jma1009
Elder Statesman

Posts: 5,922
|
Post by jma1009 on Apr 8, 2019 20:36:39 GMT
Hi Malcolm,
Very good progress there. Getting to grips with the niceties of Stephensons valve gear can be quite a steep learning curve!
And your's has the errors in Don Young's design removed!
You might want to investigate the movement on the lifting arms on the weighshaft in your above film. The weighshaft reverser arm is static, but those lifting arms are jumping up and down. Could be the weighshaft reverser arm loose on the weighshaft, or both lifting arms loose on same, or all 3.
Cheers,
Julian
|
|
rrmrd66
Part of the e-furniture

Posts: 339 
|
Post by rrmrd66 on Apr 9, 2019 6:24:50 GMT
Hello Nobby
Thanks for the comments.
You need to (obviously) make two 90° bends and cut less than a half by hand/hacksaw leaving the final mating cuts for the milling jig.
The photo of the jig is a bit of a set up as you will start with a much longer "tail" out of the plumbers bending jig. This will help to keep the pipe from turning as you mill with only a very light clamping load.
Good luck!
Two questions for you:
1. What's the car on the avatar?
2. Did you eat that banger?
Regards
Malcolm
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Apr 9, 2019 6:27:26 GMT
Hello Julian
Thanks for that. I will check it out.
Many thanks for the other tips you have provided, BTW.
regards
Malcolm
|
|
JonL
Elder Statesman
WWSME (Wiltshire)
Posts: 2,993
|
Post by JonL on Apr 9, 2019 15:17:29 GMT
Two questions for you: 1. What's the car on the avatar? 2. Did you eat that banger? 1. It's a Mazda MX5; its our rally car.  2. Yes I did! |
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Jul 9, 2019 13:12:14 GMT
Hello to all. Here is the latest update of the build.
First up is the eccentric driven boiler feed pump. (The strange "growth" on the left hand side is just a piece of scrap to support the pump for the photograph)
Installed and connected to the forward eccentric. To overcome the problem of testing the pump I have some small bore plastic tube with which I will rig with a header tank and a return line so that I can check the pump during air running in.
I aim to fit a horizontal steam injector as well BTW as well as the standard tank hand pump.
Now onto the springs. These took along time to make. Here are the spring hanger brackets with an initial slot milled in them. ( Please ignore the double scribe lines!) I hand sawed and filed the radii on the tops. i thought that milling on the rotary table was a bit OTT. I drilled the locating holes and turned up the brake hanger pins.
Here are the spring buckles in various stages of manufacture. They were machined from solid. This is where the old Harrison lathe knocks spots of the Myford. Interrupted cuts. The "square holes were drilled out at the centres and then slot drilled on the mill finally finishing of the square corners with a triangular file. (Whoops. Second on the left looks like it has got a longer neck. Never mind)
Here we are drilling out the centre prior to slot milling the square. Devotees of the wobbler will be glad to know that I used this to establish the true centre of the buckle and with the help of the DRO made sure that the square was central and to size. The plywood block (no, it's not a licorice allsort, is to get the height right and indicate when I had broken through the other side (wood dust).
Here are the spring hangers, again turned from solid awaiting silver soldering. .
I made a soldering jig to get some uniformity in the lengths.
The "hook" for the retaining rod on the top spring plate was fabricated from a cut and filed bush that had been silver soldered to the buckle
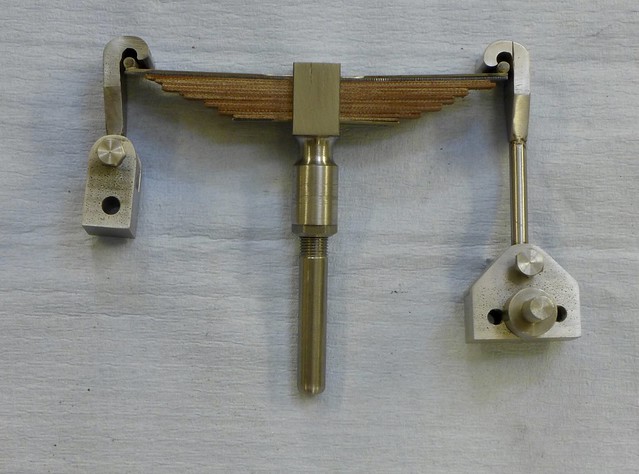
This is a completed spring unit complete with spring guide rod and lock nut that locates in the horn block' The other fixings are self explanatory.
