ngfan
Active Member

Posts: 20
|
Post by ngfan on Jun 23, 2020 16:05:47 GMT
Hi Malcolm. I went back and edited my original post, inserting the images using Springcrocus's technique. I can see then now, so I hope you can. If not, I'm afraid I'm a bit stuck. Cheers, John
|
|
rrmrd66
Part of the e-furniture

Posts: 339 
|
Post by rrmrd66 on Jun 23, 2020 17:57:27 GMT
Hi John
Yes I can see them now
(It would have helped if I was looking in the correct place).
Please tell me how you fashioned the radius on the front of the dumb buffers.
Obviously you know what your doing. Nice workmanship.
Cheers
Malcolm
|
|
ngfan
Active Member
Posts: 20
|
Post by ngfan on Jun 24, 2020 7:50:53 GMT
Hi Malcolm,
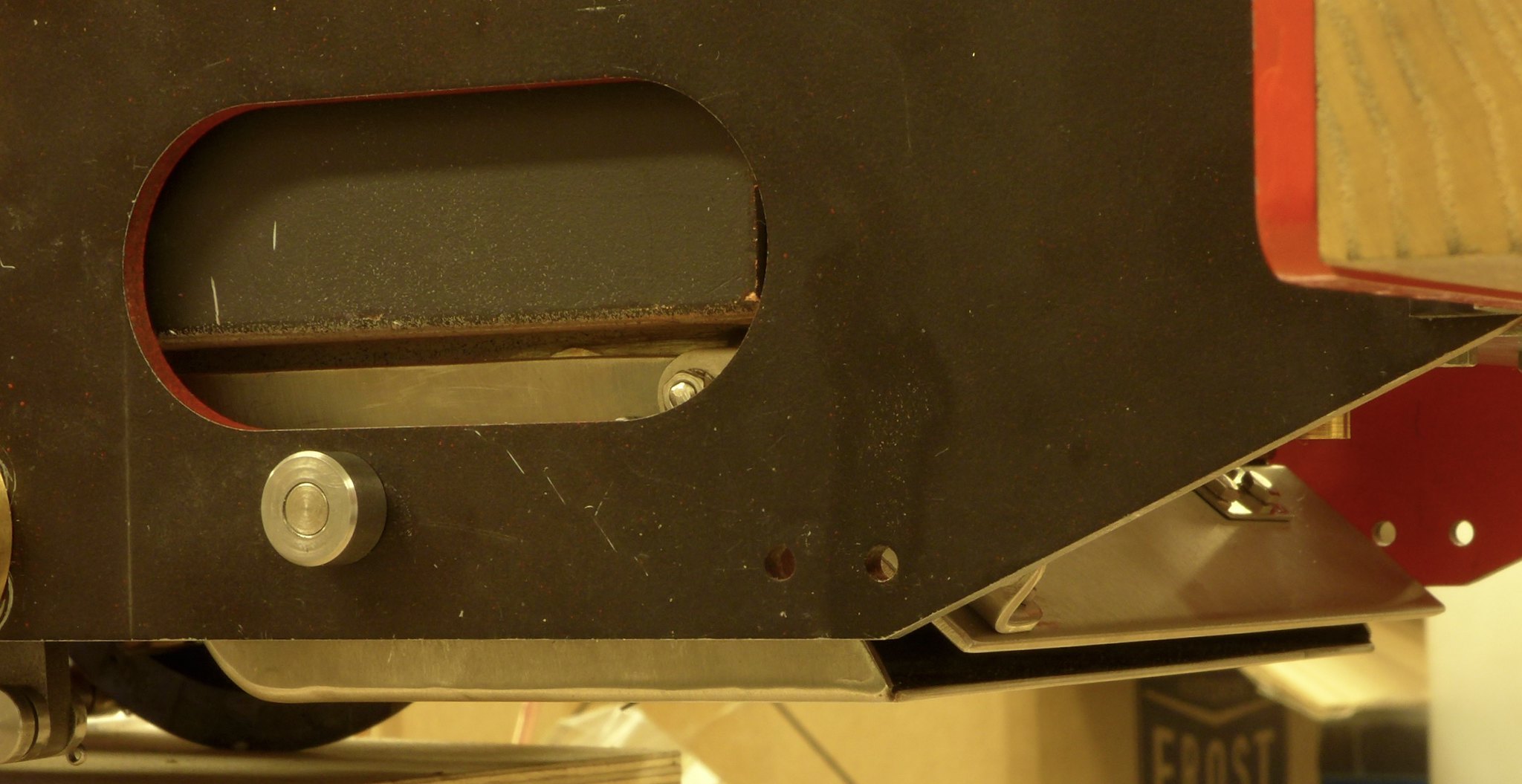
Essentially just by eye using my belt linisher. I sawed the blocks square, marked out the curve with a pencil on the sides and carefully held the blocks against the linisher. I had a slight advantage in that my linisher has an unsupported stretch of the belt, about an inch long, between the drums at either end and the central supporting plate. If you hold a job against the belt in this area, the belt flexes a bit, so you can get a smooth curve rather than a series of flats.
Even though I used oak rather than a softwood, the linisher took the required amount off very quickly. It was easier and quicker than I feared!
Best of luck,
John
|
|
dscott
Elder Statesman

Posts: 2,440
|
Post by dscott on Jun 25, 2020 1:37:40 GMT
 Shows the new ring being fitted due to the new Boiler being a bit bigger. All bits coming in handy for wheel tires and the middle being a useful odd bit that we need from time to time! Yes I have a day of rest from Jessie once a week and sometimes 2 days when you have to stay in the house for the gas man!! Then you lose the thread... So grab another easy project to inspire. I am very happy with it. David and Lily. |
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Aug 19, 2020 15:39:47 GMT
