|
|
Post by runner42 on Nov 22, 2019 6:34:20 GMT
Having reached the stage of build where one's thoughts are directed towards the boiler construction, but because a lot of preliminary work is required such as producing drawings based on DY design but modified to meet the AMBSC Code 1 requirements submitted for the boiler inspector's approval, I decided that the shed (aka workshop) time be dedicated to producing the boiler fittings. I have made a start and completed the top feed assembly which contains the two boiler clacks which DY required for his two injectors. Mine will be used for one injector, and the axle pump in series with the tender mounted emergency pump.  top feed 1 top feed 1 by Brian Leach, on Flickr You can see that for the body I used two offcuts of round bar silver soldered together and machined to a 1 7/8" x 1/2" x 3/4" bar. The join is visible. I have not yet produced the seats for the clacks, it requires a D bit be produced, but I am reticent in obtaining 5/16" dia silver steel and producing a D bit so I was thinking that although a 5/16" dia end mill is rare in Oz that I could use a 7mm end mill. Is this a goer? 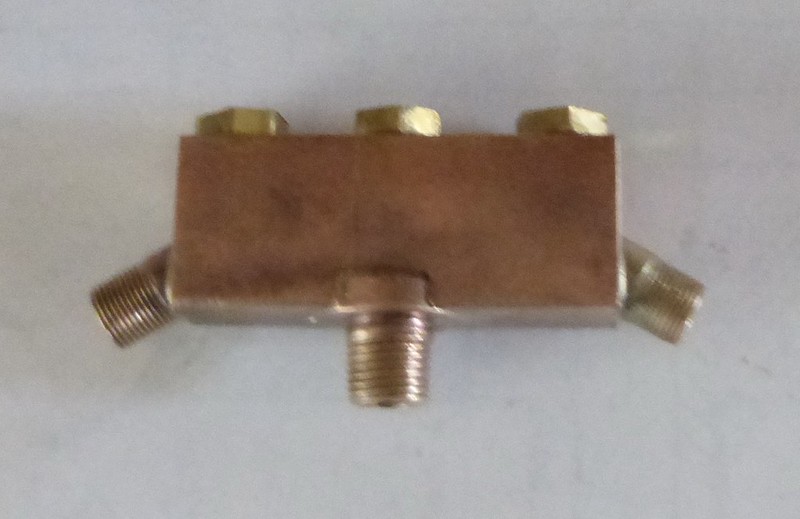 top feed 2 top feed 2 by Brian Leach, on Flickr Brian |
|
|
|
Post by runner42 on Nov 22, 2019 7:42:46 GMT
On the boiler drawing DY states the use of bronze but in brackets stainless steel fitted, what does this mean?
Brian
|
|
mbrown
Elder Statesman

Posts: 1,796
|
Post by mbrown on Nov 22, 2019 8:33:50 GMT
It means the main assembly is bronze but the separate bits fitted to it - in this case, I guess, the balls - are stainless steel.
I have only ever come across that terminology on Don Young's drawings, but as he was a professional draughtsman, maybe it is commonplace in industry.
Best wishes
Malcolm
|
|
|
|
Post by runner42 on Nov 23, 2019 4:38:13 GMT
One issue I forgot to post is the alignment of the blast nozzle to the petticoat pipe and chimney. DY specified a size of steel rod that would fit snugly in the chimney and petticoat pipe and one end turned down to a diameter that would also fit snugly into the blast nozzle. Unfortunately I didn't have a steel rod that was big enough to fit in the chimney, however I had a smaller diameter that could be machined to fit the blast nozzle. The basic premise was to verify that the blast nozzle is aligned to the petticoat pipe and chimney thus providing optimum drafting of the locomotive. Being a smaller diameter steel rod I had to estimate by eye that chimney is concentrically placed with the steel rod. It looks reasonable to me. The photo shows the steel rod inserted into the blast nozzle orifice and poking through the chinmey.  blast nozzle chimney alignment1 blast nozzle chimney alignment1 by Brian Leach, on Flickr The second photo shows the steel rod approximately concentric with the chimney.  blast nozzle chimney alignment2 blast nozzle chimney alignment2 by Brian Leach, on Flickr Brian |
|
|
|
Post by runner42 on Dec 5, 2019 23:00:08 GMT
I had a go at making the ash pan, it started off with the expected difficulty in bending the steel sheet, but I recalled Mike (barlowworks) tip in using a 90 deg tipped cutter to cut along the bend for half the thickness to assist the bending process. This worked well. The construction is a bit complex having multiple bends in a single sheet. Silver soldering was done without DY's recommendation of using brass angle riveted to the steel plates, I carefully placed the pieces together using gravity or additional weights to secure them. Judicially applying the heat I was able to part solder the joints without causing previously soldered parts to separate.  ashpan ashpan by Brian Leach, on Flickr I have to add the actuating rod and lever that opens the front door to allow ash to be removed from the ash pan.  ashpan ashpan by Brian Leach, on Flickr More soon. Brian |
|
|
|
Post by runner42 on Dec 6, 2019 6:48:15 GMT
