peteh
Statesman
 Still making mistakes!
Still making mistakes!
Posts: 760
|
Post by peteh on Dec 14, 2023 23:52:34 GMT
And for Roger's next project: A coal fired 00 Gauge live steam loco... Chris. I reckon 'N' gauge  |
|
Neale
Part of the e-furniture
5" Black 5 just started
Posts: 283 
|
Post by Neale on Dec 15, 2023 9:50:09 GMT
...with working pressure gauge, naturally.
Fascinating stuff to watch develop, even if I doubt that I shall be trying to replicate it! But you never know when you are going to pick up odd little tips and tricks that can be used for other jobs. Thanks for showing us the warts and all journey.
|
|
|
|
Post by Roger on Dec 15, 2023 17:13:08 GMT
...with working pressure gauge, naturally. Fascinating stuff to watch develop, even if I doubt that I shall be trying to replicate it! But you never know when you are going to pick up odd little tips and tricks that can be used for other jobs. Thanks for showing us the warts and all journey. Am I right in thinking you have a Wire Eroding machine? That would be perfect for making the necessary Form Tools in HSS, or even Carbide! I'd be interested to see how that would turn out, I think it would give a better result than what I've done. |
|
Neale
Part of the e-furniture
5" Black 5 just started
Posts: 283
|
Post by Neale on Dec 15, 2023 21:04:48 GMT
Strictly speaking, the answer is yes, I am currently guardian, keeper, and sole remaining "man who kind of knows how to use it" of the SMEE Digital Group-built wire eroder. However, given that it was built as a kind of demonstrator/can we do it? machine, it lacks a lot of the things that would make it really useful - like a decent user interface, ability to home, detect the edge of work, coordinate readout, etc. It was built as a proof of concept and to take around to exhibitions and club talks - it is a whole lot smaller and lighter than any known commercial wire eroder! As a demo piece I did once cut a tiny BA size threading tool on the end of a chunk of HSS so in principle it is capable of that kind of thing. Must admit, though, I have equal success in machining HSS profile tools with carbide cutters although clearly the wire eroder can, in theory, cut finer internal detail than a carbide cutter. From memory we were running it with 10thou wire, 0.25mm, which is finer than all but the more exotic carbide cutters, I think. While it would be an interesting experiment to produce a gear cutter in your size, please don't ask me to attempt the archaeological dig needed to get the machine out from its current storage slot in my workshop!
My own background is in electronics and IT so I naturally turn to CAD and CNC for most things - my own Black 5 is being remodelled in Solid Edge as I go as part of the exercise. Current workshop project is replacing all the electronics in a CNC lathe so I can add CNC turning to the repertoire as well as milling - and that's all relatively straightforward for me, but threads like yours I find particularly useful for an insight into how to make fiddly little bits - like hinges for lockers, that kind of thing. The kind of thing that magazine articles tend to gloss over with a quick "cut, bend and silver-solder" kind of remark. Seeing it pictured adds a bit of depth. This might sound a bit trivial to those who have been building locos for years but I know from experience with my own local club that there are quite a few out there who, like me, do not come from a mechanical engineering background and we are all learning.
Keep up the good work, Roger - I think you're crazy, but so's the idea of building live steam models anyway!
|
|
|
|
Post by Roger on Dec 16, 2023 19:39:54 GMT
Strictly speaking, the answer is yes, I am currently guardian, keeper, and sole remaining "man who kind of knows how to use it" of the SMEE Digital Group-built wire eroder. However, given that it was built as a kind of demonstrator/can we do it? machine, it lacks a lot of the things that would make it really useful - like a decent user interface, ability to home, detect the edge of work, coordinate readout, etc. It was built as a proof of concept and to take around to exhibitions and club talks - it is a whole lot smaller and lighter than any known commercial wire eroder! As a demo piece I did once cut a tiny BA size threading tool on the end of a chunk of HSS so in principle it is capable of that kind of thing. Must admit, though, I have equal success in machining HSS profile tools with carbide cutters although clearly the wire eroder can, in theory, cut finer internal detail than a carbide cutter. From memory we were running it with 10thou wire, 0.25mm, which is finer than all but the more exotic carbide cutters, I think. While it would be an interesting experiment to produce a gear cutter in your size, please don't ask me to attempt the archaeological dig needed to get the machine out from its current storage slot in my workshop! My own background is in electronics and IT so I naturally turn to CAD and CNC for most things - my own Black 5 is being remodelled in Solid Edge as I go as part of the exercise. Current workshop project is replacing all the electronics in a CNC lathe so I can add CNC turning