|
|
Post by springcrocus on Sept 27, 2017 18:35:16 GMT
I have made the axle boxes from 2" diameter mild steel billets. The drawing shows the bearing bore and rear clearance as blind holes but I have made mine with a through-hole because if I ever need to replace a bearing, it will be easier to remove. The back face was first cleaned up on the lathe using the 3-jaw chuck and a 5/8" dia hole drilled through, the size being chosen because it is larger than the inner race O/D but smaller than the Timken covers. Each billet was then reversed and faced to finished length plus a few thou. The bearing bore was then roughed out and the through-hole bored out to 21/32" as a separate operation. Finally, and because of the need for decent accuracy, I used the boring bar to face the front, finish the bore dia and finish the bore depth at a single visit using the compound slide to accurately control depths. I aimed for a light press fit on the bearing bore. Once all six were done, I marked out the finish position, plus about thirty thou, of one of the sides and then hacksawed the waste off and linished them reasonably flat. This made it easier to mark out the other three sides and rough those out as well. I chose to remove most of the waste with a hacksaw to save knocking the guts out of my tiny milling machine (I didn't have my bigger mill when I made these). To finish machining the four sides, I loaded them to the milling vice and flycut the top and bottom edges first, keeping a check on the wall thickness to make sure the bearing bore stayed central. Then the sides were done in a similar fashion although a little more care was taken here to get the size bang on. Finally, the various holes were marked out and then drilled and tapped as appropriate. I haven't bothered with the oil holes, though, because I am using sealed-for-life bearings. The axle box covers are made from gunmetal plate because they bear on the inside surface of the frames, which is mild steel. A very simple item, milled to the correct shape and size with the bearing spigot turned using the four-jaw chuck.  The axles are made from some 5/8" diameter EN8DM material, 40-ton tensile so tough but nice to machine because of the slightly higher level of Manganese in it. First, I roughed them out using the 3-jaw chuck and a back-stop, leaving about fifteen thou to come off the two journals but finishing them to length at this visit. After that, I set them up as shown to finish the diameters. This is the pony truck axle but the tender axles were made the same way  A purist would probably use centres at both ends and a driving dog but my chuck runs true enough to grip one end and run the other in a live centre. Having a shoulder for the chuck jaws to push on also helps when it comes to winding up the centre otherwise the work would probably creep backwards as the cut came on. I also changed over to a bit of HSS tooling here. It's also easier to take tiny cuts with HSS and we are talking a few tenths tolerance here.  The timken covers have been fixed to brass discs which are a light press fit into the axle box through-hole but could be araldited in if neccessary. That's all the bits that go to make an axle assembly. A bit heavy on words and a bit light on pictures this time, sorry about that. Thanks for looking in, Steve |
|
|
|
Post by springcrocus on Oct 1, 2017 7:01:21 GMT
Things have slowed a little of late because I'm waiting for certain materials that I will collect at the Midlands show. So, having a look around at what bits I have in stock, decided to make a start on the lubricators. I notice that some use commercial lubricators but thought I would have a go at making my own. I decided to make the tanks first. I didn't have 18swg brass in stock so chose to use 20swg instead. I started by making a hardwood former to bend the material around, making the former a little larger to suit the thinner material and preserve the outside dimensions. A pair of brass strips were cut 1.7/8" wide by 5" long.  I made use of my large milling vice to get the first bend square, positioning the former level with the end of the jaws.  With the first bend accurate, I was able to finish the other sides using the bench vice, finishing with the final side overlaying the first side. Before removing the waste, I removed the former, inserted a junior hacksaw blade in the fabrication and re-inserted the former before clamping up.  The waste from the two overlapping sides was then removed using a junior hacksaw, the packing blade ensuring that when the gap was closed the tank would become square.   