I have followed the DY design and have one untempered top spring leaf. The second and bottom leaves have been hardened and tempered and the remainder is 11 leaves of 1/16" Tufnol. As to whether this will have sufficient "springiness" I cannot tell until I have the boiler mounted and an idea of the final weight (50-60kg?)and ride height. A bit of over enthusiastic ordering has left me with a lot of spring steel so I aim to fine tune the suspension later on.
Here are the final set of sprigs. Two "long" and two "short".
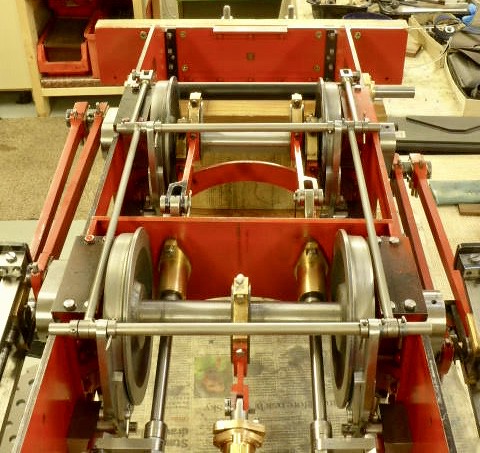
Here they are all fitted into the frames and look OK. I continue to "run in" on compressed air but am aware that many of the sliding parts whilst needing to be run in are not properly lubricated. So softly softly with plenty of oiling.
I am now well into the manufacture of all the brake parts. If you think that the spring units consisted of too many small parts wait until you see just how many parts are in the locomotive brake assembly.
Pictures and comments coming next.
Oh well. Better bash on.
Thanks for taking the time to read this.
regards
Malcolm
PS Had a recent scare with the Harrison M300. It developed a nasty ringing sound while I was machining the tapered brake shaft column from solid 1.25dia. MS bar. Immediately thought it's the bearings. (Have you seen the price of a set of Gamet taper roller bearings...at least £700 was the lowest cost I could find. Went on holiday after failing to make contact with the "man who knows". Upon return he talked me through how to isolate the gearboxes one at a time and "work backwards" to the drive motor. Strip the belt guard of he advised and there it was. The motor drive pulley was rubbing the mechanical brake shaft. Quick tap with the hide hammer and we were back in relatively quiet business. Breathes sigh of relief.
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Jul 10, 2019 3:30:11 GMT
Looking great Malcolm.
I am now planning to lug mine up to the Rugby Club over this weekend. They doing a narrow Gauge event!
I have all the bits except a new smokebox to boiler ring as the Western Steam boiler is a bit bigger than the one I did and leaked!!
I made my brake hangers and spring holders look more like castings by filing them... I did one which looked good then I had to do all!!!
Best regards.
David and Lily.
|
|
|
|
Post by David on Jul 10, 2019 9:11:56 GMT
I'd missed the post where you made the exhaust, that was a good one! I'm glad you showed how you did it - I was wondering, scrolled down a bit, and there was the photo :)
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Sept 24, 2019 15:02:27 GMT
Good afternoon/evening everybody. It's about 8 or so weeks since I have updated the build diary. Lots going on so let's start: Brake Column and brake assemblies.
This is the footplate mounted brake shaft column being turned on the Harrison Lathe. So much better than the Myford for a job like this. Trying to get a nice radius at the "top end".
