|
|
Post by Doug on Sept 20, 2015 19:45:29 GMT
Excellent, it's such an easy way to make these so long as you don't crash it! I created a beautiful rod profile, but somehow managed to include the big end hole in that, so it finished the outside nicely before knocking seven bells out of the end with a 16mm ripper.... Oh well, that's how we learn. I take it the mill is much more capable now then? Oh yes it's a lot better, previously I could only take 0.5mm deep cuts with a 6mm cutter. Today I was very happily taking 2mm cuts and I haven't yet found its limit I think I could happily go for 3-4mm with a slow feed rate, the chatter has also noticeably dropped which has given a much better surface finish. I am having some issues with getting the Gib's setup correctly which may improve the setup further once sorted. |
|
|
|
Post by Roger on Sept 20, 2015 20:17:05 GMT
What a transformation, and relatively easy to do. It makes you wonder what these machine designers are thinking of, they clearly don't have much idea about rigidity.
At least you're now using more of the cutting edge too, rather than doing all the work on one corner. I'm pleased it's worked out well, it's going to save so much time.
|
|
|
|
Post by ejparrott on Sept 21, 2015 8:23:30 GMT
Cost.
The requirement for manufacturing these types of mill is cost, not capability or accuracy.
|
|
|
|
Post by Doug on Sept 21, 2015 21:30:39 GMT
Cost. The requirement for manufacturing these types of mill is cost, not capability or accuracy. Hi Ed surely that is true of all manufacturing businesses and to be honest for the price they are good value it's really my need to push the envelope that caused an issue. You buy a cheap mill and you get one, however now having tried the bigger Sieg X3 they are a much more capable and accurate machine it's basically a half size Bridgeport and at£1500 ish quid still cheap and competitive. Next time I buy a mill I will get one of those or a Warco Major mill or similar. My next loco after speedy is only a 2.5" gauge so my mill still has legs till that's done I recon I have a good few years till I get speedy done let alone Sir Kieth Park so no rush. Plus if I get really desperate I have a 600mm Quazar CNC mill I could borrow some time on at work. |
|
|
|
Post by Doug on Sept 26, 2015 15:52:44 GMT
Finally got round to finish the eccentric rod this now completes this side of the motion now I need to do it all again  the mill finishing the rod  And the rod fitted to the loco I am really happy with the result as I had to redesign it completely to fit the return crank I made all the clearances are fine. 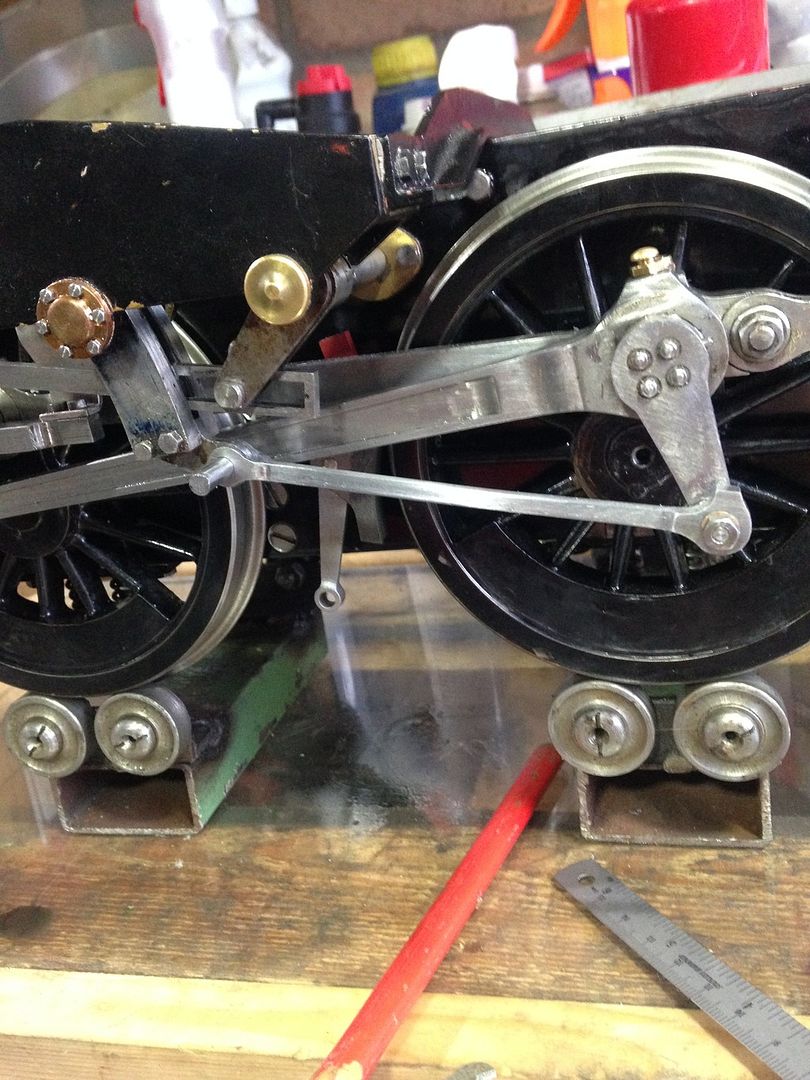 Just after the photo I finished my last bolt too in the radius rod |
|
|
|
Post by Roger on Sept 26, 2015 16:25:14 GMT
Nice job Doug. That looks mighty slender though from this angle.