Good afternoon everybody.
Some time since I updated this thread. it's been a funny time. The Lock Down. You would think that the huge amounts of time one can spend on engine building would mean that the job has been completed. Not so I am afraid. The postal service and the carriers all seem to have gone on slow time as well and time has been spent waiting for things to arrive. There have been several "red herrings" on this build and I find that 4 hours a day is all I wish/can spend on the build. Longer and mistakes can occur!
I try to attack one assembly at a time. However this time I appear to have about 4 or 5 on the go and progress seems to be very slow.
The next phase of the build involves the boiler and all ts associated parts leading up to the piping up of all the controls.
The cleading of the boiler tube was relatively straight forward, 2mm ceramic fibre laid around the boiler tube and fixed temporarily with masking tape.
The cleading (brass sheet) was laid over it and held with cable ties whilst the boiler bands were fabricated
I think it was Roger who made some very nice looking boiler bands with riveted stainless straps so thanks for he ideas it it was. I was concerned that brass being very soft the retaining screws would deform them and they would release the cleading. These seem to be just the job.
 fullsizeoutput_d09 fullsizeoutput_d09 by Malcolm HARWOOD, on Flickr
Close up of same showing lock washer to keep everything tight.
 fullsizeoutput_d0a fullsizeoutput_d0a by Malcolm HARWOOD, on Flickr
Next came the cleading over the firebox. Wooden formers were made as for the smoke box. Here I am putting a radius on the corner of the former.
Much bashing and many annealings did not produce the satisfactory result that I obtained with smoke box . Very wrinkled and not good at all. Th actual quarry Hunslet in real life probably had a wrinkled surface after many years of work so I will just say I was trying to replicate the "authentic look"!