Some boiler fittings. The safety valves are a departure from DY's in so much that they must include a locking mechanism for the pressure setting, this is a nut that clamps the adjustable core. Included is a axle pump bypass valve which is required because obviously an axle pump is fitted, more of an LBSC's approach than DY. I have left a long actuating rod because it is a departure from DY design so I don't yet know where the valve is to be fitted. Also a blow down valve. Each includes the bushes that are silver soldered to the boiler, I did this to ensure that the orientation of the bush is set correctly when soldering it to the boiler so that any positional requirements are met when the fitting is screwed up tight in the boiler. Brian  boiler fittings boiler fittings by Brian Leach, on Flickr |
|
|
|
Post by David on Dec 6, 2019 9:56:05 GMT
Great job on the ashpan, it looks quite tricky to make.
|
|
|
|
Post by runner42 on Dec 12, 2019 6:48:15 GMT
A change of direction. I decided to make a start on the tender, having used a laser cut option for the locomotive, I should have followed the same approach for the tender frames. I was told at the time that a great part of the cost of laser cutting is the initial setup, so if I had included the tender frames at the same time it would have been a lot cheaper. However, it wasn't the cost that pushed me to making them by hack sawing and filing 3 mm thick steel sheet, it was the timing, they wouldn't be available until the new year. So impatient me, I couldn't wait and started making them. I have been on them 4 days it took more time than I expected. One reason was that the 3mm steel sheet was 100 mm wide (3.937") and it needs to be reduced to 3.3125" so I had to cut a strip of 0.6245" wide by 24.3125" long off. Having screwed the two frames together it was a 6mm cut along the length. Having only an hacksaw I could only cut part way and chain drilled the rest, it required a lot of holes. Having started in haste I saw that DY had specified a 3 3/8" x 3mm section (lower measurement circled) which was different to the 1 15/16" + 1 3/8" = 3 5/16" measurement (right hand measurement circled). In trying to reconcile the difference of 1/16" in the two measurements, it dawned on me that the difference lies in the fact that on the LHS the area around the 3/8" dia hole extends 1/16" below the level of the bottom side. Had these been laser cut this small difference would have been included in the dx file and produced strictly to drawing. But let me pause and reflect on DY following from works drawings to include this small difference, which before the advent of laser cutting would have required a 1/16 " x 24. 3125" strip cut off the lower frame. This suggests that DY either didn't produce a Black 5 or followed scaling from the prototype to the nth degree. Needless to say my frames didn't include this.  tender frame tender frame by Brian Leach, on Flickr My frames will be posted tomorrow. Brian |
|
stevep
Elder Statesman
Posts: 1,073
|
Post by stevep on Dec 12, 2019 9:47:25 GMT
Brian,
Both my hacksaws allow the blade to be held at 90 degrees to the handle, so it is possible to cut a long strip with the handle clearing the side of the material.
To set it, you need to remove the blade, and push the blade holder (which has a square body) outward in its holder, rotate it 90 degrees in the appropriate direction and then push it back in and re-insert the blade.
|
|
|
|
Post by David on Dec 12, 2019 10:00:53 GMT
I love 3 3/8 x 3mm! Not sure where to buy that.
As you point out you'd have to be eagle-eyed and poring over the plan to have caught that unless you were doing a CAD drawing when the tricky part would have become obvious when you hit that corner of it. Quite frustrating! I assume if you did know about it you wouldn't be cutting a 1/16" strip off the length of the frames, you'd cut almost the whole length down to the depth of the axlebox slots and just handle the lower LHS differently.