This is roughing out the taper via the compound slide. The Harrison lathe actually has a factory fitted taper turning attachment but half the bits are missing. Pity!
Onto the mill to make the square "top end", There is a central bore for the shaft with a small bearing housing at the top. A square brass plate sits atop to hold it all together.
The Brake hangers are best made with a bit of "blacksmithing" . I made a brass template to get the curvature right and then drilled the holes against a master so that any inaccuracies in laying out is duplicated in all four.
The brake blocks were made from cast iron. Here I am machining the slot for the brake hangers. Don't like machining cast iron because of the dust. Wear a mask and have both the shop air filter running as well as trusty old VAX vacuum cleaner held near the cutter.
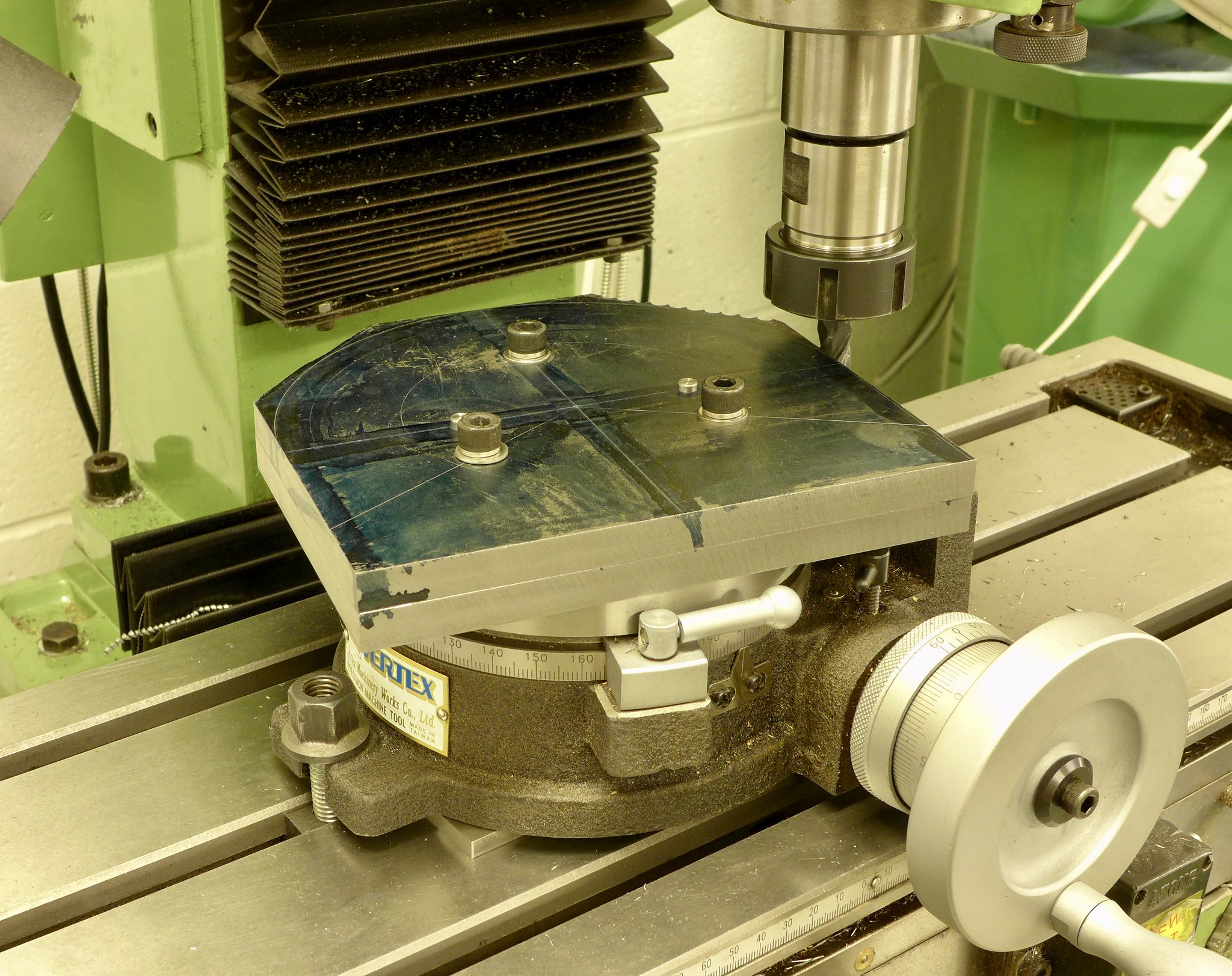
Next, a jig to fix to the rotary table so that the exact radius of the wheels are reproduced. All set up via the DRO.