The return crank with those four fixing bolts looks superb!
|
|
|
|
Post by Doug on Sept 26, 2015 16:44:39 GMT
Nice job Doug. That looks mighty slender though from this angle. The return crank with those four fixing bolts looks superb! It is really thin but it is the size on the speedy drawings. I am trying to stay close to the original design but with embellishments to make it look a bit more like 1501 kinda what I would describe as a modern speedy I am just too far down the road to get it looking exactly right. I had to alter the offsetting to get it to line up and still look a bit like it is on the drawing. i am super happy with the return crank, I did cheat quite a bit to get the look I used 10BA bolts and turned the heads to make them look like rods and nuts and the real work of holding the crank is done with a taper pin through the back. It ended up quite a bit thicker than both speedy and 1501 but it looks ok so I am happy. |
|
|
|
Post by Roger on Sept 26, 2015 16:53:21 GMT
Hi Doug,
It's so long since I looked at the plans I've forgotten what things look like on there. If it's got as much meat as on the original it's sure to be fine.
Cheating to get the look right, whatever next! The only thing anyone is going to notice is those four nuts holding it on. That's a really nice improvement and I think it's much better attached like that.
|
|
|
|
Post by donashton on Sept 26, 2015 21:04:45 GMT
Good show Doug,
In the 1950s when seemingly everything was 3.5"G LBSC, in a masterly taste for the future, produced Speedy. Not too big but chunky and accessible. All these years later we have several being built simultaneously and in touch through the forum. Ideas are floated and assessed and the means of achieving what each builder holds dear are different. How fascinating and worthwhile and a good read even if you are not building at all! The sharing is brilliant.
Don.
|
|
|
|
Post by Doug on Nov 21, 2015 16:31:08 GMT
Well not had a lot of play time lately busy enough to write my own "what have I been doing today" thread, anyhoo I have been busy buying lots and lots of copper in preparation for building the boiler  Surprised how heavy it is going to be, got another couple of hundred quids worth coming next week Also got a huge set of bending rolls to clean up for the job of copper smithing the boiler  Just need to get some very big burners and some silver solder and some formers and build my hearth for the soldering etc. Etc. |
|
|
|
Post by Doug on Nov 28, 2015 17:39:00 GMT
Have had some progress kinda indirectly still been getting boiler materials and now have everything except the small tubes 21 off on this boiler, also got a new burner torch this is for background heat and for annealing. Also refirbed my bending rollers  The cream metal plate is a test piece and it came out quite well IMO it's a lot of faf for one small job but I cant think of another way of making a boiler barrel. The rest of my time is being taken up with my CNC machine which I am updating yet again. Hope to get back to speedy one this work is completed and I can rely more on it being more accurate. |
|
|
|
Post by sirdubalot on Nov 28, 2015 18:01:56 GMT
Doug,
Thanks for posting your progress, I'm new to this so may I ask how you join the edges of the boiler barrel together please.