I had intended to rivet the end faces to the cleading but this again was not possible with my skill levels. Thus I used small button head screws and nuts. Don Young suggested that the boiler bands here should be fixed to the cab plate work, but this does not work out at all. I drilled 4BA screw threads instead into the frame plates. For the purists and the skilled I hasten to add that I have been busy with my hammer and tidied the corners up a bit.
 fullsizeoutput_d0e fullsizeoutput_d0e by Malcolm HARWOOD, on Flickr
Next major assembly was the saddle tank. I did not fancy cutting out the parts and purchased them from MEL. Very nicely cut as well when they arrived. Note for others: order the baffles they really do help in the construction.
I tried in several places to obtain a second hand set of rolls. There are some 12" length sets around but not for 14.25"+ length. I bit the bullet and purchased new. Doubtless all come from the same factory in China and was disappointed (as usual) that the UK distributor had not noticed that the box had been dropped on its side during shipping and that both the thickness control knobs were smashed beyond use. To be fair to him he gave me a hefty refund if I did the repair myself in place of him taking them back.
The knobs you see below are the new UK sourced ones (M8 thread incidentally). This is the outer wrapper.There are two tight radii to be rolled as the saddle is more barn shaped. The red lines are where I want the radii to begin and end. The middle line is the centre of the radius.
Softly softly, gently gently. A quarter turn at a time on the bending roller adjustment screw and all of a sudden you have the two radii in the right place.
The baffles sit in the precut tabs to be soft soldered in later
The 3.5mm thick end plates are attached to the outer wrapper with 1/4" brass angle brackets. The fresh air I intend to seal with an epoxy putty as the water in the saddle tank is only at atmospheric pressure.
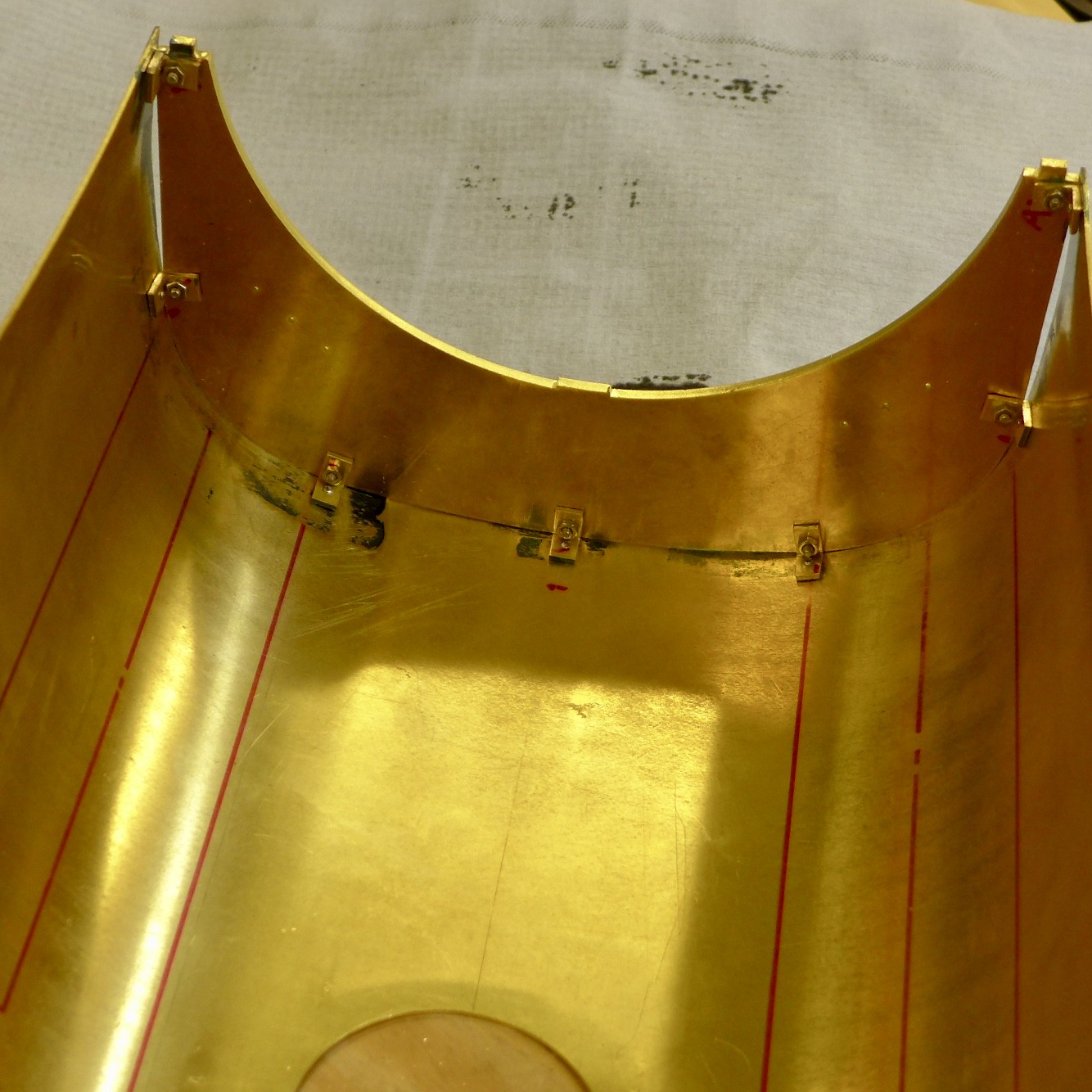 fullsizeoutput_d03 fullsizeoutput_d03 by Malcolm HARWOOD, on Flickr I was not so happy with gap along the sides and made some longer angle brackets to "pull" the sides in.
To make sure I got the screw holes in line with the tapped screw hole I set it up in the milling machine I will be soldering it all up shortly and will report back on that soon.
