mbrown
Elder Statesman

Posts: 1,790
|
Post by mbrown on Apr 14, 2022 18:21:52 GMT
Starting to assemble things properly...The time for procrastination has passed and the tedious job of stripping down the chassis and assembling the bits with proper fits etc. begins. Having removed the wheels and axleboxes, pending replacing the spring pins and fitting up the springing and compensation gear properly, I decided to fit the cylinders. These are located by the steam and exhaust stubs which act as dowels, by three 1/8" (5 BA) fitted bolts each side, and will finally have 16 8 BA nuts and bolts on each flange, representing the fixings on the prototype. At present, the cylinders are held in place by the fitted bolts - I foresee that the 8 BA bolts are going to be very fiddly to get into place... The full size loco is also stripped down right now, awaiting either boiler repairs or a new boiler. One picture on its personal Facebook page looks remarkably like the current state of play in my workshop....  258185826_1038255670297975_2989211448477595906_n 258185826_1038255670297975_2989211448477595906_n by malcolm brown, on Flickr  IMG_20220414_190600 IMG_20220414_190600 by malcolm brown, on Flickr With the cylinders in place, I thought I might tackle the crossheads and slidebars next, once I have replaced the spring pins. I also need to make and fit eight small triangular brackets to support the running boards. Watch this space! Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 15, 2022 19:35:22 GMT
SlidebarsThe slidebars on the prototype appear to have the working surfaces welded to a central bar. I did contemplate fabricating mine in a similar fashion but was uncertain whether a silver-soldered construction would remain straight and true, so I milled them from solid. I started with two 4.75" lengths of 5/16" square key steel which I reckoned would be a bit tougher than normal BMS and maybe less likely to distort. I put slots down each side (3.5 mm wide) to make a heavy H section, then milled down the ends on all sides. I still have to put in the fixing holes. Here is the real thing....  lokomotive-1985 lokomotive-1985 by malcolm brown, on Flickr I am not sure what the little "tabs" at each end of the longitudinal grooves are for. They are welded in place and I wondered whether they are some sort of "tell tale" to give warning of distortion or cracking - any ideas gratefully received. I may sweat some tiny strips of steel shim onto the bars to represent them. And here are my slidebars. They still need polishing up on the working surfaces, removing the last of the marking out ink, and I will try to take out some of the milling marks from the grooves. Then fitting them up parallel in all directions will take some time, I suspect.  20220415_195346 20220415_195346 by malcolm brown, on Flickr Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 17, 2022 17:49:37 GMT
Progressing the CrossheadsThe photo of the prototype above doesn't show the crosshead very clearly but it is a casting and the extension for the anchor link pin is quite a distinctive "hollow" shape. Reproducing this exactly is somewhat beyond my skills, but I am aiming to make a fair representation. I had the side plates of the crossheads laser cut, and doubler plates done at the same time. The extension for the anchor link pin was incorporated, but is only needed on one side, so the other was cut away to the shape of the crosshead on the outward facing side, which is what will be visible. It has taken quite a bit of work to get them to the stage where they are ready for silver soldering together, and there will be a lot more work after that, with the top plate, the bronze slippers, two oil boxes and the small end pin yet to be started. Here are all the bits for one of the crossheads. The boss screws into the main body (9/32" x 40) and will be silver soldered with the rest:  20220417_161925 20220417_161925 by malcolm brown, on Flickr And here is the other one assembled and almost ready to be soldered up:  20220417_171015 20220417_171015 by malcolm brown, on Flickr Once it is all soldered up solid, there will be some shaping to do with a file to make the lower part look more like it is in reality. The lower row of bolts holding the slippers will be dummies as the centre of the crosshead includes the support for the lower slipper. I am not sure why this was made removable in full size - only the top plate really needs to come off to renew the slippers - and on the slightly later, smaller, locos bit by O&K for the MPSB, the otherwise identical crossheads have only one row of bolts anyway! The slippers will be interesting to make as they are (a) quite thin and (b) embrace the slidebars on the sides as well as the main working surfaces. So there is still a long way to go before these are completed. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 18, 2022 16:23:19 GMT