Best regards,
Willy.....
|
|
|
|
Post by Doug on Nov 28, 2015 19:34:55 GMT
Doug, Thanks for posting your progress, I'm new to this so may I ask how you join the edges of the boiler barrel together please. Best regards, Willy..... Hi Willy the barrel is joined along the seem there are two options for this either a staggered seem or a butt joint with a reinforcement strap fitted to the outside of the barrel the latter is what I have chosen all the best doug |
|
|
|
Post by sirdubalot on Nov 29, 2015 19:58:39 GMT
Doug, Thanks for posting your progress, I'm new to this so may I ask how you join the edges of the boiler barrel together please. Best regards, Willy..... Hi Willy the barrel is joined along the seem there are two options for this either a staggered seem or a butt joint with a reinforcement strap fitted to the outside of the barrel the latter is what I have chosen all the best doug I'm sorry if this is a stupid question, but could this also be silver soldered, I've also been asking myself if it is possible to TIG weld, I have one of these boilers part made I am wondering what to do with it. Regards, Willy. |
|
|
|
Post by Doug on Nov 29, 2015 20:19:31 GMT
Hi Willy not a silly question at all however you need to have a boiler inspector involved at all stages he needs to see the boiler in all states of build so you can't get started too soon with this. and yes all the joints need to be silver soldered, have a read of this article that explained quite well the stages of a boiler build and what's involved. link
all the best Doug |
|
pault
Elder Statesman

Posts: 1,496
|
Post by pault on Nov 29, 2015 20:41:29 GMT
Hi
I have seen a number of boilers with TIG welded seams along the bottom of the barrel. Some of them are quite old, so welded barrel seams have been around for some time although it is in relatively recent times that tig welding for other joints has become acceptable.As has been said you need to talk to your boiler inspector.
Regards
Paul
|
|
|
|
Post by sirdubalot on Nov 29, 2015 20:47:55 GMT
Hi Doug,
Many thanks for your response, a member of my club gave me a copy of the green book which I had a read of. Thanks for the link very informative reading there seems to be so much to learn here, after what you have said I will speak to the boiler tester at my club and get his opinion on the work so far on mine, I have the tubes etc.
Do you know if TIG welding is an acceptable means of joining copper, I think it can be done, just wonder if soldering is a better method.
Regards,
Willy....
|
|
|
|
Post by Doug on Nov 29, 2015 21:59:52 GMT
Hi Doug, Many thanks for your response, a member of my club gave me a copy of the green book which I had a read of. Thanks for the link very informative reading there seems to be so much to learn here, after what you have said I will speak to the boiler tester at my club and get his opinion on the work so far on mine, I have the tubes etc. Do you know if TIG welding is an acceptable means of joining copper, I think it can be done, just wonder if soldering is a better method. Regards, Willy.... The biggest issue with tig welding is testing it, copper is not exactly easy to tig weld, as far as I know (which I admit is not much) tig welded boilers are usually only accepted if done professionally. My opinions on boilers is not to mess about too much they are potentially lethal and its best to travel the path that's well trodden. So not to cause potential danger and also to not scrap some very expensive metal. There are lots of things that can be done on a loco that make it individual and they don't cause potential danger things like boilers and safety valves are IMO things that should not be messed about with unless you're in your area of expertise. all the best doug |
|
uuu
Elder Statesman
your message here...
Posts: 2,812
Member is Online
|
Post by uuu on Nov 30, 2015 7:45:59 GMT
I know of a case where the builder had welded his barrel seam. He'd used the right grade of copper, but his inspector still wasn't happy. A compromise was agreed, by having a strap silver soldered over the top!
Wilf
|
|
|
|
Post by ejparrott on Nov 30, 2015 10:09:43 GMT
TIG is difficult. I need to have a conversation with RSA about the TIG welding of copper boilers by 'amateurs' - using the term in the loosest sense. To the best of my knowledge the only people who are currently able to produce TIG welded boilers and components are Steam Technology in Kent who make Maxitrack's boilers.
When I discussed the welding of steel boilers with them recently for a new design of boiler, they wanted to see copies of the welding certificates of the welder would be doing the work.
Is a TIG welded version of a Silver Soldered design technically a 'new design' requiring a new set of calcs and approval? In my mind not an easy question to answer. There are no flanged plates for a TIG welded boiler, they are all flat. The flanges of a silver soldered boiler add strength in areas, and it isn't there on a welded boiler.
I will talk to RSA and when I do I will report back.
|
|