Finally I have been spending much time on the minimal cab that they Quarry Hunslet used to have. It's all a bit tight in there as I am trying to get all the things that might get bashed inside the plate work. This is a shot of progress so far.
 fullsizeoutput_d0c fullsizeoutput_d0c by Malcolm HARWOOD, on Flickr That's it for this time.I hope you found it interesting. For all those new comers who want to know how long it takes to scratch build a "simple" locomotive I am now into year 4.
Cheers
Malcolm
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Aug 20, 2020 0:14:30 GMT
4 Years FOUR YEARS? I dream of 4 years. I started mine when I was with the first wife!!!! 16 years ago.
Geoff State was still with Reeves and supplying the parts.
And everything was fine in the country.
Lovely work Malcolm.
Various house moves and having a Daughter somewhat slowed progress.
"I love this story!" Katie 12 3/4.
David and Lily.
|
|
|
|
Post by coniston on Aug 23, 2020 8:47:49 GMT
Good afternoon everybody.
Some time since I updated this thread. it's been a funny time. The Lock Down. You would think that the huge amounts of time one can spend on engine building would mean that the job has been completed. Not so I am afraid. The postal service and the carriers all seem to have gone on slow time as well and time has been spent waiting for things to arrive. There have been several "red herrings" on this build and I find that 4 hours a day is all I wish/can spend on the build. Longer and mistakes can occur!
I try to attack one assembly at a time. However this time I appear to have about 4 or 5 on the go and progress seems to be very slow.
The next phase of the build involves the boiler and all ts associated parts leading up to the piping up of all the controls.
The cleading of the boiler tube was relatively straight forward, 2mm ceramic fibre laid around the boiler tube and fixed temporarily with masking tape.
The cleading (brass sheet) was laid over it and held with cable ties whilst the boiler bands were fabricated
That's it for this time.I hope you found it interesting. For all those new comers who want to know how long it takes to scratch build a "simple" locomotive I am now into year 4.
Cheers
Malcolm
Excellent progress, what gauge brass have you used for the boiler barrel cleading? and the boiler bands? Chris D |
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Aug 23, 2020 12:43:10 GMT
Hello Chris
Boiler cleading is 27swg (M Machine/Metals), brass boiler band is 21swg (Polly Model Engineering). The 2mm ceramic fibre blanket also came from Polly.