The finished brake blocks, hangers and pins. Wait until I tell you about what I had to do to the forward pair to clear the valve spindle. it will make you cry!
To make the brake shaft I wanted to ensure that the two lugs were a) the correct distance apart, b)the correct spacing for the frame as it is a very tight fit, and c) in the same angular plane. This is the soldering jig
The short and long brake rods are soldered together on this jig. Pins in the jig ensure the brake pin centres were to drawing.
The long rod soldering jig was made for the above jig. I do not like butt joints so the locating holes for the rods are drilled through and finished with a file if necessary.
Finally here it is all fitted on the topside. I will post the underneath view shortly. There was recently a forum member asking about any obvious design faults on this Don Young design. This is an area where if you do not use DY's cranked connecting brackets you can get the brake hanger and shoe colliding with the end of the valve spindle at full forward gear. My version is in effect cranked (note the spacer and washer on the intermediate valve spindle which I will tidy up shortly). I found this more adjustable although I made the DY solid versions as well. Not visible in the picture but there is a lot of "fettling" going on inside the hanger and brake shoe to eliminate the fouling. (Looks a bit of a mess!)
I have made a start on the smoke box end plates and will post separately as this is enough for now. Also most of the cylinder drain cock mechanism is finished and has been trial fitted. The long operating shaft is yet to be done.
Thanks for your interest.
Cheers
Malcolm
|
|
|
|
Post by Roger on Sept 24, 2019 16:45:06 GMT
Lovely workmanship as usual Malcolm. I don't know how you keep your workshop so clean, mine's a mess by comparison.
So are the wheel profiles parallel then? I assume they are since the brake blocks aren't tapered, or maybe they are designed to 'wear in'?
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Sept 24, 2019 19:02:38 GMT
Hi Roger
Thanks for the compliment from the man who personifies workmanship par excellence.
The camera is not pointing at the mucky corners btw. I do have areas that are best not shown.
Good point about the wheel profiles. They are tapered and the brake shoes are not. As I reason that the engine brakes will only ever be used at standstill (and the riding car for braking on the move) they will remain so.
I did happen to notice that the cylindrical bearings used on the rolling road units, I purchased, could create a serious groove. Hmmm? Warning to others maybe?
regards
Malcolm
|
|
|
|
Post by Roger on Sept 24, 2019 19:39:09 GMT
Hi Roger Thanks for the compliment from the man who personifies workmanship par excellence. The camera is not pointing at the mucky corners btw. I do have areas that are best not shown. Good point about the wheel profiles. They are tapered and the brake shoes are not. As I reason that the engine brakes will only ever be used at standstill (and the riding car for braking on the move) they will remain so. I did happen to notice that the cylindrical bearings used on the rolling road units, I purchased, could create a serious groove. Hmmm? Warning to others maybe? regards Malcolm Hi Malcolm, I don't suppose it would take long to start bedding in the brake shoes in any case. Good point about the rolling road. Maybe it's worth making some thin tyres for the rolling road bearings from Delrin or somthing like that which would be easier on the wheel treads. I might see if 3D printed tyres are good enough. |
|
|
|
Post by springcrocus on Sept 24, 2019 21:51:56 GMT
I did happen to notice that the cylindrical bearings used on the rolling road units, I purchased, could create a serious groove. Hmmm? Warning to others maybe? regards Malcolm Grooves are usually caused by rubbing or slight friction of some sort. Since the rollers rotate in sympathy with the wheels, unlike rail, would there be any reason for grooves to form? Regards, Steve |
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Sept 25, 2019 6:43:16 GMT
Hello Steve and Roger
Yes, I take your point. However after 10 mins on the rolling road there was a definite witness mark forming which could lead to a groove, so I have temporarily left out using the rolling road. The addition of the boiler (shortly?) will only add to this problem.
