|
|
Post by Roger on Nov 5, 2016 17:14:09 GMT
I'm posting this in a new thread rather than just replying to a personal message because I think it might be of more general interest. 'D' bits are a commonly de3scribed tool for making holes, but personally I don't like them. The method I use is to bore holes using PCB or engraving bits which are very cheap (about £1), are very rigid, and extremely sharp. You can find these in eBay by searching for 'PCB 2-flute' or 'carbide engraving'. This is the 2-flute type that I use as a boring bar, but one of the cutting edges needs to be removed...  20161105_163152 20161105_163152 by Roger Froud, on Flickr ... something like this. You need a fine, good quality diamond needle file to get the shape. The cheap sets available on eBay are way too coarse and just get destroyed by the carbide.  20161105_163900 20161105_163900 by Roger Froud, on Flickr This is the simple tool holder I made many years ago and it's done a lot of work. There's a central holding point, and one right on the edge to get in close to the side of a bore. The other tool is one of many styles of engraving bit, and these are superb if the hole you need to bore is minute.  20161105_165530 20161105_165530 by Roger Froud, on Flickr If you have a diamond wheel, you can also create grooving tools to use in the holder. Broken carbide tools can be used as the blanks for those. |
|
Midland
Elder Statesman

Posts: 1,875
|
Post by Midland on Nov 5, 2016 19:36:35 GMT
Roger
Should let the finger nails grow a bit!!
D
|
|
|
|
Post by andyhigham on Nov 5, 2016 19:48:01 GMT
Do you really need to remove the other flute? surely it will just end up in empty space in the middle of the hole
|
|
|
|
Post by Roger on Nov 5, 2016 20:23:49 GMT
Hi Andy,
It depends on whether there's a shoulder or you want to create a flat bottomed hole. You need to angle the tool so that the side doesn't rub, and that will mean the other flute is going to hit the bottom if there is one.
|
|
|
|
Post by runner42 on Nov 5, 2016 21:19:47 GMT
Thanks Roger,
I think I understand. Is it possible to remove the unwanted cutting edge with a grindstone?
Brian
PS I notice that the description shows that they are designed for mainly non metallic work, what is the hardest metal you have machined? |
|
|
|
Post by Roger on Nov 5, 2016 21:39:00 GMT
Hi Brian,
Your picture is correct, that's what I do. I doubt if a normal grindstone will like doing that job, you might find it wears away a lot for very little change on the tool. A green grit wheel or a diamond disc on a Dremel might do the trick though.
I bought a good quality fine diamond needle file at one of the Model Engineering shows and it's perfect for that. You can file Carbide or HSS easily with it. There are a lot of cheap rubbish diamond files though.
|
|
|
|
Post by 92220 on Nov 6, 2016 8:49:35 GMT
I do something similar to HSS slot drills that have a chipped or worn cutting edge. I grind away the ends of the flutes at a slight angle to give cutting clearance, and the slot drill becomes a mini flycutter. Works every time and I get to save buying new cutters for a bit longer.
On a slight deviation from the post, I always buy British made cutters. They last 3 or 4 times longer than cheaper far eastern equivalents, and are usually less than twice the price. They are also, generally, sharper. I am sure far east HSS is not to the same standard as British HSS. I have some 30/40 year old HSS lathe tools and they stay sharp for ages. The new HSS lathe tools, especially parting tools, I have blunt after a very short time compared to the old tools. Also I was told by someone who knows the manufacturing, that the cutting angles on milling cutters, on far east bits, are different to the British standard (not British Standard), and that is why they don't cut as well, and blunt quickly.
|
|
|
|
Post by Roger on Nov 6, 2016 9:32:20 GMT
I don't agree about the quality of cutting tools of Far Eastern origin. I bought a large batch of Carbide cutters from 1mm to 10mm through Alibaba from a Chinese company ZHY and the quality is every bit as good as from anywhere else. I don't think it's fair to assume that because some are bad that they all are. The Chinese are probably the No.1 supplier of cutting tools in the World at the moment.
Most of the cutting tools are now Carbide, HSS is pretty much obsolete in my opinion. Personally, I would never buy HSS milling cutters.