Crossheads continued... and here is one of them all silver soldered together and with the "tail" for the union link pin shaped as near to the prototype as I can make it. In reality, the tail is symmetrical when the crosshead is viewed end-on, rather than being flat and aligned with the rear face as I have made it. But I couldn't think of a way to achieve that by fabrication whilst keeping the pin centres accurate. In any case, end-on is about the last angle any viewer would adopt to look at it! For reference, it is just under 1.25" long.  20220418_160123 20220418_160123 by malcolm brown, on Flickr The other one is also soldered together but not yet fully cleaned up. At that point the grandchildren arrived for the week.... More eventually. Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 24, 2022 17:35:39 GMT
Crosshead SlippersThe crosshead slippers on 99 3462 bear against the sides of the slidebars as well as the top and bottom working surfaces, so they needed a bit of thought. The slidebar is 5/16" wide and the gap in the crosshead is 3/8" wide, so there is room for a 1/32" lip either side. The four slippers began life as a length of 3/8" square leaded bronze into which I milled a 5/16" wide slot 40 thou deep on either side.  20220424_134723 20220424_134723 by malcolm brown, on Flickr This was then divided into four - cut in half down the middle as well as across - and each embryo slipper was then sweated with the groove pressed down on a piece of 5/16" thick brass so that it could be held for the next operations. I did this in the lathe with the vertical slide as I find the Z axis on my mill is very hard to control to a thou, whereas the vertical slide, with the half-nuts engaged, can be moved very accurately with the handwheel on the leadscrew. The endmill is a long-series one, solely because it was my only brand new, and therefore unquestionably sharp, cutter. You can see the end stops on the slipper, which fit against the crosshead top and bottom, beginning to emerge:  20220424_152744 20220424_152744 by malcolm brown, on Flickr Each slipper needed to be 1/32" thick except for the side lips and the ends, so it was imperative to have them firmly sweated onto the block of brass for rigidity. When they were unsoldered, the excess solder was scraped off and each slipper fitted individually to place. Here is one pair:  20220424_162800 20220424_162800 by malcolm brown, on Flickr Finally, with each fitted to the crossheads, the top plates were made to size. The fixing bolts need drilling through, including the dummy ones on the lower row. I am thinking of using 1/16" diameter studs with 12 BA nuts, tapped out 10 BA as the ones on the real thing are pretty small. But I am still waiting for a delivery including the 12 BA nuts. I also made the top oil boxes (not shown yet, and still have to make the little end oil boxes and gudgeon pins. There is a lot of work in these things, but they do look the part.  20220424_151949 20220424_151949 by malcolm brown, on Flickr Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on May 2, 2022 16:34:39 GMT
This weekend I have made some progress on the crossheads but they are still awaiting the little end oil boxes, so I will post some pictures when they are fully complete.
But the main effort yesterday and today was completing the valve gear design. I drew it out in 2D CAD, using Don Ashton's book as a guide. Then took it to a friend's where he transferred all the dimensions into a program that could run it as a dynamic model and demonstrate the curves of the valve, piston, expansion link movements etc. A few further tweaks on CAD to get the expansion link backset exactly right - a matter of 0.6 mm made all the difference - and I have all the dimensions I need to finish it. I arrived at things like the backset and eccentric rod length by trial and error, once one can see whether small changes are taking things in the right direction, it is mainly a matter of refining the changes little by little.
This means that, once I have assembled the spring gear properly, I can fit the driving crankpins with the square for the return crank correctly oriented. That allows me to quarter the wheels, and from then on, only time is my enemy....
My shoulders are aching from hunching over the computer for hours, but it feels like a major milestone passed.
