
that's a handy bit of info...
Over what sort of time period did this happen Steve ?
|
|
|
|
Post by springcrocus on Dec 24, 2019 8:03:25 GMT
I'm not going to fix these just yet because, at present, there is no way to replace a damaged fire grate without lifting the boiler, not that I can see anyway. Steve I've started a new thread HERE to discuss this and would be grateful for member's input. Regards, Steve |
|
|
|
Post by springcrocus on Dec 24, 2019 13:41:42 GMT
quote}------- "I discovered that the citric acid pickle also disolves the zinc,"........ that's a handy bit of info... Over what sort of time period did this happen Steve ? These have just had an hour in the citric acid pickle and the zinc is all gone. However, I have no idea what the concentration is so it's just a number. The nice, brownish patina is the dissolved copper in the pickle depositing itself on the steel. It rubs off quite easily and couldn't be used as a coating.  This will make painting and priming a lot easier. Regards, Steve |
|
|
|
Post by delaplume on Dec 24, 2019 16:51:32 GMT
Many thanks for that info Steve.....As they say}---"You live and learn."
I've just been watching Hercule Poirot on the TV and to mis-quote / paraphase ---my "leetle grey cells" are now enlarged by this knowledge...
Cheers
Alan
|
|
|
|
Post by springcrocus on Mar 30, 2020 9:50:36 GMT
The regulator block is an interesting part to make although somewhat complicated. Although others have opted for simpler off-the-shelf stainless steel ball valves, I prefer the challenge of machining the drawn item. I started with three lumps of brass which I machined all over to the major dimensions of each part. They are the bottom cover, the main valve box and the steam chest (not stricty correct but suits the circumstance).  Carrying on with the main block, this was loaded to the 4-jaw chuck and the boss that connects to the steam collector turned to size. The bore for the large thread was next and then screwcut, pulling the chuck round by hand because of the blind bore. The steam collector bush was used as a gauge. 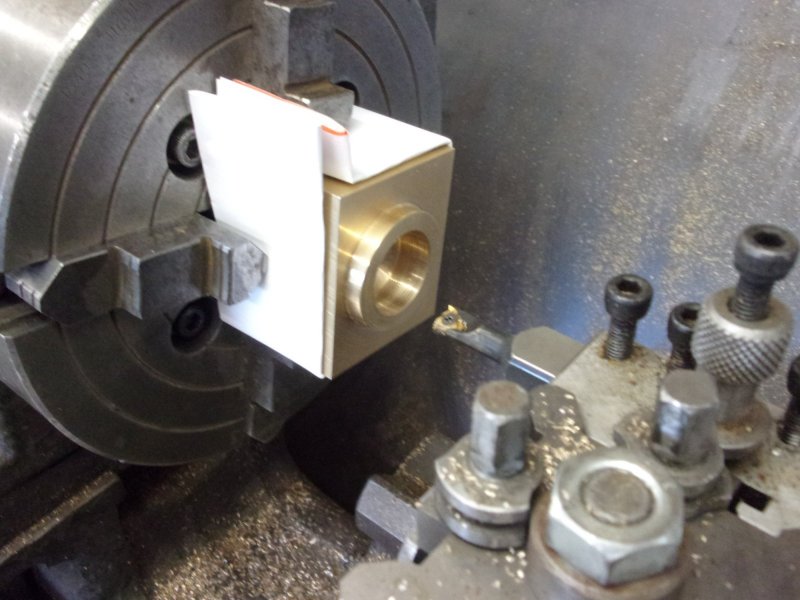 Over on the mill, the two valve holes were tackled next. The threaded portions at the top of each were drilled and tapped first, followed by drilling and reaming the respective bores.  The block was then upended and the hollow for the actuating mechanism milled away. I used a 1/4" dia cutter to trace a path round the outside, fifty thou depths of cut until full depth was reached.  After the inside was cleared away, the holes for the bottom cover plate were drilled and tapped using co-ordinate positioning with the DRO  The two holes for the actuating spindle were next, starting with the larger one, drilling and tapping to size. Without moving the table, a long-series spotting drill was then used to start the hole on the opposite side, ensuring it stayed in line with the first hole.  The rear of the block was next, drilling and tapping the fixing holes for the steam chest and drilling the short hole where the delivery bores meet. This picture was taken later. I forgot at the time.  Now is where it gets interesting. The bores from the steam collector to the valves, and from the valves to the steam chest, are compound angles. After working out the respective angles of each bore, the block was loaded to my tilting vice with angle gauges underneath the block to set the other angle.  It's practically impossible to position this with any degree of accuracy - too many variables including depth of the hole etc - and was mainly set up by eye. There is a good margin of error, however, and this turned out quite well. The opposite side was done in a similar way.  The hole for the whistle feed was done last and needed careful positioning to ensure it missed the other steam channels. This is the finished block.  If anyone cannot see the pictures, please let me know via PM and I will try to help. Steve |
|


 .... Let me tell you a secret, once you have built one you will realise that the boiler is easiest part of the loco to make, just follow soldering guide lines, keep things clean and be patient, I stitch the boiler together in 8 - 10 steps, after each step I inspect thoroughly and fix any faults if present and go to next step.
.... Let me tell you a secret, once you have built one you will realise that the boiler is easiest part of the loco to make, just follow soldering guide lines, keep things clean and be patient, I stitch the boiler together in 8 - 10 steps, after each step I inspect thoroughly and fix any faults if present and go to next step.