|
|
|
|
Post by Roger on Nov 6, 2016 11:53:47 GMT
I can't really understand why British made products are so inherently and clearly superior. This is almost anti nature, and rather suspicious. During the Industrial Revolution, those claims were largely true, and for a long time British Engineering stood for the best in the World. Those times have long gone though, the Japanese, Germans, our Trade Unions and weak management made sure of that, in my opinion. I think there was a certain arrogance on the part of Industrial leaders that made them self satisfied and oblivious to the fact that the World was changing and that it was important to embrace new technology and ideas. Many people still think British is best, but even a cursory look around you tells a different story. Chinese manufacturers already produce most of what we consume, and to rubbish them is simply to ignore the evidence. Britain may be Great in a few niche areas of Manufacturing, but the glory days are over I'm afraid. |
|
|
|
Post by joanlluch on Nov 6, 2016 12:47:51 GMT
Sorry Roger, I lately decided to delete my post to prevent controversy, and I can't hide that I posted it with a bit of intended sarcasm in it. I fully understand the reasons of this sentiment among some British people, which I respect and even admire because there's no doubt that believing on one's own values is of significant importance for many aspects of life and society.
|
|
|
|
Post by 92220 on Nov 6, 2016 16:46:37 GMT
I don't agree about the quality of cutting tools of Far Eastern origin. I bought a large batch of Carbide cutters from 1mm to 10mm through Alibaba from a Chinese company ZHY and the quality is every bit as good as from anywhere else. I don't think it's fair to assume that because some are bad that they all are. The Chinese are probably the No.1 supplier of cutting tools in the World at the moment. Most of the cutting tools are now Carbide, HSS is pretty much obsolete in my opinion. Personally, I would never buy HSS milling cutters. Carbide tools are a different 'kettle of fish'. I buy HSS milling cutters because I use a Clarkson chuck which takes threaded shank cutters. If you can tell me where I can buy threaded shank carbide cutters, Far Eastern, British or American made, I'll buy them. They used to be available, and I recently bought some on ebay. They were made by an American company, imported by a British tool company, but are now out of production. They were solid carbide cutters with a HSS threaded shank brazed on. Brilliant but no longer available. The tool supplier still has a stock but while I was in correspondence with them, the prices suddenly almost quadrupled overnight - jumping from £17.00 each to over £50.00 each! Needless to say, I'm no longer interested. I don't even use carbide lathe tools. The wheel castings for my loco are 316J free cutting stainless steel because the spokes are scale thickness so needed to be somewhat stronger than cast iron. I bought a set of inserted tip carbide lathe tools to machine the wheels. The carbide cutters didn't even last the machining of one wheel, so I decided to try my HSS cutters. The HSS worked like a dream. I machined all 10 wheel rims (not the tyres, which are mild steel) and only resharpened the turning tool once. The other problem with carbide lathe tools is sharpening them in the home workshop. OK if you have access to a tool grinder with diamond wheels, but not many of us have these luxuries.
I have, in the past, bought loads of far eastern cutters - until I was given some brand new Clarkson cutters for nothing! So I'm not criticising from a position of no experience. There was no comparison regarding life, and sharpness. I am not talking about carbide cutters because the only carbide milling cutters I use are the few I bought a couple of months ago, on ebay, that were threaded shank carbide cutters. I do accept that there are far eastern companies that produce good cutters, but I'm a pensioner and I'm not in a position that I can go and buy a load of cutters and hope they are going to be OK, only to find they aren't. I also prefer to support British companies rather than give business to a foreign company where I have a choice. Britain has lost it's engineering manufacturing base because, in general, businesses seem to prefer quantity over quality when sourcing supplies. Everyone wants the cheapest regardless. A couple of months ago I decided to try some Chinese endmills, just to see if things had changed. Yes, sharp on the end, but I use the side flutes to machine larger areas, and those cutters, while OK when cutting on the ends, produced a corrugated effect when used as a side cutter. Useless to me. They looked fine to the naked eye but under a microscope they were a very rough finish up the flutes. I used them as end cutters, machining some mild steel parts for the loco, and managed to machine 4 parts before the ends had lost their edge. I replaced the cutter with a new Clarkson and it machined another dozen parts and was still sharp when I had finished. The Chinese cutter went in the bin and the British cutter went back in my tool cupboard.
|
|
uuu
Elder Statesman
your message here...
Posts: 2,864
|
Post by uuu on Nov 6, 2016 18:23:42 GMT
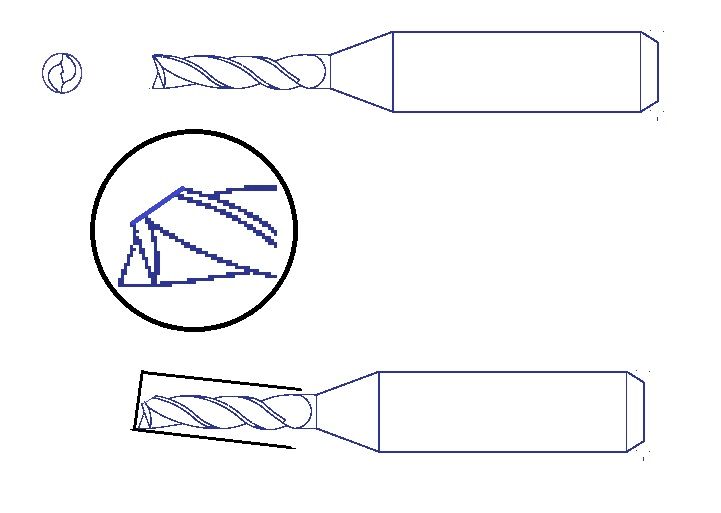
Here's a single-flute cutter that can shift aluminium at an astonishing speed. I've not tried is as a boring tool, but I suspect it would perform quite well.  Wilf |
|
|
|
Post by joanlluch on Nov 6, 2016 18:34:22 GMT
I am a bit confused on the subject of this thread. What hole dimension ranges are you talking about?. What's wrong with small sized drill bits?. Sorry, I know this is a very basic question, but I'm novice. Thanks.