Hope this helps. Usual disclaimers!
Cheers
Malcolm
|
|
|
|
Post by coniston on Aug 24, 2020 9:30:27 GMT
Thanks Malcolm, I'll look into M Machine/Metals
Chris D
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Nov 18, 2020 12:47:45 GMT
Good afternoon everybody. The boiler with cladding and boiler band coated with high temperature paint plus smoke box more or less fully completed. 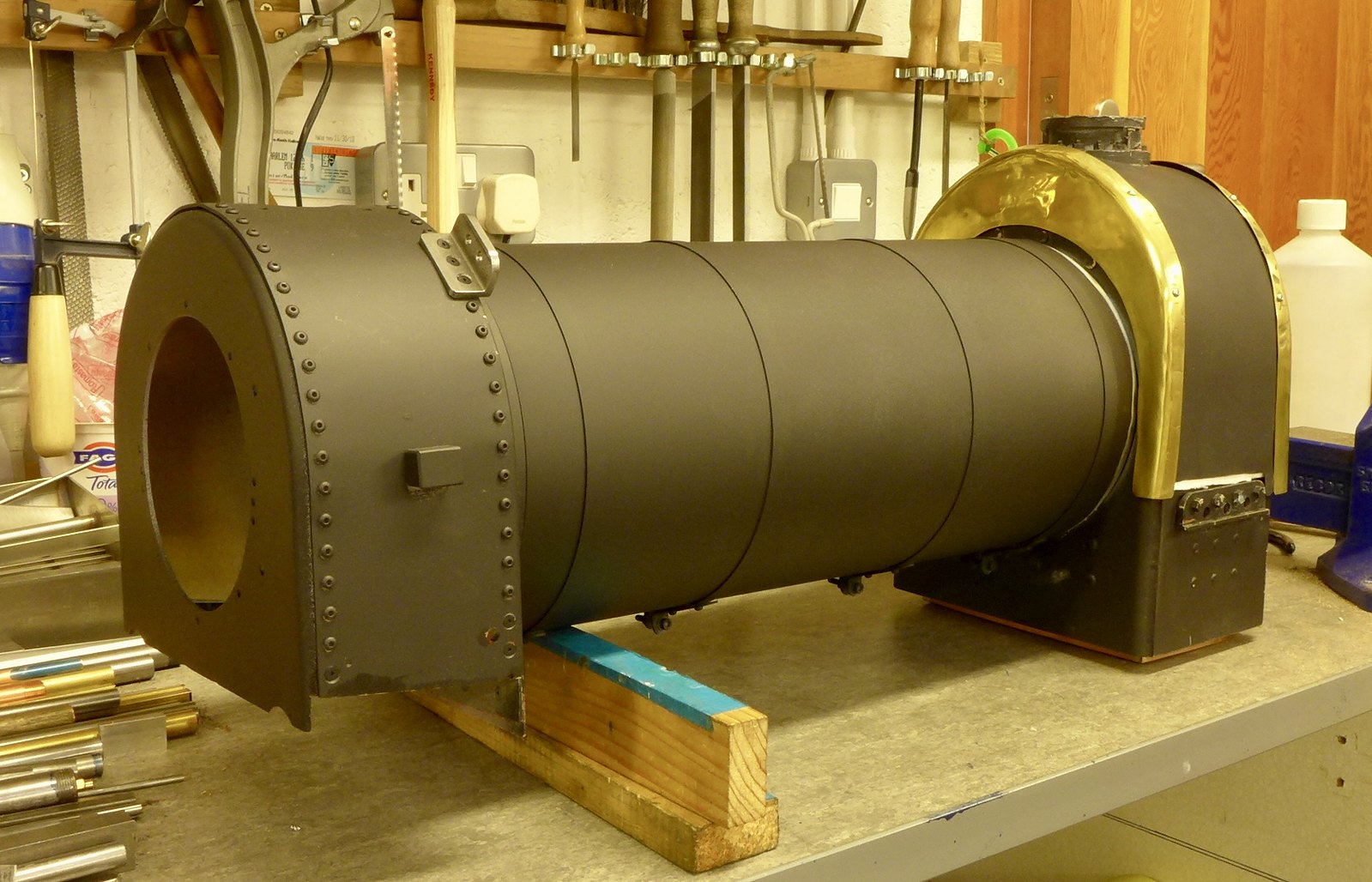 fullsizeoutput_d3e fullsizeoutput_d3e by Malcolm HARWOOD, on Flickr A few weeks since I updated this build diary. Have been stuck for along time trying to get the saddle tank soldered and water tight. After having completed the first solder up of the saddle tank I was disappointed with amount of seam leaks I had. The external application of epoxy sealing compound did not fully solve the problem. In my wisdom I unsoldered the inner wrapper of the tank, cleaned it up, re tinned the joint surfaces and started again. I made 4 more angle brackets to fix the outer wrapper to the end plates.  fullsizeoutput_d40 fullsizeoutput_d40 by Malcolm HARWOOD, on Flickr The build of this saddle tank has to be done in two separate operations. First the outer wrapper has to be soldered on top the endplates and secondly the inner wrapper. Clamping of all of the curved surfaces I found was as necessary as it was difficult. This is where I came upon the phenomena of work hardening in the brass inner wrapper as I managed to generate small cracks during the clamping whilst repeat soldering. I could have maybe got by with an internal sealant (see later) but decided to roll a fresh inner wrapper and use a high temperature solder (296°C) for the outer wrapper and a low temp solder (145°C) for the inner, courtesy of CuP Alloys. The fundamental problem with the design is that at the "bottom" of the tank the two legs (inner and outer wrappers) are only 0.5" apart and there is a real danger that you undo one whilst soldering the other. A future note to any other person wanting to build the tank for the MEL kit of parts is that the end plates are 3mm thick whilst the outer and inner wrappers at 1.5mm. The end plates act as a considerable heat sink during the soldering. MEL construction notes suggest a 200W soldering iron is all that is needed although oddly it adds they used a small micro gas torch, which I found to ineffective, as I did a 200W soldering iron. In the end I used a very ancient CampingGaz