to the repertoire as well as milling - and that's all relatively straightforward for me, but threads like yours I find particularly useful for an insight into how to make fiddly little bits - like hinges for lockers, that kind of thing. The kind of thing that magazine articles tend to gloss over with a quick "cut, bend and silver-solder" kind of remark. Seeing it pictured adds a bit of depth. This might sound a bit trivial to those who have been building locos for years but I know from experience with my own local club that there are quite a few out there who, like me, do not come from a mechanical engineering background and we are all learning. Keep up the good work, Roger - I think you're crazy, but so's the idea of building live steam models anyway! Ah, I thought it was a practical working machine. I would have thought that Mach4 would have driven that easily enough if you wanted to make is usable. The real advantage isn't the accuracy or size of the wire for this application, but the lack of cutting force. The profile is so slender that even using a sequence designed to minimise the issue, it's still a problem. Maybe I'll make a machine one day. Anyway, I'm pleased that you're finding this interesting and possibly useful. |
|
Neale
Part of the e-furniture
5" Black 5 just started
Posts: 283
|
Post by Neale on Dec 16, 2023 21:17:30 GMT
I believe that there are some successful and usable home-built EDM machines around but ours wasn't one of them! One issue (and I don't know how others have managed to get round this) is that the usual motion control applications like mach3/4, etc, set a cutting speed in software based on gcode input. However, for EDM, you need to "feel" your way through the material, feeding the electrode in to maintain the spark gap to within fairly close limits which means that the speed is varying through the cut. I did start work on a modified version of GRBL which took feedback from the spark electronics but in the end another team member wrote the control software from scratch.
This thread has been something of an epic but the cliff-hanger "will it or won't it work?" posts keep us reading!
|
|
jma1009
Elder Statesman

Posts: 5,919
|
Post by jma1009 on Dec 16, 2023 23:29:56 GMT
Mulling over a few points…
I don’t think I would want to silver solder phos bronze to the brass ‘body’ of the pressure gauge for various reasons. Firstly it isn’t difficult to make this part out of one piece, and secondly the brass can get annealed or distorted slightly depending on what happens after the silver soldering.
I don’t understand why the male union connection had to be of phos bronze and silver soldered on.
Unless as Roger states, the connection and thread is so ‘fine’. In which case I would have thought making the whole out of one piece phos bronze would have been a better way to go.
Work hardening the bourdon tube so that it imparts a constant movement is crucial otherwise when ever you test it against a large test gauge or dead weight tester it will change. Making calibration nigh on impossible.
As an aside, I found the mandrel turning and inserting onto it a reamed length of sif bronze with loctite to then turn a thin tube quite easy as described by Roy Amesbury. Annealing it afterwards to flatten it to a ‘D’ shape also straightforward. Annealing it again to curve it as described by Roy and what I was told how Freddie Dinnis did it was not straight forward!
Of the bourdon tube if I remember correctly when taking apart and examining miniature pressure gauges, the bourdon tube was soft soldered to the brass body, and folded over at the other free end with soft solder and encapsulated a pin to link to the dial pointer mechanism.
|
|
|
|
Post by Roger on Dec 17, 2023 20:13:04 GMT
I believe that there are some successful and usable home-built EDM machines around but ours wasn't one of them! One issue (and I don't know how others have managed to get round this) is that the usual motion control applications like mach3/4, etc, set a cutting speed in software based on gcode input. However, for EDM, you need to "feel" your way through the material, feeding the electrode in to maintain the spark gap to within fairly close limits which means that the speed is varying through the cut. I did start work on a modified version of GRBL which took feedback from the spark electronics but in the end another team member wrote the control software from scratch. This thread has been something of an epic but the cliff-hanger "will it or won't it work?" posts keep us reading! That's a very good point about the feedback. You're right about Mach3/4, they don't have motion control feedback. However, the control that I use does, and that's a product made by Dynamotion in the US. If you google them, you'll see there's a motion controller and other interfaces that would certainly allow you to connect up an appropriate input from a sensor. Their product is extremely flexible because you can use 'C' code to control things like backlash compensation or anything else you feel like adding. With your knowledge of Electronics that shouldn't present a huge challenge. Anyone can code in 'C' after following a few tutorials, and it's not hard to put together as a system. |