|
|
|
|
Post by springcrocus on Nov 6, 2016 19:28:52 GMT
Here's a single-flute cutter that can shift aluminium at an astonishing speed. I've not tried is as a boring tool, but I suspect it would perform quite well. Wilf Might be worth giving it a try? They are really useful when CNC milling aluminium and you can't get the feed rate up high enough. The single flute allows one to halve the feed without compromising surface finish. That size probably needs an RPM of about 25,000! Steve |
|
|
|
Post by Roger on Nov 6, 2016 19:55:58 GMT
I am a bit confused on the subject of this thread. What hole dimension ranges are you talking about?. What's wrong with small sized drill bits?. Sorry, I know this is a very basic question, but I'm novice. Thanks. I'm really thinking about holes smaller than say 6mm. You can bore a 2mm hole with an engraving bit if you needed to, but more typically these are most useful for boring holes in the range of 3mm to 6 mm |
|
uuu
Elder Statesman
your message here...
Posts: 2,864
|
Post by uuu on Nov 6, 2016 20:00:14 GMT
I am a bit confused on the subject of this thread. What hole dimension ranges are you talking about?. What's wrong with small sized drill bits?. Sorry, I know this is a very basic question, but I'm novice. Thanks. There are two problems with driling. The drill will give a hole of appoximately the right size, but a D-bit can give a more accurate result. And the drill can bend. Boring gives you a straighter hole. Wilf |
|
sis
Seasoned Member

Posts: 113
|
Post by sis on Nov 6, 2016 20:10:48 GMT
Sorry Roger, I lately decided to delete my post to prevent controversy, and I can't hide that I posted it with a bit of intended sarcasm in it. I fully understand the reasons of this sentiment among some British people, which I respect and even admire because there's no doubt that believing on one's own values is of significant importance for many aspects of life and society. Joan, If you consider that the average model engineer in the UK has mostly experience of old British made cutting tools and also that produced outside of the "first" world, e.g. China to a budget. In this context I totally agree that the British is best. However I don't think the average person based in the UK would have extensive experience and easy sourcing of HSS cutting tools made in the USA, Switzerland, Sweden, Germany, Japan etc etc. After all why bother importing it when it is so readily available domestically. I don't think anyone is saying that the British was the best in the world full stop. It is simply the best in our limited world of experience. I've a few HSS blanks from the USA and they are old Stellite and T-15 grade. I don't know if anyone in the UK ever made blanks of the T-15 grade, I've certainly not seen any but when it comes to HSS I think it is the "best" I've used. But then my world is still quite a small one! I don't think I'll easily source any more though. In my opinion the "cheap" chinese HSS sold and aimed at model engineers are not a patch on the old British brands products. I personally have a fair few old Clarkson HSS end mills and slot drills, old dormer drills made in Sheffield and they are very good. I have some old taps and dies and they cut with less force than the few Chinese made I have. However as Roger correctly points out industry has moved on and these old tools whilst a joy to use for me are not a patch on modern carbide. I now have a few solid carbide 3 flute end mills from Greenwood tools and I will buy more of those and not bother to buy more new old stock Clarksons. Finally I will say when I use my old British made tools they put a smile on my face. Old brands long gone and superceded by new technology but not forgotten. Steve |
|
|
|
Post by Roger on Nov 6, 2016 20:51:29 GMT
I don't agree about the quality of cutting tools of Far Eastern origin. I bought a large batch of Carbide cutters from 1mm to 10mm through Alibaba from a Chinese company ZHY and the quality is every bit as good as from anywhere else. I don't think it's fair to assume that because some are bad that they all are. The Chinese are probably the No.1 supplier of cutting tools in the World at the moment. Most of the cutting tools are now Carbide, HSS is pretty much obsolete in my opinion. Personally, I would never buy HSS milling cutters. Carbide tools are a different 'kettle of fish'. I buy HSS milling cutters because I use a Clarkson chuck which takes threaded shank cutters. If you can tell me where I can buy threaded shank carbide cutters, Far Eastern, British or American made, I'll buy them. They used to be available, and I recently bought some on ebay. They were made by an American company, imported by a British tool company, but are now out of production. They were solid carbide cutters with a HSS threaded shank brazed on. Brilliant but no longer available. The tool supplier still has a stock but while I was in correspondence with them, the prices suddenly almost quadrupled overnight - jumping from £17.00 each to over £50.00 each! Needless to say, I'm no longer interested. I don't even use carbide lathe tools. The wheel castings for my loco are 316J free cutting stainless steel because the spokes are scale thickness so needed to be somewhat stronger than cast iron. I bought a set of inserted tip carbide lathe tools to machine the wheels. The carbide cutters didn't even last the machining of one wheel, so I decided to try my HSS cutters. The HSS worked like a dream. I machined all 10 wheel rims (not the tyres, which are mild steel) and only resharpened the turning tool once. The other problem with carbide lathe tools is sharpening them in the home workshop. OK if you have access to a tool grinder with diamond wheels, but not many of us have these luxuries.