If you were hung up on it you could silver solder a strip of steel there ;-)
Full marks if you get these frames out by hand. Back in the day you must have really wanted a steam loco to hacksaw and file all these parts we get laser or water-jet cut now, and do your milling on a Myford lathe. Some bits of my loco I've tried to make in the old school manner for the sake of it... they're the bits that didn't turn out as well.
Given this is the tender so probably doesn't have too many parts would you consider spending the Christmas learning 3D CAD and modelling it to see where the other gotchas are? I wish I could say I'd do that for my next loco but I suspect there's more chance of hell freezing over.
|
|
|
|
Post by runner42 on Dec 13, 2019 6:45:22 GMT
Getting the top edge reasonably straight and flat the only tool I had to check where filing was required over a 24" length was to use a plastic level gauge. Don't be alarmed by the use of a plastic tool it is reasonably flat and the engraved markings are accurate enough, I compared them with an engineer's steel rule. I used this to measure the 24 3/16" length.  tender frames_exposure tender frames_exposure by Brian Leach, on Flickr Steve I am aware that the hacksaw can be adjusted by 90 deg so that the long cuts can be undertaken, but I find that I don't have the same control in this mode and the cut begins to go off line. Even so, the mechanical (muscle) effort to manage a 24" cut is quite tiring. Chain drilling the machine is doing the hard work. David you are right, if I had found the problem earlier I would have added a 1/16" to all the vertical measurements, after which it is a simple case of removing the 1/16" from the 6 land areas either side of the hornblock cut-outs. Brian |
|
Neale
Part of the e-furniture
 5" Black 5 just started
5" Black 5 just started
Posts: 283 
|
Post by Neale on Dec 13, 2019 8:49:35 GMT
Big gotcha (and further proof if needed that DY did not build one himself!) that you will soon find is that the wheel flanges overlap with parts of the front frame stretcher/drag box. DY mentions this fact in his articles (something along the lines of scaling dimensions from works drawings but "some builders have found interference between..."). There is enough material that you can cut clearances in the drag box but it is useful to be warned in advance! I have been building a Fusion 360 3D model as I go, partly because I use CNC to cut as many bits as possible and partly to find little issues like this. DY wouldn't have made this error if he had used a modern 3D CAD package!
On the other hand, you do need to trust the drawings rather than the words sometimes - I cut blanks for the brake cross-bars too short because I used measurements from the text rather than the drawings.
I do have a scanned copy of the original articles as a friend in my local club lent me copies of the relevant magazines and this has proved very useful to a first-time loco builder.
Oh, and note that the brake shaft bearing flanges are shown as having four fixings. I have photographs of the original that show five. I discovered that after drilling and fitting the flanged bushes. JB Weld is a useful filler in such cases...
|
|
|
|
Post by runner42 on Dec 31, 2019 23:34:35 GMT
Some small progress with the tender, although it doesn't look much there is more work involved than appears at first glance. I have borrowed heavily from LBSC's Doris with the front and rear drag beams using angle iron to provide rigidity but simplifying the design. So far I have completed the main frame stretchers and contemplating as to how much additional stretchers are required. The construction as drawn is predicated on the design of the prototype which requires a higher degree of rigidity than needed for a model. Scaling from life size, the dimensions is one parameter that can be easily scaled but other esoteric parameters such as strength is generally far greater in the model than in the life sized one. However, I intend to initially at least to use the tender to sit on during operation so although I am a lightweight I want to ensure that I have incorporated sufficient bracing of the tender chassis to carry my weight. I am slowed by requiring wheel, axle box and horn castings, but the foundry is closed until the end of January. It may be a good thing because the record breaking heat waves that South Australia are experiencing does make working in the shed with temperatures of 50+ degrees difficult. If the forecast predicts that these extremes of temperature are happening more often I shall have to invest in a portable evaporative cooler. Brian  Tender frame1 Tender frame1 by Brian Leach, on Flickr  Tender frame stretchers Tender frame stretchers by Brian Leach, on Flickr  Tender front drag beam Tender front drag beam by Brian Leach, on Flickr |
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Jan 1, 2020 1:09:04 GMT
Easy and simple as there were several builders of Fives as there is on here!!
AND they measured the dimensions differently!!!
I am going to cut the frames out by hand just as my KEEP FIT workouts.
Good news for the Living, Sitting watching You Tube room, I have now found a very Chinese Cushion and yes.
It is for our complet Black Five TENDER that lives in there!!!
Happy 2020.