Butane blow lamp which gave just the right amount of heat. I am guessing a standard Sievert 7.5kW torch would have caused distortion. Taking the lead form one of our forum members I decided to use a tank sealing kit. I think it’s meant for rusty petrol tanks on classic cars. The kit consists of 3 parts. A Cleaner, a primer and a final coat. I think is some form of polyurethane compound. It certainly dries rock hard and has sealed the seams effectively. I still have to make sure that the numerous unions attached to the tank are water tight.  fullsizeoutput_d44 fullsizeoutput_d44 by Malcolm HARWOOD, on Flickr I made a start on finishing off the (half) cab, as it is. My problem here was the optional tapered pillars. Turning a 7" long x 7/16" dia rod with a 3° taper to a 5/32" dia. end finished with a 2BA thread may be easy for some but not for me. I managed 1 but scrapped 3. Both the Harrison and the Myford have to have the tailstock offset. I got into an argument with Colchester about a dead centre not being MT3/MT5 and asked for my money back. Probably easier on the Myford and take 0.010" cuts. I think the radius tool was the last straw and the pillars pinged off across the workshop. I reverted to plain rod in the end. The securing of the pillar at its base was another problem as it coincides with the joint between frame and buffer beam. I made a small brass spacer foot which doesn’t look so bad. Apologies to the purists!  fullsizeoutput_d4f fullsizeoutput_d4f by Malcolm HARWOOD, on Flickr Lastly for this update I have more or less completed the ash pan and damper. Beautifully TIG welded by a chap who does industrial stainless work for a living. I asked him if he liked a challenge. He certainly rose to it. I wasn't so keen on DY's hinge system and replaced it with some stainless butt hinges. I'm not too certain how long they will last with the heat and ash. I have a spare set though. I pleased with the linear ratchet though that operates the damper. Awaiting stainless fixings in this shot.  fullsizeoutput_d51 fullsizeoutput_d51 by Malcolm HARWOOD, on Flickr Next step is undercoating the saddle tank and mounting it so that I can make a start on the piping. Cheers Malcolm |
|
|
|
Post by ettingtonliam on Nov 18, 2020 13:07:11 GMT
The Colchester spindle is probably MT4 1/2, they often are, and are originally supplied with a sleeve to size down to MT3. Needless to say, the sleeve usually goes missing.