The larger of the two offcuts was then cleaned up and used as a soldering strap at the back of the tank. A recess was milled into the hardwood former to clear the strap and pushed back into each tank section in turn to enable milling the ends square and to finished legth.  A pair of base plates were cut from 14swg brass sheet, squared up and the centre section milled away by about twenty thou to create a location for the tank sections, followed by drilling the mounting holes.  Then the bases and tank sections were soldered together, the clamp in the picture being used to ensure the earlier solder didn't fall apart.  The bases had taken on a slight bend after soldering and each was reloaded to the mill and skimmed flat. It was only a few thou but enough to cause rocking of the assembly. To finish, the various holes were added to the tank sides ready for the pump components to be fitted.  These are above the slide bars and mostly hidden by the running plates. After a coat of black paint, they will hardly be visible so I haven't tried to get the sharp edges shown on the drawing, these rounded ones should be OK. But, as ever, I can always change my mind if I don't like the look of them. Thanks for looking in, Steve |
|
|
|
Post by springcrocus on Oct 4, 2017 21:37:28 GMT
The body of the lubricator pump should be brass but, not wanting to waste anything, I have used a couple of offcuts from the bronze plate that I worked on recently. The bodies are 3/8" thick so I was able to machine all round to get them to size. I have added a clearance chamfer at the bottom because of the solder in the tanks.  All the drilling, tapping and reaming operations were done on the big mill using co-ordinate positioning because all holes are on the same centre-line so I only had to set the "Y" axis and leave it locked all the time. To suit my tooling, the 1/8" reamed hole has been made as 3mm and the 5/32" holes as 4mm. Threads are all 40ME or 8BA, as specified, except for one blanking plug that I drilled the wrong size hole so went to 6BA instead.  The one awkward hole was the inlet channel which is at twenty-five degrees to the horizontal. For this, I used a slot drill to create a small island to start the drill, and had a piece of sacrificial material in the cross-hole so that the drill didn't wander as it crossed over.  The collection of plugs, unions and other assorted pieces were all made from brass bar. The only part that was not straightforward was the shuttle on the outlet side which required some grooves milled in the sides to allow the oil to flow. After turning to size on the lathe, the three grooves were put in using a dovetail cutter on the mill. A piece of hexagon bar was used to index the three sides as it was quicker than setting up the rotary table.  Apart from the springs, these are all the parts that make up the body of the pump.  The piston should probably be included also but I will cover that with the eccentric and drive components next. Having made this, I think I would approach the job differently in future, using a pair of 3/16" plates bolted together and milling out the linking channels with ball-nosed slot drills. This would do away with the need to plug the ends of the channels but the original has obviously been designed for ease of manufacture using a drilling machine only. Thanks for looking in, Steve Edit: Not all the holes are on the centreline, the 8BA fixing hole in the base is offset, but I will drill the tank and spot through after all the other components are set up and aligned. Steve |
|
jools
E-xcellent poster

Posts: 200
|
Post by jools on Oct 4, 2017 21:59:39 GMT
Good work Steve, I particularly like the idea of using the hex bar to index the flute cutting.
I hope my memory is still good enough to remember all these tricks and tips when I get around to
starting my model...........
|
|
|
|
Post by springcrocus on Oct 7, 2017 6:57:07 GMT