Best wishes
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on May 7, 2022 18:02:38 GMT
Crossheads and slidebars completed
Today, I finally completed the crossheads and slidebars, with the exception of the holes in the slidebars for attaching to the cylinder cover and motion plate, which will be determined when the cylinders are permanently erected. here they are with the bolts fitted - these are 1/16" studs, actually, with 12 BA nuts tapped out to 10 BA at each end. The oil boxes are fitted. The one on the top is made in brass on the prototype with a steel lid. I am hoping the lids, which are a gentle push fit, will be easily removable for oiling and still stay in place when running. If not, I shall fit them permanently and put a small oil hole in the top.  20220507_184209 20220507_184209 by malcolm brown, on Flickr The small end oil boxes are dummies, sadly. I don't have any copper tube fine enough to run from the bottom of the oil box, through the side of the crosshead, to the small end bearing. But the small ends are easily accessible with an oil can spout entering from behind. The slidebars have a No.60 hole drilled through in two points, with the tops opened up to make a small reservoir. These allows the oil from the top oil box to reach the lower slipper, and they are positioned to coincide with the ends of the stroke so that there is a slight "dwell" for the oil to percolate. Anyway, an interesting job completed - and now I really have no excuses to avoid the 16 replacement spring pins that need making.... Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on May 8, 2022 16:16:30 GMT
New Spring PinsAfter all my procrastination, replacing the 16 spring pins on the loco was completed in an afternoon. It was fiddly and repetitive, but once I got into the swing of it, it was done easily. I am not posting pictures of re-making the pins, as the procedure was identical to that used for the tender spring pins as shown on the previous page of this thread. But here is a shot of one side of the loco with the springs and their pins all re-erected.  20220508_165425 20220508_165425 by malcolm brown, on Flickr They are not yet adjusted properly - apart from anything else, the loco is understandably nose-heavy at present with the cylinders in place. But adjusting them is not entirely straightforward - with the equalising beams between the first and second, and third and fourth axles, changing the tension on one pin has unexpected consequences for the adjacent axle.... Also, some of the adjusting nuts, especially for the leading two axles, are quite inaccessible. I have made a note to myself that it is easier to assemble the nuts and rocker-washers onto the pins before fitting the pins to their bearings on the frame. But final adjustment is still going to be a bit of a palaver, I suspect. Next up, either the bearings for the expansion link trunnion, which I can make now that I have the valve gear worked out and know the location vis-a-vis the driving axle, or possibly the crankpins, return cranks and quartering. Taking a break from the workshop for the next few weeks, but back eventually. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on May 22, 2022 17:50:36 GMT
Expansion Link Rocker BoxesBack to the workshop this afternoon after a week driving on the Talyllyn. Some of the firemen struggled a bit with the ovoids we are now using instead of proper coal, and the darned things cover every surface with a layer of fine grit - but better than having nothing to burn at all..... Anyway, today's job was the rocker boxes which carry the pivots for the expansion links. Typically of O&K, the links are pivoted on one side only, with a long bearing. Here is one of them in full size on 99 3462.  DSC00464 DSC00464 by malcolm brown, on Flickr The photo shows the RHS one, looking forward. The small crank at the inboard end drives a mechanical lubricator, but this was a post-preservation addition, so I won't be following it. The rocker boxes are split horizontally, but I didn't feel that this was necessary in my size, so mine are solid. They started as two blocks of 7/8" square brass and two bearings from bronze, just under 1/2" dia and bored 1/4". The blocks were drilled to take the bearings, and the four bolt holes also marked out and drilled. The sides were then shaped in the mill to get the waisted appearance. The lobes for the bolts were later rounded off with a file.  20220522_162103 20220522_162103 by malcolm brown, on Flickr The blocks were then chucked in the 4-jaw and faced down until the bore hole was partially cut away. The "lands" for the nuts on the fixing studs were revealed by milling back the top surface slightly, and the square oil boxes added. The whole lot was then silver soldered together.  20220522_180013 20220522_180013 by malcolm brown, on Flickr I haven't quite sorted out how to do the oil box lids. The real ones have a small stud and spring to keep them located but allowing them to be lifted and slid aside for oiling. I have put in a hole for a 12 BA screw which could carry a tiny spring to have the same effect. That is a job for another day as I ran out of time this evening. And here is where they will sit on the chassis. Now that the valve gear dimensions are all known, the height of the expansion link pivot could be calculated and the rocker boxes made accordingly. However, the top plating over the frames is not yet in place and that will raise them by 1.2 mm - so I made sure the dimensions allowed for this as - same as the full size loco - the rocker boxes are fitted on top of the plating.  20220522_180915 20220522_180915 by malcolm brown, on Flickr Best wishes to all. Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on May 28, 2022 19:33:52 GMT