Roger . Printed 3d tyres sound interesting. Would you like the dimensions? They are standard CMD 5"units.
Regards
Malcolm
|
|
|
|
Post by Roger on Sept 25, 2019 7:24:43 GMT
Hello Steve and Roger Yes, I take your point. However after 10 mins on the rolling road there was a definite witness mark forming which could lead to a groove, so I have temporarily left out using the rolling road. The addition of the boiler (shortly?) will only add to this problem. Roger . Printed 3d tyres sound interesting. Would you like the dimensions? They are standard CMD 5"units. Regards Malcolm Some closeup pictures and the bearing sizes would be useful to see how much clearance there is either side of the bearings. I don't think tyres will stay on unless there's a flange and they snap on. |
|
uuu
Elder Statesman
your message here...
Posts: 2,864
|
Post by uuu on Sept 25, 2019 16:39:09 GMT
I've got two of the 7 1/4" versions. The bearings are 6203RS, and the spacing of the inner faces is 1/16" over the nominal gauge, so it might be possible to create some tyres. That said, the edge of the bearing is rounded, perhaps more so than the bar rail used at IWMES, so it may be the wheel wear is less on the rolling road than on the track. One IWMES member wore out two sets of cast iron wheels on his loco, before moving to steel tyres.
Wilf
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Oct 23, 2019 16:15:47 GMT
Good Afternoon/Evening to everybody
Lots of activity in North Yorkshire so I will get on with the pictures.
In my last post I was finishing off the brake system. Here it is more or less complete, minus a few split pins. I had managed ( I think) to sort out the fouling of the leading brake shoes and hanger on the valve spindle connector.
Next on to the cylinder drain cocks and their operation. I am afraid David Scott has got it all wrong. The operating system is not complicated at all. It is nigh on IMPOSSIBLE! However, I stuck to the DY design and as you can see with assorted levers and bell cranks managed to get it to work. I did not however use the DY designed cylinder drain valves.They are robust looking things and I feel would have been better than the Blackgates set I bought. These are mass produced (I guess in you know where) and rely on a very small lever to activate the valve. So small is this lever that a 12BA screw and nut are the only thing that will fit. i hope not to rue the day when this all backfires on me!
I await 1/2" split pins btw.
The actuation rod for said cylinder drain valves in the DY design is a pretty flimsy thing and I have visions of it buckling. I therefor beefed it up and did a bit of bending to connect to the cylinder drain lever situated on the pole reverser assembly.
I will in due course make some proper shouldered pins to take split pins rather than rely on screw and nuts.
SMOKE BOX CONSTRUCTION
A friend told me to make heavy duty formers for the smoke box ends as copper has a tendency to "walk" when being worked. I used 1/2" MS plate and milled the pair together on the rotary table to the required radius.
You will note my agricultural method of stock removal. A mixture of hack saw and chain drilling. Note that to maintain repeatability of both the copper end plates in the jig and the jig plates themselves I made dowels to locate the two halves. These turned out to be a good idea.
A decent finish emerging eventually
I then used a round over cutter to get a nice radius for the inner surface of the end plate to bear against whilst I formed the shouldered flange. Although brand new I was only able to take light cuts.