|
|
|
|
Post by Roger on Nov 18, 2020 17:06:09 GMT
I always look forward to your updates Malcolm, I like the way you go the extra mile to get things right. It's really paid off with another great result.
I found that wafting a big blow torch over the whole tank to bring it up to an elevated temperature really helped with the Soldering. Brass is such a good conductor of heat, it makes life easier if it's conducting heat towards something that's already pretty hot.
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Nov 18, 2020 18:45:38 GMT
The Colchester spindle is probably MT4 1/2, they often are, and are originally supplied with a sleeve to size down to MT3. Needless to say, the sleeve usually goes missing. hi ettingtonliam
Interesting what you say.
When I first got my M300 I got a freelancer who had built the lathes at Harrison's for 40 years to have a look at it. I have kept in touch He tells me he has two spindle adaptors in his kit bag. One that is MT3/5 and the other that isn't. He calls it the "earlier one".
The guy at Colchester gave me the I've been doing this job for 20 years and it has always been MT3/5. Always helpful when you have just paid over £120 for a part that obviously will not fit and despite "the technical people" saying it will be "just a bruised spindle bore".
Cheers
Malcolm
|
|
|
|
Post by andyhigham on Nov 18, 2020 20:20:08 GMT
The back sheet of the cab and the hand rails on the full size locos were fastened to an angle attached to the back of the buffer beam  blog-245 blog-245 by Sigma Projects, on Flickr |
|
|
|
Post by ettingtonliam on Nov 18, 2020 21:37:19 GMT
The Colchester spindle is probably MT4 1/2, they often are, and are originally supplied with a sleeve to size down to MT3. Needless to say, the sleeve usually goes missing. hi ettingtonliam Interesting what you say. When I first got my M300 I got a freelancer who had built the lathes at Harrison's for 40 years to have a look at it. I have kept in touch He tells me he has two spindle adaptors in his kit bag. One that is MT3/5 and the other that isn't. He calls it the "earlier one". The guy at Colchester gave me the I've been doing this job for 20 years and it has always been MT3/5. Always helpful when you have just paid over £120 for a part that obviously will not fit and despite "the technical people" saying it will be "just a bruised spindle bore". Cheers
Malcolm
Many years ago I had a Colchester Master built during WW2 (it had 'War finish' stencilled on the back of the bed) and learned then about MT 4 1/2 sleeves. I had to make the reducer, a good lesson in internal and external tapers when you are only 20! I've just looked on the www.lathes.co.uk website, and in the section dealing with earlyish 'Students' Tony says that the 40mm bore spindle is bushed down to 3MT from something nearly, but not quite 5MT. |
|
|
|
Post by David on Nov 18, 2020 22:20:04 GMT
Good progress Malcolm! You're onto the easy bits now - just joking. That tank looks very tricky to make.
|
|
|
|
Post by coniston on Nov 19, 2020 21:18:46 GMT
Excellent work Malcolm, good to hear how others tackle different processes to successful conclusion. I remember using a similar tank sealing kit on a not so old Ducati which had a manufacturing defect in one of the tank seams. It worked a treat and lasted at least the few years I had the bike.