David and Lily.
|
|
|
|
Post by delaplume on Jan 5, 2020 21:01:45 GMT
I had a go at making the ash pan, it started off with the expected difficulty in bending the steel sheet, but I recalled Mike (barlowworks) tip in using a 90 deg tipped cutter to cut along the bend for half the thickness to assist the bending process. This worked well. The construction is a bit complex having multiple bends in a single sheet. Silver soldering was done without DY's recommendation of using brass angle riveted to the steel plates, I carefully placed the pieces together using gravity or additional weights to secure them. Judicially applying the heat I was able to part solder the joints without causing previously soldered parts to separate. ashpan by Brian Leach, on Flickr I have to add the actuating rod and lever that opens the front door to allow ash to be removed from the ash pan. a
Hello Brian,
That looks a well-made "bit 'o kit" there..........may I make a couple of observations / ideas ?? First, notice how that front door is described on the drawing as }---Damper / Ash disposal door ?....the priority is that it is a Damper first and foremost and controls the volume of air entering the front and centre section of the grate....the permanently open rear hole supplying air to the rear...On the full-size loco the doors also open up fully such that you can rake out the ash ( been there ---done that many a time with neck burns as proof )....However you will find that an almost impossible task with a model...........I recommend you fit a similar sized door in the bottom panel for ash dropping which is hinged at the front and secured with a pin accessible from the R/H or L/H outside thus making disposal a mere 5 min. job.. Second, I know it's a long way off yet but in the excitement of your first driving sessions don't forget that damper door needs to be open slightly in order for max. air to pass through to the grate..............but not too much as the forwards motion acts as a ramming effect and causes parts of the the fire to burn far too quickly givinf rise to hot-spots...........In a lot of loco designs each one of those 4 vertical panels has a damper door fitted and thus 4 handles in parallel within the footplate flooring... Regarding the blastpipe alignment}---- being concentric is only half the story...Equally important is the relative height of the blast nozzle outlet in relation to the bottom diameter of the petticoat pipe, and the top lip of the chimney........If you can imagine this gives 2 Cones of escaping gas.....The first mentioned I'll call the "Primary" and the second we'll call the "Secondary".......and in both cases they must strike the walls of the chimney in the correct places otherwise the vacuum-creating effect is lost or minimalised with resultant poor steaming etc..... I would ask friend JULIAN to step in here and provide further info and links to follow-up....He was a great help for me when I was designing my Great Bear.... Hope this is of help ?? Alan |
|
|
|
Post by runner42 on Jan 6, 2020 6:53:36 GMT
Hello Brian,
That looks a well-made "bit 'o kit" there..........may I make a couple of observations / ideas ?? First, notice how that front door is described on the drawing as }---Damper / Ash disposal door ?....the priority is that it is a Damper first and foremost and controls the volume of air entering the front and centre section of the grate....the permanently open rear hole supplying air to the rear...On the full-size loco the doors also open up fully such that you can rake out the ash ( been there ---done that many a time with neck burns as proof )....However you will find that an almost impossible task with a model...........I recommend you fit a similar sized door in the bottom panel for ash dropping which is hinged at the front and secured with a pin accessible from the R/H or L/H outside thus making disposal a mere 5 min. job.. Second, I know it's a long way off yet but in the excitement of your first driving sessions don't forget that damper door needs to be open slightly in order for max. air to pass through to the grate..............but not too much as the forwards motion acts as a ramming effect and causes parts of the the fire to burn far too quickly givinf rise to hot-spots...........In a lot of loco designs each one of those 4 vertical panels has a damper door fitted and thus 4 handles in parallel within the footplate flooring... Regarding the blastpipe alignment}---- being concentric is only half the story...Equally important is the relative height of the blast nozzle outlet in relation to the bottom diameter of the petticoat pipe, and the top lip of the chimney........If you can imagine this gives 2 Cones of escaping gas.....The first mentioned I'll call the "Primary" and the second we'll call the "Secondary".......and in both cases they must strike the walls of the chimney in the correct places otherwise the vacuum-creating effect is lost or minimalised with resultant poor steaming etc..... I would ask friend JULIAN to step in here and provide further info and links to follow-up....He was a great help for me when I was designing my Great Bear.... Hope this is of help ?? Alan