|
|
|
Post by Roger on Dec 17, 2023 20:26:59 GMT
Mulling over a few points… I don’t think I would want to silver solder phos bronze to the brass ‘body’ of the pressure gauge for various reasons. Firstly it isn’t difficult to make this part out of one piece, and secondly the brass can get annealed or distorted slightly depending on what happens after the silver soldering. I don’t understand why the male union connection had to be of phos bronze and silver soldered on. Unless as Roger states, the connection and thread is so ‘fine’. In which case I would have thought making the whole out of one piece phos bronze would have been a better way to go. Work hardening the bourdon tube so that it imparts a constant movement is crucial otherwise when ever you test it against a large test gauge or dead weight tester it will change. Making calibration nigh on impossible. As an aside, I found the mandrel turning and inserting onto it a reamed length of sif bronze with loctite to then turn a thin tube quite easy as described by Roy Amesbury. Annealing it afterwards to flatten it to a ‘D’ shape also straightforward. Annealing it again to curve it as described by Roy and what I was told how Freddie Dinnis did it was not straight forward! Of the bourdon tube if I remember correctly when taking apart and examining miniature pressure gauges, the bourdon tube was soft soldered to the brass body, and folded over at the other free end with soft solder and encapsulated a pin to link to the dial pointer mechanism. Hi Julian, It's really tricky to machine the body and the Union in one piece. That's because the Scale nature of the design means that the Union is really close to the front of the gauge, whereas the Bourdon tube and the rest of the mechanism are much further back where the wooden base of the full sized gauge would be. That means the connection between the two has to accurately go through at an angle. It is possible, but I thought it was easier to make the holes straight, but have them off centre in the Union to match up with the one in the body. The main reason for having the Union in Phosphor Bronze was durability and strength. Silver Soldering the two isn't a problem if you flux it and fit the wire to the joint rather than trying to add wire to a hot joint. Doing it that way means you can do it at a much lower temperature which won't risk melting the Brass. The Bourdon Tube is work hardened when you form it round the mandrel. Hopefully that will be all it takes. The Bourdon Tube is Soft Soldered into the body, as is the closed end. There's no reason to use Silver Solder there. The great thing about doing this sort of thing today is that we now have eBay for sourcing materials that were almost impossible to find years ago. I managed to find Beryllium Copper sheet in small quantities and down to 0.05mm ie 2 thou, something I think builders from yesteryear would have capitalised on too. As always, there are many ways of achieving acceptable results. |
|
|
|
Post by Roger on Dec 17, 2023 21:38:38 GMT
I already had an Airline fitting with an M3.5 Female thread, so I've made an M2.5 adaptor to suit the 1.6mm Swaged Copper pipe arrangement that I'm using for the Pressure Gauge. I've also spent some time deburring the gears with 1500 grit Wet & Dry, but I think they could use a little more work. I'll have to get the USB microscope set up for those so I can see what it looks like. They seem to mesh quite nicely, but there's the occasional lumpy feel that needs to be addressed. It all needs to be nice and free to move, but without it being sloppy. I take my hat off to proper Watchmakers, they truly are mad. Out of interest, I've watched a few clock and watch making YouTube videos, and it looks like they use a different tooth profile to mine which are much more shallow. It may be that they're the same Modulus, but with a greater root clearance. They certainly don't look like the sort of gear teeth we're used to seeing in larger scales.  PXL_20231217_212948399 PXL_20231217_212948399 by Billy Roberts, on Flickr |
|
|
|
Post by dhamblin on Dec 17, 2023 22:07:27 GMT
Speaking of watch making - you were asking last week how the pointer could be removed from the needle. Watch makers / repairers apparently have a special puller to take the 'hands' off the spindle, one of our members has used this in the past to recalibrate a pressure gauge.
Regards,
Dan
|
|
|
|
Post by Roger on Dec 18, 2023 17:57:00 GMT
Speaking of watch making - you were asking last week how the pointer could be removed from the needle. Watch makers / repairers apparently have a special puller to take the 'hands' off the spindle, one of our members has used this in the past to recalibrate a pressure gauge. Regards, Dan Do the watch hands have a through hole or is it like this gauge which doesn't? I can make something that gets behind the hand, but it can't press against the end of the shaft. |
|
uuu
Elder Statesman
your message here...
Posts: 2,858
|
Post by uuu on Dec 18, 2023 18:02:03 GMT
|
|
|
|
Post by chris vine on Dec 18, 2023 20:24:55 GMT
I would think that Adam Cro would be able to provide some good answers to this...