Whoops a problem. The boiler side end plate is much deeper that the smoke box door side. The stiffening ring to connect plate to boiler was hanging in fresh air so I had to make a new end plate and also lengthen the depth of the jigs. I pinned and screwed these make up pieces to the bases of both jig plates. The eagle eyed will note that there is a small step on the outer face of the plates, This is because the 1/2" plate was in fact 12mm and the make up pieces were a true 1/2" GRRRR!
 fullsizeoutput_a90 fullsizeoutput_a90 by Malcolm HARWOOD, on Flickr
Second attempt at making the boiler side end plate. The scribed circle shows that I now have sufficient depth to play with
And now all clamped together awaiting the forming of the shoulder.
In the vice awaiting the hide hammer. Make sure you hit the copper horizontally as a true radial bow will case the copper to "belly out".
Possibly out of sequence with last picture but you get my drift. I had to anneal the plate 8 times to get it to work easily.
Upon finishing the forming I bolted the plates to the milling table and tidied up the shoulders
To make sure the wrapper around the plates was correct I made up a spacer set utilising the dowel holes from the forming jig. This ensure that the plates were exactly 3" apart as per drawing.
 fullsizeoutput_b72 fullsizeoutput_b72 by Malcolm HARWOOD, on Flickr I decided to join the wrapper to the end plates with 2.5mm button head screws plus nuts as they look like rivet heads, (I was not sure that riveting such a deep construction would result in the finish I wanted when looking at my previous attempts at riveting. I had intended using slip rolls to form the wrapper but could not lay my hands on a loan set. One day I might make the lovely set in the George Thomas workshop hand book.
I located the first through hole in the previous drilled wrapper at 12 o'clock and after a couple of annealings managed to form the wrapper over the shoulders of the end plates. I checked that the wrapper was parallel with scribed lines on the shoulders and drilled thru holes into the shoulders and inserted temporary fixings.