Hi Alan, thank you for your observations. On the subject of the ash pan I am forced to make modifications to it. The reason being is that I have fitted an axle driven pump and the eccentric is on the main driving axle and quite close to the ash pan such that if the eccentric is at a maximum on the backward position then I can't empty the ash pan. At best I can only have the door slightly ajar to have some air flow into the fire. So your suggestion to have a bottom door held in position by a side operated pin is a suitable modification which I shall incorporate. I understand the principle that you are stating that the blast pipe must also be a specified distance from the petticoat pipe to achieve optimum drafting assuming that they are angular aligned. However, DY didn't provide an exact measurement. The blast pipe flange and the blast nozzle have specified distances which added together puts the blast nozzle 2 3/16" above the bottom of the smokebox. This has been checked and is correct. Similarly, the petticoat pipe is 29/32" + 1 1/16" = 1 31/32" long and protrudes through the smokebox by a 1/4" so the effective distance below the smokebox is 1 31/32" - 1/4" = 1 23/32". The smokebox is 5 3/4" outside diameter, so if using 1.6mm steel sheet the inside diameter is 5.624". So if we add the distance that the blast pipe is above and the distance that the petticoat pipe is below and subtract this addition from the inside diameter of the smokebox we should get the distance of the petticoat pipe above the blast pipe. Which is now using decimal is 1.71875" + 2.1875" = 3.90625". Subtract this from 5.624" we have 1.71775". I assume my principle is correct and so is the arithmetic but in reality there are tolerances that could work against achieving this and not only the distance that is important but the shape of the petticoat pipe and chimney are also important. I'll go and see what measurement I have achieved. Anyone wishing to confirm or correct my arithmetic, please do. Brian  Blast pipe petticoat pipe distance Blast pipe petticoat pipe distance by Brian Leach, on Flickr |
|
|
|
Post by runner42 on Jan 7, 2020 22:09:50 GMT
Although not easily measured, I placed a plate over the petticoat pipe to provide a measurement point directly under it , using a suitable bore gauge placed between the blast pipe and plate I measured the bore gauge with a digital vernier. This measurement plus the thickness of the plate gave a reading of 1.71", which is very close to what was derived from drawing information. I am reminded of the times that as a schoolboy in science classes where experiments were conducted to confirm some physical property, such as the rate of linear expansion of a metal, that the figures obtained through measurement were slightly nudged to ensure that the end result matched what was required. But if this subconsciously occurred here, it was only a slight nudging and I don't think that the parameter needs to be right to a thou or so.
Brian
|
|
|
|
Post by delaplume on Jan 8, 2020 1:20:59 GMT
Strewth Brian---I'm impressed that you are using 5 places of decimal !!.....trying to beat "The Micron Kid" at his own game, eh ??...LoL !!!
|
|
jma1009
Elder Statesman
Posts: 5,922
|
Post by jma1009 on Jan 8, 2020 13:26:25 GMT
Hello Brian,
For the distances, there can be a degree of latitude, and I have rounded up and down some or your figures and those of Don Young.
The important dimension and from where the 'distances' should be measured is the "choke" which is the 1 3/16" dimension is inside the petticoat pipe on the drawing ie where the inside 'flare' finishes and the petticoat pipe proper starts and is at its smallest ID.
So, the following is by reference to the "choke" rather than the bottom of the flare that you have measured from.
I arrive at a distance of 2 5/8" (give or take a 1/64" or 1/32") from "choke" to top of the blast nozzle. This is too much.
"Choke" to chimney top a distance of 2 1/8". This is too little. It should be a minimum of 2 x the "choke".
You might be better off starting with a blast nozzle ID of 3/8" rather than Don's 0.420". If it were me I would start with 3/8" blast nozzle ID.
I would lower the choke by 3/4". This increase the distance between choke to chimney top, and reduces the distance between choke and the top of the blast nozzle.
Below the choke, the curve of the 'flare' could be less (smaller radius) and you could easily reduce the depth of the flare by 1/4" or 3/8"
Cheers,
Julian
|
|
|
|
Post by runner42 on Jan 31, 2020 3:32:20 GMT
I am having difficulty in understanding the construction of the tender leaf springs, they are absent from the drawings and only referred to in the text. It doesn't appear to specify the length of the leaves only the top and bottom ones or number of leaves. The top and bottom appear to be the only ones made of spring steel, the intermediary ones are made of Tufnol. Tufnol in strip lengths of the required size is difficult to obtain in Australia, why can't the all the leaves be made of spring steel? If spring steel for all the leaves is not OK what alternative material to Tufnol can be used?
Brian
|
|