I have, in the past, bought loads of far eastern cutters - until I was given some brand new Clarkson cutters for nothing! So I'm not criticising from a position of no experience. There was no comparison regarding life, and sharpness. I am not talking about carbide cutters because the only carbide milling cutters I use are the few I bought a couple of months ago, on ebay, that were threaded shank carbide cutters. I do accept that there are far eastern companies that produce good cutters, but I'm a pensioner and I'm not in a position that I can go and buy a load of cutters and hope they are going to be OK, only to find they aren't. I also prefer to support British companies rather than give business to a foreign company where I have a choice. Britain has lost it's engineering manufacturing base because, in general, businesses seem to prefer quantity over quality when sourcing supplies. Everyone wants the cheapest regardless. A couple of months ago I decided to try some Chinese endmills, just to see if things had changed. Yes, sharp on the end, but I use the side flutes to machine larger areas, and those cutters, while OK when cutting on the ends, produced a corrugated effect when used as a side cutter. Useless to me. They looked fine to the naked eye but under a microscope they were a very rough finish up the flutes. I used them as end cutters, machining some mild steel parts for the loco, and managed to machine 4 parts before the ends had lost their edge. I replaced the cutter with a new Clarkson and it machined another dozen parts and was still sharp when I had finished. The Chinese cutter went in the bin and the British cutter went back in my tool cupboard.
I think the problems you're encountering are because you're using a chuck that is no longer a mainstream design. If you changed over to an ER series collet chuck, which are very cheap, you'll find that there are superb Chinese cutters available. I machined my wheel castings with inserts that were almost certainly of Chinese origin. Everything you've seen me machine here over the past 3 years has been produced with Chinese milling cutters, and I think that's been to an acceptable standard. Industry is only interested in the total cost of metal removal, consistent with an acceptable finish, and they use Chinese cutters by the container load. I'm sure they'd be using British HSS tools if they were better. |
|
|
|
Post by joanlluch on Nov 6, 2016 22:24:41 GMT
I am a bit confused on the subject of this thread. What hole dimension ranges are you talking about?. What's wrong with small sized drill bits?. Sorry, I know this is a very basic question, but I'm novice. Thanks. There are two problems with driling. The drill will give a hole of appoximately the right size, but a D-bit can give a more accurate result. And the drill can bend. Boring gives you a straighter hole. Wilf Thanks Wilf, this is the kind of answer I was searching. It turns to be that in my language there's not separate words for "to bore" and "to drill" that I am aware of. The verb is derived from the translation of the noun "hole", and it's a single verb (such as "to hole" if that existed, of course). Hence the confusion. I get it now, thanks. |
|
|
|
Post by runner42 on Nov 6, 2016 22:37:23 GMT
I am a bit confused on the subject of this thread. What hole dimension ranges are you talking about?. What's wrong with small sized drill bits?. Sorry, I know this is a very basic question, but I'm novice. Thanks. Hi Joan,
from my perspective I PM'd Roger for more details on the PCB 2-flute tool he used for boring small holes because this overcomes the need to produce D bits when a flat bottomed hole is required, such as making the seating for a SS ball for a clack or check valve. One small boring tool overcomes the need for a number of D bits. An added advantage is that the hole can be made with a greater diameter at the bottom than the top say when using a 006 O ring having an OD of 1/4" on its seat when the top needs to threaded for a 1/4" x 40 TPI thread. In this case I would drill 7/32" diameter, insert the boring tool and flatten the bottom and increase the bottom 1/16" or so to provide sufficient clearance to accommodate the O ring.
Brian
|
|