Crankpins Pt.1After some time working out the clearances around the crank, crossheads and so on, I finally found time today to make a start on the crankpins. I can't do the driving crankpins yet as they need the return cranks fitting first so that they can be set with the return cranks in the correct position using a jig. But the crankpins for the other three axles are all straightforward. All three sets differ. The leading pins have the usual thin collar in order to give clearance for the crosshead. I don't like the LBSC method of a loose washer, so I counterbored the end of the crankpins for a tight fitting spigot on the collar, held in place by a 6BA countersunk Allen screw. The second axle is especially interesting. Here is a shot of the full size crankpin, and it is obvious there is no collar or other retainer at all. 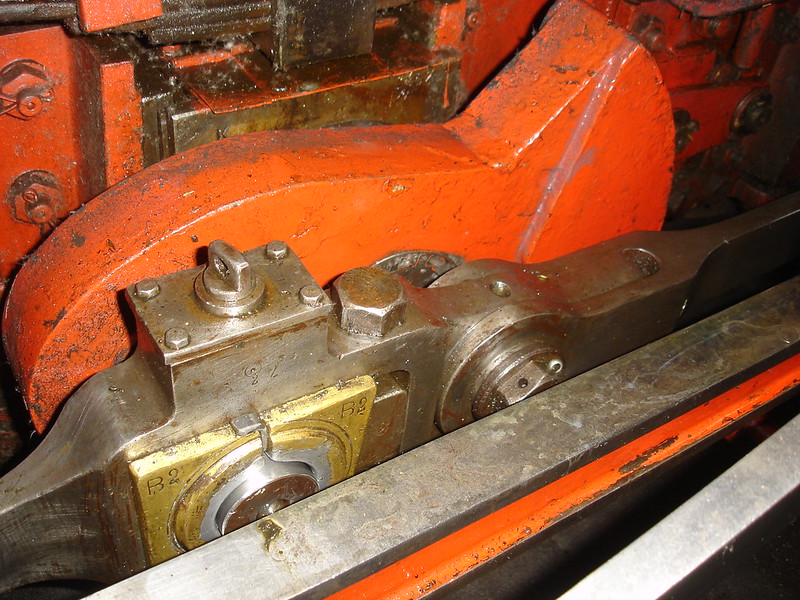 DSC00441 DSC00441 by malcolm brown, on Flickr But you can also see the tongue that makes the joint between the two parts of the coupling rod pretty rigid in the side-to-side direction. This means that the wheelbase will be quite rigid as well - except that (as far as I can make out) the second axle is allowed some side play - hence the crankpin extending a bit beyond the bearing with the rigid coupling rod obviating the need for a cap or retainer of any kind. The fly cranks on this axle are cut back below the balance weight, as can be seen, I imagine for the same reason. I have drilled into the end of the crankpins on this axle, as on the prototype, but haven't threaded them. If it turns out I do need some sort of retaining collar, I can thread them and fit one - there is plenty of room. IN DR days, the rear crankpin on the LHS carried a light return crank to drive the mechanical lubricator in the cab. In preservation, the drive was taken from the rear RHS pin, leaving the LHS pin with a small collar and the two small studs which once carried the return crank. I don't know what the RHS pin looked like in DR days, but assume it was similar. So for the pins on the fourth axle I have made provision for a return crank drive on both sides, even if I only use one. This can be seen in the shot below - an oval slot milled in the end of the pin to take a drive dog attached to the return crank, and two 10 BA tapped holed to secure it. That should be solid enough to drive a lubricator. The shot shows all six pins ready for fitting to the flycranks.  20220528_173259 20220528_173259 by malcolm brown, on Flickr And here they are, Loctited in place (Loctite 638 Retainer) - cranks for the 1st, 2nd and 4th axles going L to R. I don't shoulder down my crankpins after having had trouble on my first loco with them working loose. The larger diameter gives a greater surface area for the Loctite, the diameter is automatically accurate for the reamed hole, and it is no trouble to machine the pins to a precise length so that, when they are flush with the back of the flycrank, they protrude the correct distance at the front.  20220528_181758 20220528_181758 by malcolm brown, on Flickr Tomorrow, if I get time, I plan to make the quartering fixture - which has to be able to accommodate these pins (5/16" dia) and the larger 3/8" dia driving pins. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on May 29, 2022 19:36:20 GMT
Crank Quartering JigHere is the jig for quartering the fly cranks. It is very simple - two 3" squares of 5/16" thick aluminium, mounted on another of the old footplates from a racing eight. These are made of very rigid dural and, if one can avoid the multitude of holes for the adjusting screws, have plenty of uses. The end plates were drilled as a pair and then one rotated through 90 degrees, as someone else on the forum described recently. I found it impossible to keep everything aligned without fixing the end plates firmly to a bed of some sort. This makes it a bit fiddly to use, but workable. The screws at the centre of the end plate have points for locating in the axle centre holes, and one is long enough to allow a fly crank to be slid into place over the screw once the axle has been smeared with Loctite. The holes for the crankpins have to accommodate two sizes of pin - 5/16" and 3/8" - so they are drilled at 3/8" and bushed for the smaller pins. If all the pins had been the same size, I could have aligned them against an edge rather than having to have reamed holes, which would have been much easier.  20220529_201011 20220529_201011 by malcolm brown, on Flickr I haven't started fitting the fly cranks permanently yet - I want to do the return cranks and driving pins first, and I would rather like to get the crossheads and slidebars fitted to double check clearances with the leading crank pin before fixing everything permanently. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 5, 2022 17:46:53 GMT