The lubricator pump utilises a plunger driven by an eccentric which gets it's drive via a ratchet and pawl arrangement on the outside of the tank. So next up was the plunger. To make the plunger and collar I started with some 5mm flat black bar intending to make the whole thing in one go. Two are required and I cut material to make both by splitting after milling. A pair of pilot holes were drilled first followed by milling away the internal form with a 1/8" slot drill. The dimensions on my sketch are the plus and minus co-ordinated from the hole centre for machining to finish size.  Moving to a larger cutter for more rigidity, the outside form was produced next leaving a 1/16" thick wall all round.  Finally, the workpiece was held vertically in the vice and the waist / waste cleared away to leave the shape shown. (As an aside, scholars of the English language will recognise one of those rare moments when two unrelated words with different spellings but phonetically identical are both appropriate to the situation.  )  This was then sawn in two and then it was over to the lathe to turn the 3mm diameter using the 4-jaw chuck and a small supporting centre. After one of those "Oh, bother!" moments, plan "B" was implemented and the leg was sawn off, a small boss milled and an M3 hole drilled and tapped into the end. Into this was screwed a length of 3mm stainless rod of the appropriate length. 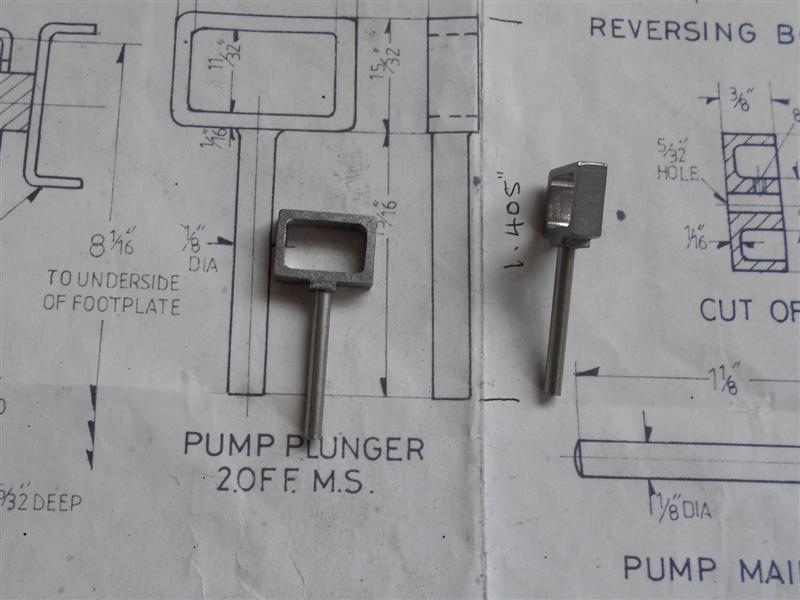 And the reason plan "B" was implemented at all? Well, on looking back at my setup, it was a disaster waiting to happen. The wall thickness made it difficult to get a decent grip with the chuck, slight bell-mouthing of the jaws making matters worse, completely inappropriate choice of tooling, centre-height fractionally low and a machine that doesn't really go fast enough. Add to that impatience and lack of concentration. Even though I was only taking six thou depth of cut, it bent the crossbar part of the plunger inwards which pulled the work from the centre which then promptly climbed on top of the tool and destroyed itself.  So there we are, I've just shown you all a perfect example of stupidity in action. Luckily, I had decided to make a pair of spares, anyway, so didn't have to set it all up again. A few things of value to be taken from this, methinks, but only two out of ten for effort, I reckon. One other point for any who may wonder. There is no significance to the use of stainless steel. It's an oil pump after all, so nothing will rust, just a case of using what's in stock. Thanks for looking in, Steve |
|
|
|
Post by Jim on Oct 7, 2017 7:32:24 GMT
Have no fears Steve you're not alone I've just spent the day making the water dome only to scrap it as a non goer. I'll start MkII tomorrow.  Jim |
|
|
|
Post by steamer5 on Oct 7, 2017 7:48:59 GMT
Hi Steve,
A new recruit to the "AH CRAP!!!!!" club, Welcome aboard!! It gets new members regularly in this game.....oh you also get stars when it happens again!! I've got a draw full!!
Cheers Kerrin
|
|
|
|
Post by 92220 on Oct 7, 2017 8:06:47 GMT
Hi Steve.
I had missed your earlier posts. It has all made very interesting reading. As to your pump plungers, if you need to make any more, try making them with a much longer plunger section so that you can hold the extended section in the chuck, for turning. Then when all finished, part off to length. That way there is no loading on the strap, from chuck jaws. The other way is to make in 2 sections - a strap and the plunger, fitted together with Loctite.
Keep up the good work! That brake linkage looks particularly good!! We all get lots of hints and tips from your diary.
Bob.
|
|
|
|
Post by springcrocus on Oct 7, 2017 8:13:37 GMT
Hi Steve, A new recruit to the "AH CRAP!!!!!" club, Welcome aboard!! It gets new members regularly in this game.....oh you also get stars when it happens again!! I've got a draw full!! Cheers Kerrin I don't know about "new recruit", Kerrin The bottom fell out of my drawer years ago because of the weight!  I've always remarked on the fact that you can always tell a busy, experienced workshop - one needs a fork-lift to empty the scrap bin.  Disappointing about the dome, Jim,  but we move ever onwards. Regards, Steve |
|
Lisa
Statesman

Posts: 806 
|
Post by Lisa on Oct 7, 2017 9:01:10 GMT
...The bottom fell out of my drawer years ago because of the weight!... There's probably medication for that. |
|
|
|
Post by Roger on Oct 7, 2017 11:44:18 GMT
Oh well, such is life, I've done plenty of things like that, and still do on occasion. These days I tend to make things longer so there's plenty of room for a centre, then trim the end afterwards. I used to make some tricky collet drawbars which had to be screw cut on the end, and I couldn't find another way of doing it which didn't have the same issue you had.
|
|
|
|
Post by runner42 on Oct 8, 2017 7:00:38 GMT
Hi Steve,
your plan B would have been my plan A, but for even greater expediency I would have probably silver soldered the yoke and stem together. I always look for the easiest way based on my experience and limited facilities. But maybe adopting this approach I am not pushing the envelope so to speak and therefore not increasing my experience.
