|
|
Post by Roger on Nov 18, 2014 21:53:34 GMT
Ed is absolutely right, you need sanity checks every time you run something.... do the coordinates look sensible, is it going to hit the chuck... best run it with no tool or material in it first.
This all sounds very promising Andy.
|
|
|
|
Post by ejparrott on Nov 18, 2014 23:37:43 GMT
Photo's of swarf next!
|
|
|
|
Post by andyhigham on Nov 19, 2014 19:40:44 GMT
While eating my lunch I drew an oval flange using CAD, it has a 36mm central hole and 2 8nn fixings.
I opened the .dxf file with cambam, generated the tool paths and G code. looking through the G code I see a section which starts (profile) then another (drill 1), then (drill 2) and (drill 3).
I loaded the G code into Mach3 set the machine to an arbitary 0.0.0 and pressed go. No tool in the spindle or work on the table.
The machine seemed to do what it was supposed to do until it got to the end of the outer profile and then stopped.
The G code for the holes didn't show on the screen. I clicked edit G code and it is all there.
Am I missing something here?
|
|
|
|
Post by ejparrott on Nov 19, 2014 19:58:48 GMT
Have you got a full copy or just a 500 line demo.....though I expect that program wouldn't be 500 lines anyway...
|
|
|
|
Post by Roger on Nov 19, 2014 20:00:35 GMT
I fell into this trap too. There's nothing in the download page to warn you and it just stops. It's stupid because they could so easily warn you when you load the program. It's just more sloppy Mach3 code.
|
|
|
|
Post by andyhigham on Nov 19, 2014 20:13:59 GMT
I have just run the program again. It stops at line 499
I guess it got through a lot of lines because its 15mm thick and I put holding tabs in. I don't relly want to buy a Mach 3 full version when there is Mach 4, I'm just waiting for the warp9 smoothstepper plug in to be released
|
|
|
|
Post by andyhigham on Nov 19, 2014 20:49:59 GMT
According to the Mach4 manual, ESS plugin is built into Mach4, I will download the demo version and have a gander before I part with any beer vouchers
|
|
|
|
Post by Roger on Nov 19, 2014 23:28:47 GMT
That doesn't make logical sense because either it's a plugin or it isn't. Here's what Greg on the Warp9 forum says on his last post.....
" I've been distracted and now I'm finally making progress on the Mach4 plugin. I am sure by the end of the week I will post a plugin for the ESS, and soon."
That was back on 24th September 2014 and there's no update. I'm sure there would be something on there if it was available. I'm keen to have it too, I think Mach 3 is a mess.
|
|
|
|
Post by ejparrott on Nov 19, 2014 23:32:59 GMT
I've gone off on a tangent....left Mach3 behind and moving over to Centroid now.
|
|
|
|
Post by Roger on Nov 20, 2014 20:27:31 GMT
Here's the latest on the Mach4 plugin...
I'm sorry for the delay in getting the plugin finished. I am working on some changes to the FPGA right now and I am hoping to have something for all to use by the end of the weekend. Up until now, the FPGA design has been the same for Mach3 and Mach4, but there are some things I need to implement differently for Mach4 and it requires changes to the FPGA.
Greg
|
|
|
|
Post by andyhigham on Nov 21, 2014 21:14:39 GMT
I've had a read through the Mach4 installation and operator manuals and downloaded the demo version. It looks to be a zillion times better laid out and more user friendly than Mach3. The screens look a lot less cluttered and have a built in screen editor.
Looking back on the oval flange project I used for testing, I think it has performed the operations in the wrong order (the cambam isn't to know which order I would prefer). I may just try editing the g code (cut and paste) so the holes are machined first then the outer profile. That way the holding tabs only need to hold for the very last few lines
|
|
|
|
Post by Roger on Nov 21, 2014 22:15:17 GMT
Well, it's been a long time coming, so I hope Mach4 is finally what we all hope for. Do you know if it's using all the old hardware with those damned Printer Ports and all their limitations? I'm part way through a bruising experience setting up a system for a friend's lathe. The Pendant and the limit switches need to use two ports which conflict by using the same ports. What a joke. I don't know what you're trying to make, but generally speaking, you can't just create a model and ask for a 3D path, it doesn't work like that. Most of what I do is 2-1/2D machining where I define all of the operations. Take a look at this example where I recently made the nuts for the steam unions. On the left under MOpSet1 you can see all of the operations that I chose and set the parameters for. Generally you're going to remove the bulk of the material with a roughing cut, leaving say 0.3mm for a finishing cut. When I make one, I just output the individual g-code files and do it a step at a time. I find that more convenient because I often need to go back and change something. Once the progam is proven to be good in all the operations, I output all of them in one g-code file. You may do well to PM Doug, he's used CamBam and may be able to guide you better. This is Alibre which might be quite a lot different. The graphic on the right is for the 'Rough hex' tool path. 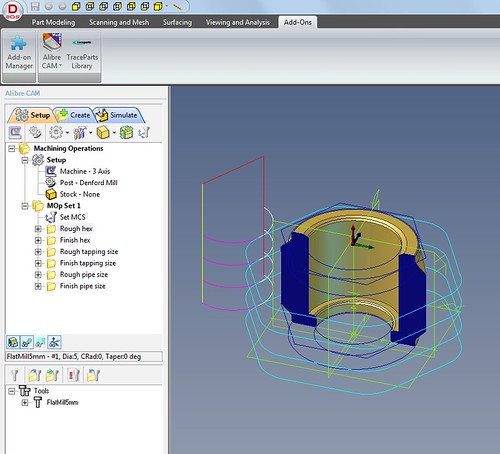 CAM operations CAM operations by rogerfroud, on Flickr You certainly can tell the package to output the whole thing for you, but the output is usually rubbish. They tend to spend 90% of the time cutting fresh air and then use a painful strategy to make the shape. That's fine when you had a very complex 3D shape and there's no alternative. Even then you'll have to set up many different passes to get what you want. For the rest of the time it's up to you to create the strategy. |
|
|
|
Post by andyhigham on Nov 21, 2014 23:21:42 GMT
From what I can gather from the Mach4 documentation, mach4 is designed primarily to work with a motion controller, eg ess. An extra bit of software is needed to use a parallel port.