 fullsizeoutput_b76 fullsizeoutput_b76 by Malcolm HARWOOD, on Flickr When these initial positions were fixed I then simply drilled thru holes around both shoulders. I decided to clamp the end plates to an angle plate on the mill so I was not wobbling about with a pistol drill and going off course.
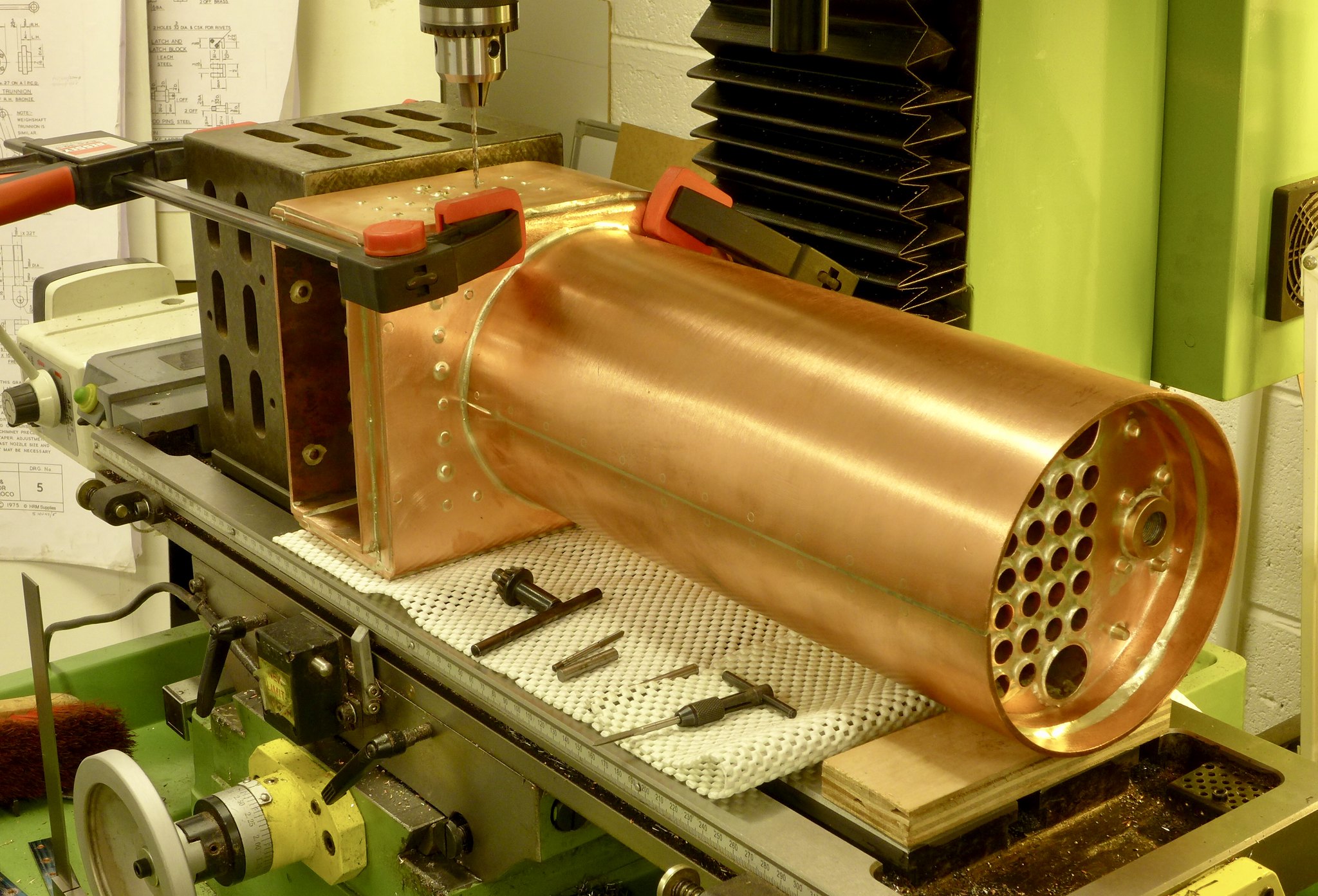
When completed the end plates were then ready to have their openings made. The back plate fits onto the boiler end ring, about 6.5"dia., and the front plate accepts the stiffening ring/ smoke box door.
Here we are with the larger end plate in the 4 jaw taking light cuts after having chain drilled the centre out. I had tried simply straight machining on the smoke box door plate but just managed to mushroom it out like a bowl. Funny stuff copper!
PS Use a very sharp "pointy" tool
Finally, two complete end plates with stiffening rings awaiting fixings Next comes the saddle and chimney assembly although today I have been making the dart for the door.
Thanks for getting this far. I hope you found it interesting?
Cheers
Malcolm
|
|
jma1009
Elder Statesman
Posts: 5,922
|
Post by jma1009 on Oct 23, 2019 19:45:34 GMT
Hi Malcolm,
Definitely very interesting!
As you know, I have a great love of the Quarry Hunslets, plus FR 'Linda' of the much larger variant.
Before you fix the base plate of the smokebox to the wrapper and the flanged plates, I have a few ideas for sort of mechanically sealing the blast pipe base through it, as Don's own method is both out of date and deficient.
Cheers,
Julian
|
|
|
|
Post by Deleted on Oct 23, 2019 20:30:18 GMT
Excellent work Malcolm....
|
|
|
|
Post by Roger on Oct 23, 2019 21:40:55 GMT
Textbook work Malcolm, absolutely spot on. Love the solid formers with dowelled cover plates. Well worth the effort when you see how easy it is to form the plates with them.
A brave setup for boring the hole in the copper plate, good judgement required so you don't end up wearing it! Excellent progress!
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Dec 10, 2019 17:41:53 GMT
Good Evening Everbody
Carrying on from the last post I am now making the smoke box door.