Chris.
|
|
|
|
Post by RGR 60130 on Dec 18, 2023 20:53:02 GMT
At sea we used to make pointer pullers out of mild steel nuts. The middle of one flat was drilled and tapped for the jacking screw which was turned down to have a very fine spigot on it which pressed on the end of the spindle. The opposite flat had a slot cut in it and was filed down to enable it to engage under the pointer. Very simple but most effective,
Reg
|
|
|
|
Post by Roger on Dec 18, 2023 21:47:50 GMT
Here's a video of the first test to try to get a feel for how much travel there is with 100PSI which ought to be 100 degrees. I've just picked a hole in the quadrant, not quite half way to along the radius. It looks roughly about half the amount of travel that I'm going to need, so I need to pick a hole that's about half way between where it is now and the pivot pin. I think I'm going to have to shorten the Actuator Wire and engage the gear further round anti-clockwise else the wire is going to be pulling at too extreme of an angle. The quadrant is too big really, I only need to sweep four teeth, so I'll probably cut it down when I make the final one. The gears are too tight when the front cover is screwed down, so a little more fettling is required too. Still, there are no leaks and it does look like this is going to work with a little persistance.  PXL_20231218_213222552.TS PXL_20231218_213222552.TS by Billy Roberts, on Flickr |
|
|
|
Post by Oily Rag on Dec 19, 2023 19:39:43 GMT
And for Roger's next project: A coal fired 00 Gauge live steam loco... Chris. I reckon 'N' gauge
It is a fascinating read how he solved the how to make issues.
I must dig these out one day and read again. |
|
|
|
Post by Oily Rag on Dec 19, 2023 19:41:54 GMT
Here's a video of the first test to try to get a feel for how much travel there is with 100PSI which ought to be 100 degrees. I've just picked a hole in the quadrant, not quite half way to along the radius. It looks roughly about half the amount of travel that I'm going to need, so I need to pick a hole that's about half way between where it is now and the pivot pin. I think I'm going to have to shorten the Actuator Wire and engage the gear further round anti-clockwise else the wire is going to be pulling at too extreme of an angle. The quadrant is too big really, I only need to sweep four teeth, so I'll probably cut it down when I make the final one. The gears are too tight when the front cover is screwed down, so a little more fettling is required too. Still, there are no leaks and it does look like this is going to work with a little persistance. PXL_20231218_213222552.TS by Billy Roberts, on Flickr |
|
|
|
Post by Roger on Dec 24, 2023 20:39:17 GMT
I couldn't get the 100 degrees of movement with the original arrangement, so here's a revised setup that ought to work. The 60 tooth quadrant has gone up in size to 74 teeth, but more importantly, the pivot point has been swung round to give a better angle on the connecting wire to the Bourdon Tube. I only need 3.4 teeth movement. The extra hole in the quadrant is so I can move the quadrant while I'm making it and trying the fit of the gears manually. Hopefully I'll get some time to make this over the next week. 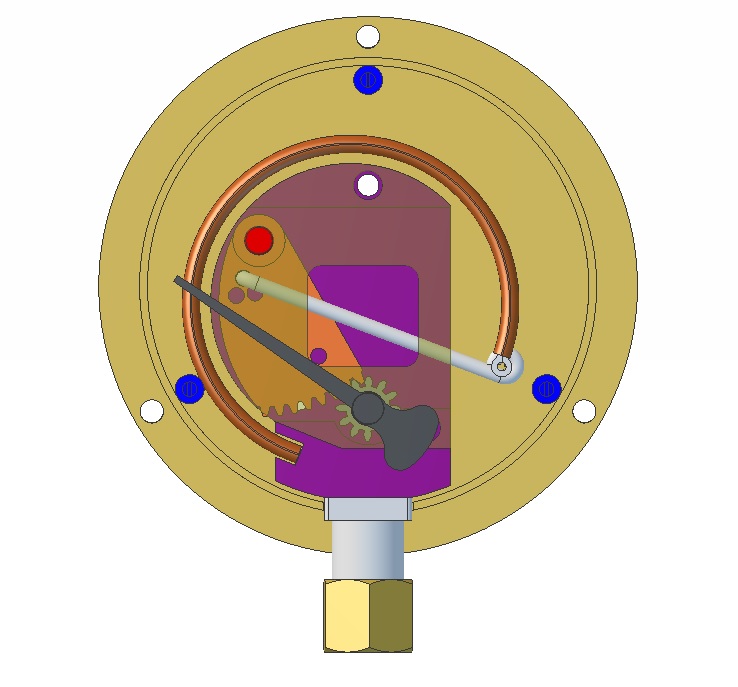 Assembly with more travel Assembly with more travel by Billy Roberts, on Flickr Anyway, it's time to thank everyone for their valued input and interest, your support has been invaluable over the years. Merry Christmas everyone! |
|
jem
Elder Statesman
Posts: 1,075
|
Post by jem on Dec 25, 2023 17:44:45 GMT
I think that it is actually the other way round, I am sure that we all thank you for so much helpful instruction and guidance over the years. Even though I don't intend to make any models myself, I am following this build with much interest, as there is so much instruction in it.
I wish you and everyone else a very Merry Christmas, and a wonderful new year, keep up the good work.
very best wishes
Jem
|
|