Brian
|
|
|
|
Post by springcrocus on Oct 8, 2017 8:31:15 GMT
Hi Steve, your plan B would have been my plan A, but for even greater expediency I would have probably silver soldered the yoke and stem together. I always look for the easiest way based on my experience and limited facilities. But maybe adopting this approach I am not pushing the envelope so to speak and therefore not increasing my experience. Brian For the life of me, I couldn't think of the correct word - old age and brain-freeze. Thanks, Brian And I was testing the water, so to speak. Plan B was always going to be best for me, soldering is still something I avoid if I can. Regards, Steve |
|
|
|
Post by springcrocus on Oct 8, 2017 18:25:32 GMT
There are an assortment of bushes to carry the shaft with the eccentric mounted on it, terminating in the priming handle. I made the eccentric first and chose to use phosphor bronze for this although the drawing calls for mild steel. I think it will wear better but may be wrong, easy to replace if neccessary. There are different ways to produce eccentrics including independent four-jaw chucks but I chose to use an offset bush because it is repeatable without clocking up the workpiece. First I turned the main boss, holding the 9/32" dimension to within a thou for a good fit in the bush. I also drilled and reamed the hole 3mm, which I'm using instead of 1/8" dia. The parent material is 5/8" diameter because the workpiece will clean up with about ten thou to spare.  Next I made the offset bush from a piece of 3/4" diameter mild steel, turning the O/D to 11/16" dia and leaving a shoulder for butting up against the chuck jaw, then reversing and facing to length. The offset hole was made on the mill by holding in a table-mounted chuck, clocking true then offsetting by the given throw dimension of 3/32". The bush was drilled and reamed 9/32". I also made a small brass plug to fit in the other end of the bush to ensure it didn't distort when clamped up in the lathe chuck.  For those not familiar with offset split bushes, a useful tip is to always ensure that the sawcut that goes through is at the thickest part of the bush and the other two partial cuts are 120 degrees to the main cut, getting as deep as possible without going through. The eccentrics were then loaded to the chuck and pulled up really tight, and I mean REALLY tight, otherwise the intermittent cut could have moved the workpiece round in the bush and ruin it. All turning here was finished in the one visit, using the compound slide to control lengths.  To drill the locking screw hole, I made a simple drill jig from some hex mild steel as I find this easier than trying to set up fiddly components in vee-blocks and vices etc. I've used M3 rather than 8BA because I have a load of M3 grub screws in stock.  Thanks for looking in, Steve |
|
|
|
Post by westlin on Oct 9, 2017 13:47:08 GMT
There are an assortment of bushes to carry the shaft with the eccentric mounted on it, terminating in the priming handle. I made the eccentric first and chose to use phosphor bronze for this although the drawing calls for mild steel. I think it will wear better but may be wrong, easy to replace if neccessary. There are different ways to produce eccentrics including independent four-jaw chucks but I chose to use an offset bush because it is repeatable without clocking up the workpiece. First I turned the main boss, holding the 9/32" dimension to within a thou for a good fit in the bush. I also drilled and reamed the hole 3mm, which I'm using instead of 1/8" dia. The parent material is 5/8" diameter because the workpiece will clean up with about ten thou to spare. Next I made the offset bush from a piece of 3/4" diameter mild steel, turning the O/D to 11/16" dia and leaving a shoulder for butting up against the chuck jaw, then reversing and facing to length. The offset hole was made on the mill by holding in a table-mounted chuck, clocking true then offsetting by the given throw dimension of 3/32". The bush was drilled and reamed 9/32". I also made a small brass plug to fit in the other end of the bush to ensure it didn't distort when clamped up in the lathe chuck. For those not familiar with offset split bushes, a useful tip is to always ensure that the sawcut that goes through is at the thickest part of the bush and the other two partial cuts are 120 degrees to the main cut, getting as deep as possible without going through. The eccentrics were then loaded to the chuck and pulled up really tight, and I mean REALLY tight, otherwise the intermittent cut could have moved the workpiece round in the bush and ruin it. All turning here was finished in the one visit, using the compound slide to control lengths. To drill the locking screw hole, I made a simple drill jig from some hex mild steel as I find this easier than trying to set up fiddly components in vee-blocks and vices etc. I've used M3 rather than 8BA because I have a load of M3 grub screws in stock. Thanks for looking in, Steve |
|
|
|
Post by westlin on Oct 9, 2017 14:04:25 GMT
Hi
My first post on the forum. Ive recently purchased a 5"g Britannia that has been part built. Ive been looking over the weekend at the drawing and apart from one sheet there in good condition. Sadly the one element that I need is water damaged and I cant read or see the drawing for the deatils for the brake cylinder bracket I know its possible to purchase the sheet, but can anyone just post that element.