This was my first attempt with CAM, on the whole it went well.I did the design in 2D then the cambam created the 2 1/2D. Maybe I will be able to alter the order of operations before creating the G code. The way it has ordered it the central 36mm hole and the two 8mm mounting holes will be machined after the outside profile, I think this will put too much strain on the retaining tabs
|
|
|
|
Post by andyhigham on Nov 21, 2014 23:27:31 GMT
The main thing is I now know I can make things on this machine. OK until I buy Mach4 (subject to the plugin being available) I am limited to 500 lines of Gcode. I think I could come up with a way of doing a bigger job, say do one operation, load another Gcode file, etc
|
|
|
|
Post by Roger on Nov 22, 2014 0:08:52 GMT
It makes sense for Mach4 to only work with a motion controller, a PC is not a realtime control system and it's always been Mach3's downfall. If it's using ESS then we're still saddled with printer ports but I suppose there's a lot of hardware out there to support it. I'm yet to see a decent breakout board that allows flexible access and re-routing of the various inputs and outputs. It's all very 1990's thinking. My main gripe was with the abysmally written flaky code that underlies Mach 3 so hopefully we can stop building on the sand and have a robust and simpler platform.
I think you're going to struggle with only 500 lines of code unless the jobs you do are very simple indeed. Let's hope that the Mach4 plugin appears as promised after the weekend. I wouldn't hold your breath though. I'd give it another month at least judging by past experience
|
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,860
|
Post by uuu on Nov 22, 2014 9:49:23 GMT
Looking back on the oval flange project I used for testing, I think it has performed the operations in the wrong order (the cambam isn't to know which order I would prefer). I may just try editing the g code (cut and paste) so the holes are machined first then the outer profile. That way the holding tabs only need to hold for the very last few lines I like CamBam. Here's a screenshot:  You can Click on any one of the machining operations in the tree-view on the left and drag it up or down. So you can choose the order that the operations will appear in the g-code file. That's not all: If you right-click on the word "Machining" and choose "Produce g-code" you'll get the code for the whole assembly. But you can right click on "Part 1" and just get the code for that - or right-click on just one individual operation (e.g. Big Holes Sprial in my file) and just get the g-code for that. So you can have lots of little files. Still not all: If you right click on "Machining" or "Part 1" and choose "New Part" you'll get an extra node in the tree-view. You can then drag some of your machining operations into the second part and then generate a separate g-code file for Part 1 and Part 2. And of course you can rename them (as I have renamed the individal operations) if you don't like the names Part 1 and Part 2 - which is quite handy, as the names carry over into the g-code file. Wilf |
|
|
|
Post by andyhigham on Nov 22, 2014 10:51:22 GMT
Cambam seems to be a well designed easy to use piece of software. Its almost as if the designers listened to their customers wishes, (Are you reading this microsoft?)
|
|
|
|
Post by Roger on Nov 22, 2014 18:18:23 GMT
That looks like a neat screen layout. Can you view that in 3D too?
|
|
uuu
Elder Statesman
your message here...
Posts: 2,860
|
Post by uuu on Nov 22, 2014 19:19:14 GMT
You can swivel the view to any angle.
Wilf
|
|
pault
Elder Statesman
Posts: 1,502
|
Post by pault on Nov 22, 2014 19:44:24 GMT
I've gone off on a tangent....left Mach3 behind and moving over to Centroid now. Ive got a Centroid control on my mill, once I got used to a few things I found it a very user friendly system. I looked at Mach 3 some years ago, but thought it was messy and not very intuitive |
|