Erecting cylinders and slide barsPlans to get on with the return cranks, cranks pins and quartering over the Jubilee weekend have been stymied by the non-arrival of a parcel from M-Machine Metals which has been stuck at the DHL depot for six days. If it was to give the delivery drivers the long weekend, I can excuse that.... So, instead of making the return cranks as planned, I turned from being a machinist to being a fitter and did the final erection of the cylinders and slide bars. The cylinders are fitted to the frames with three 5 BA fitted bolts which are invisible from outside, and each also has 14 8BA bolts which are very visible on the flanges. The steam and exhaust connections, which are stainless steel stubs fitting into reamed holes in the frames and saddle block, act as dowels to keep everything lined up and rigid. Fitting the 8BA bolts was extremely fiddly as they had to be entered from inside, where there was very little room between the cross stays and the saddle with all its connections, but by removing the lower horizontal stay (made removable for this purpose) it was achieved with a good deal of muttering, dropped screws, spanners etc. The 8 BA screws are 1/2" long bolts, with the shanks a good fit in the holes. I got them from Whiston's about 35 years ago and haven't made much use of them until now as the 7 BA heads are rather unwieldy. But in this instance, the large heads were a bonus as I could wedge a small screwdriver between one of the flats and the adjacent vertical stay to prevent turning as I tightened the nut - there being no space for a spanner. One of the bolts is lying beside the cylinder in the shot below - it is not brass but plated steel.  20220605_174154 20220605_174154 by malcolm brown, on Flickr With the cylinders bolted up firmly, I am hoping I can get away without dismantling them again. Next job was the slide bars, and here it was just a matter of endless trial assemblies, checking with the digital vernier for parallelism vertically and horizontally, and then finally tightening up. The crossheads were then fitted and proved to move up and down with no obvious binding. The piston rods are a bit too long at present and will need removing to trim them back, then (eventually) the crossheads will be fitted with flat cotters to secure them. So no new parts to show for several hours' work, but another step toward completion achieved, and a couple more shots to show progress.  20220605_173959 20220605_173959 by malcolm brown, on Flickr  20220605_173938 20220605_173938 by malcolm brown, on Flickr Best wishes Malcolm |
|
|
|
Post by David on Jun 6, 2022 8:38:57 GMT
It looks amazing! It's tough to pick one thing out but the cylinders and bit below the smokebox are really something.
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 6, 2022 19:51:18 GMT
It's kind of you to say that David.
If you are interested, I covered the making of the fabricated cylinders in an earlier thread. They were a good deal of work, but I think they have come out better than any casting would have done.
Look forward to more progress reports on your loco!
Best wishes
Malcolm
|
|
jma1009
Elder Statesman
Posts: 5,918
|
Post by jma1009 on Jun 7, 2022 20:44:41 GMT
Hi Malcolm,
I don't often comment on this thread, but I continuously find it inspiring and also fascinating!
On a separate issue, did the Talyllyn consider buying unwashed steam coal from Fros y Frann (probably incorrect spelling) at Merthyr? You could probably sort it quite well with an experienced eye?
Cheers,
Julian
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 7, 2022 22:16:21 GMT
Thanks Julian. Ditto for your Stepney thread which I return to from time to time. You and I have a similar approach to fidelity to prototype!
I think the answer to the question is No. Ffos y fan's main customer is the steel industry and I believe the "unwashed" coal is actually mainly fines which are unsuitable. I gather Ffos may be repairing their washer after all, but as they only have a mining licence from HMG for a limited period, the long term problems remain. Even with the repaired washer, I believe the price has rocketed and is now comparable to alternative fuels. For a railway with small locos, the coal bill is a proportionately smaller budget element than for standard gauge, but we are looking at 200-300% up on a year or two ago which is still significant. There is also a concern that a much younger generation, who know nothing about steam history but who are deeply ecologically conscious, may decide that all coal burning is an evil - with a major impact on passenger demand in future decades. So there are long term social, as well as pragmatic, reasons for experimenting with alternative fuels
There was a recent TR podcast about this on YouTube - I don't have the link right now but can post it if you can't find it easily.