Among the souvenirs I got with my original Myford lathe (ex a clock maker) was a filing jig with hardened rollers. Very useful for filing the square on the end of the dart as it was nigh on possible to grip it for milling.
The hinge pieces for the door started life as 5/16" square BMS which had to reduced to 1/8'" along its length apart from the end where the hinge pin fits. Its always tricky (for me at least) when milling such a thin section ,clamping it and avoiding a nasty accident with the milling table. Here a sacrificial spacer is used.
The front support ring for the firebox door being drilled on the rotary table so that all the holes are symmetrical. As the smoke box is more or less at atmospheric pressure ( and below) I am not using rivets where possible or soldering. I am using fixings, along with flat surfaces and high temperature liquid gasket material. I am pretty certain it will work.
The end result is all the parts to assemble for the smoke box door. The rivets in the boss are "dummies" The addition of a pair of holes either side of the 3 and 9 o'clock fixing holes are for the retaining lugs for the locking bar that the dart engages with when all is locked up.
Now onto the complicated bit. Reeves delivered a composite PBz casting with which to make the smoke box saddle and the chimney cap. Don Yong suggests turning both on different mandrels and then parting into two. I however parted the casting into two at the start and with the help of internal steps (later bored out) used two different internal clamping mandrels. Here I am boring the ID of the saddle prior to parting off.
Next came the very tricky machining of the radius that matched the outer diameter of the smoke box.
I considered many different ways of doing it but in the end went for an overhung arrangement on the Myford and used the face plate with a tool holder bolted to it. I was able to measure accurately the required radius from the center of the lathe to the tip of the tool. The compound slide has been removed and some black mill plate used. I was fearful that I would be plagued with vibration with this overhung method, In the end it turned out to be extremely rigid and was much easier that anticipated.
You can probably work out how the internal mandrel with step worked for me.
The chimney cap ,being symmetrical in section, was turned again with an internal clamping mandrel without too much drama. But where is the large radius on the OD I hear you say. That coming in a moment.
Back to the smoke box back plate, this is the supporting ring being drilled on the rotary table to accept the fixings. (M2.5 button head socket screws to look like rivets)
This was the first time this sub assembly was offered up to the boiler and thankfully it was a nice tight fit (but not too tight! )
Next was the seemingly easy expansion brackets that will enable the boiler to expand and contract along its length, the front end is solidly fixed to the smoke box and steam fittings. Western Steam, who made my boiler,were questioned about how far I would be able to drill into the bushes that had been soldered into the wall. About 3/8" was the reply. These 4BA threads would fix the brackets to the sides of the boiler.
Proceeding with much caution I managed not to break a tap and avoided "striking water". The 4bA screws are turned from PbZ (Colphos actually which is lovely to turn) Quite a bit of drama and time was then spent on thinning the heads of the screws as they were fouling the pin in the rear of the pole reverser mounting plate which has a large hex nut as per drawing. In the end I turned up a new pin for the pole reverser with a larger thread and no nut.
The chimney cap has a large radius turned on it. but, how to do it? At this point Roger and all the "CNC CAD/CAM" folk should leave the room for a moment or two.
My solution was to make a tool somewhat akin to a wood turning tool but a bit more rigid. It actually worked quite well as the PBz is quite soft. note the sophisticated arm extension to give greater control.
The internal bell mouth was also a bit a challenge but by careful adjustment/turning of both tool and compound slide I arrived at a satisfactory result.
This is the petticoat pipe being turned. Again very similar to the other two chimney parts. I have yet to cut the brass chimney pipe to length. I have however assembled the smoke box and cut the hole in the top for the chimney pipe, but you will have to wait for the next post to see the result.
So, that's it for today.
May I wish everybody that has persevered with me on this build a very Merry Christmas and Best wishes for 2020.
Thanks for reading
Malcolm
PS Apologies as well to all the "punctuation mafia" if I have transgressed.
|
|