Ive tried posting but it says the forumn has reached its upload limit
Thanks in adavnce
Stephen
|
|
|
|
Post by springcrocus on Oct 9, 2017 14:19:12 GMT
Have a look at page 7 of this diary.
Regards, Steve
|
|
|
|
Post by westlin on Oct 9, 2017 15:53:37 GMT
Spot on, thanks
|
|
|
|
Post by Roger on Oct 9, 2017 21:57:44 GMT
Hi My first post on the forum. Ive recently purchased a 5"g Britannia that has been part built. Ive been looking over the weekend at the drawing and apart from one sheet there in good condition. Sadly the one element that I need is water damaged and I cant read or see the drawing for the deatils for the brake cylinder bracket I know its possible to purchase the sheet, but can anyone just post that element. Ive tried posting but it says the forumn has reached its upload limit Thanks in adavnce Stephen Hi Stephen, Take a look at the sticky thread about posting pictures. All will become clear as to why you saw that message and how to post pictures another way. |
|
|
|
Post by springcrocus on Oct 11, 2017 17:17:30 GMT
Just a short update this time with the rest of the internals to the lubricators. To make the drive shaft I used 3mm stainless steel rather than 1/8" dia material solely because it was in stock. The various bushes are as per drawing, except for the hole size, of course, but the rear supporting bush has been made to solder in from the outside, rather than the inside, because of the strap at the rear of the tank. The other variation I made was the turned and threaded part of the shaft. My 8BA button die is in very poor condition and not up to producing a decent thread on stainless but I have M2.5 available in both HSS split die and spiral-point HSS tap, my favourite combination of threading tools. As a long-time machinist in industry, I really don't like carbon-steel dies or hand taps and avoid them where possible. The part called "adjusting bush" with its locknut is straightforward turning and threading with tap or die, as appropriate, but I'm not sure what it's meant to adjust - it bolts to the tank and is simply a support. The priming handle has been made from 3/4" dia brass bar. The stem was turned, drilled and tapped first and the handle created on the mill. A filing button was used to guide the shaping near the stem. The picture shows the components loosely assembled in the tank. 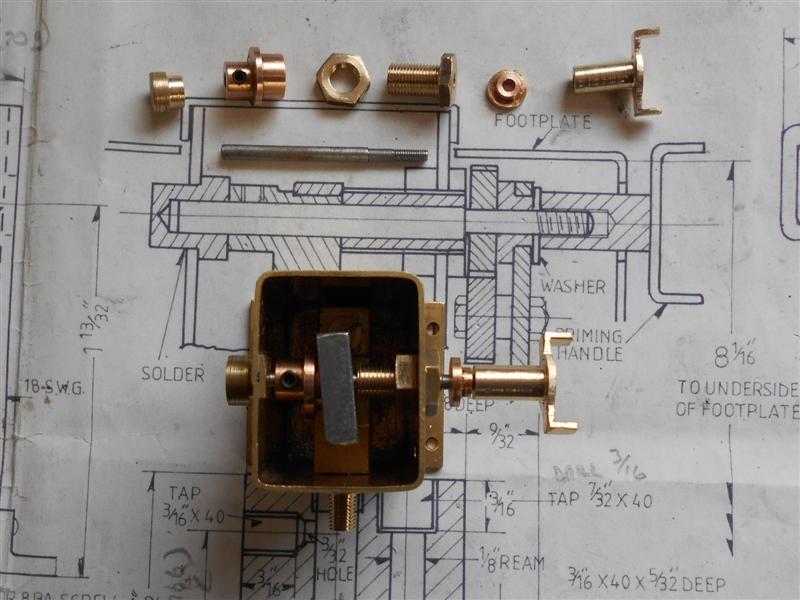 As noted in another thread by an astute collegue, next up is the ratchet, pawls and operating lever. Thanks for looking in, Steve |
|




 )
)




 but we move ever onwards.
but we move ever onwards. 