Best wishes
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 11, 2022 19:00:44 GMT
Return Cranks - Pt.1The return cranks on 99 3462 are fitted onto a square on the end of the driving crankpin and getting a good fit here is important. I decided to start with the square hole in the return crank and make the squared end to the crankpin to suit. It is 1/4" square- which is scale size as near as dammit. Knowing the length of the return crank to within a thou from Don Ashton's valve gear programme, I started by drilling two holes on the DRO on the mill using a piece of 1/2" x 3/16" BMS. The hole for the crankpin was drilled 6 mm and the square begun with a file being careful to stay within the boundary of the finished hole.  20220611_171616 20220611_171616 by malcolm brown, on Flickr To get a clean and accurate square hole, I made a broach from 1/4" square silver steel, with the teeth put in by hand and the whole lot hardened and tempered to dark straw in the usual way. This was then pressed through the hole a little at a time, and working from both sides, until it slid through cleanly.  20220611_172529 20220611_172529 by malcolm brown, on Flickr The return cranks are slightly relieved in profile on the front side, with a round boss for the eccentric rod pin. I mounted the embryonic return crank on a mandrel in the lathe and faced the front back to reveal the boss. This left a curved end adjacent to the square, but this was straightened off with an small end mill in the milling machine.  20220611_173156 20220611_173156 by malcolm brown, on Flickr I left it on the stick for as long as I could to make holding it easier - then finally cut it off and rounded the end against an end mill in the usual way.  20220611_175043 20220611_175043 by malcolm brown, on Flickr Below is as far as I got this afternoon. They need a slot cutting across the top and bottom corners of the square and a pinch bolt fitting. Then the pin for the eccentric rod and the whole lot fitting to the crankpin.  20220611_180135 20220611_180135 by malcolm brown, on Flickr I next need to make a jig so that the crankpin, complete with return crank, can be fitted to the flycrank with the eccentric rod pin in exactly the right position. I suspect that is more than I can complete this weekend. Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 12, 2022 17:26:02 GMT
Return Cranks - Pt.2Next job today was to slit the return cranks across the corners of the square - I used a 0.025" slitting saw in the mill, but didn't photograph the operation. Then for the square on the crankpins. This was done using the rotary table and the DROs which made it easy to get a square a few thou over 1/4". With the slight spring in the return cranks now that they had been split, they were a "tap on" fit using a small soft-headed mallet.  20220612_162536 20220612_162536 by malcolm brown, on Flickr Once fitted, the hole for the pinch bolt could be drilled through the return crank and biting into the corner of the crankpin square. The bolt is specially turned to be a firm push fit in an 8 BA clearance hole, rather than the sloppy fit one would get with a standard screw. The head is 9 BA to match the nuts at the other end - which is very close to scale size. Here they are assembled onto the crankpins and sitting in the flycranks, although not fixed in position yet. The pinch screws are over long and will be cut back - at least one of the nuts could usefully be half thickness too.  20220612_180648 20220612_180648 by malcolm brown, on Flickr They will be set using a jig fitted into the axle hole and providing a surface to press the eccentric rod pin against. With the length of the return crank being accurately drilled to the dimensions from the valve gear table, and the radius of the eccentric rod pin set by the jig, everything should be spot on... We'll see! But that is all I have had time for this weekend. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 12, 2022 17:34:26 GMT
Material Swap?I am trying to build 99 3462, as far as possible, from materials already to hand. But one thing I don't have is a piece of brass or bronze the right size for the sand box on top of the boiler. Or rather - I do have something, in the form of a casting for the dome of "Asia" bought from Reeves many, many years ago (It was the closest casting I could get to the dome on "Lyn", but in the end I fabricated one to a better profile). It is just the right diameter and I could cut a length out of the middle to make the sandbox. But then I saw what a new dome casting for "Asia" would cost from Reeves these days (just under £60.00) and cutting one up seemed like vandalism.... So I wonder if anyone wants a dome casting for Asia and would swap it for a piece of brass or bronze tube that would clean up to 2.4" OD x 2.5" high? Wall thickness is immaterial so long as it is over 1/16", and it needs to be a material that will take silver and soft solder.  20220612_180813 20220612_180813 by malcolm brown, on Flickr I will put a similar message on the Members' Wants page too. Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Jun 14, 2022 16:50:12 GMT
That was quick.....
The dome for Asia (Asian dome?) has gone to join a partly completed Asia in exchange for enough cash to buy a suitable length of brass tube.
Two satisfied forum members!
Malcolm
|
|