Chris D
|
|
rrmrd66
Part of the e-furniture
Posts: 339
|
Post by rrmrd66 on Jan 26, 2021 14:45:35 GMT
Good afternoon to all of you. Here is the latest update on the build, Fitting the ashpan
This is the TIG welded stainless steel ashpan, shown previously, complete with a Blackgate's stainless grate. Note that the ashpan has a 1/4" i.d. tube through which a rod of sufficient length is pushed through two similar size holes drilled in the side frames. This located the ashpan positively against the bottom of the firebox also retaining the grate above. This is not as per DY's design who suggests a two legged arrangement fixed from the grate bars to the inner side faces of the firebox.
The ashpan is a snug fit between the frame plates with little or no room to move. The support tube was tilted upwards by about .030" right to left during manufacture. As I had to drill two 1/4" dia. holes in the frames to accept the retaining pin I was aware that this had to be done in "one shot". I overcame finding the actual centres of the support pin in the frames by making a marking out pin tool. This 1/4" dia. pin is slightly less in length than the internal width of the frames. One end has a point on
it, the other flat.
The inside of the frames has marking blue applied. The pin in inserted in the tube. The ashpan offered up to the firebox and all is held firmly by jacks under the firebox. A screwdriver blade can just be inserted at the "flat end" of the pin and it is pressed point first into the inside of the frame. This gives the centre of the pin taking into account the 030" taper. The pin is reversed in the tube and the process repeated. You now have two centre pop marks on the inner frame plates. By carefully transposing the "x" and the "y" position of the marks onto the outside of the frames you can now drill the holes insitu. I hate freehand drilling whilst trying to retain a degree of accuracy. The drill always seems to wander about. I overcame this by the use of anchored drill bushes. They can be fixed to a piece of scrap plate and of such form as to be able to be clamped over the hole centre. Boneham and Turner can supply the drill bush and anchors. (Take care with their on line shop as it has some odd glitches in invoicing). The drill bush with its anchor can be seen on the right hand side of the photo and the centre pop on the left. A ring was added later to the head end of the pin for withdrawal and a hole at the other end to take an "R" clip to ensure that the pin does not shake itself free.
With the ashpan fitted the axial position of the boiler/firebox was fixed I was now able to finally fix the smoke box assembly to the front of the engine. The time had come to fit the super heater elements into the boiler S/H tubes and connect them from the wet steam header and into the valve inlet unions. This was one of those tasks which I guessed would be problematic and kept putting off but in the event all compression joints behaved and all went very smoothly.
Consideration needs to be given however to the order all the other pieces are to be fitted into the confined smoke box space. The chimney funnel has a shouldered saddle on the outside and a contoured retaining flange on the inside of the barrel. They are connected with a through screw(x4) going through the smoke box shell. I fixed the inner flange to the 1.5" dia. chimney tube with the help of 6BA grub screws as I did not want the heavy chimney with its bronze cap falling onto the blast nozzle. The petticoat piece has to fitted as well bear in mind. This I accomplished withe engine inverted on its stand. Care should be taken when doing this as the weight of the engine is now considerable and once past its centre of gravity drops (or rotates in my case) like the proverbial lead balloon.
I had trial fitted the blast nozzle steam pipe earlier and felt certain that was one of the last things to fit. This connects blast nozzle to the inner wall of the smoke box and out via a 90° shop made union. I used standard commercial compression joints and a 5/8" AF spanner is required to tighten them. There is not much room in there. But one flat at a time and it is just possible.
The one thing I did not fit previously and maybe should have done was the smoke box door ring. The retaining 6ba csk. screws with nuts were quite a struggle to fit after the smoke box and all the other internals were fitted. This was achieved by balancing/sticking the small (one size smaller) 6BA nuts to masking tape and waving it hopefully in the dark interior of the smoke box in the hope it would find the end of the csk. screw. It worked just! Possibly best to fix this first but then that clunky 5/8" spanner may not have been quite so easy to wield.
Finally the smoke box door together with its brackets and pin, dart and crossbar, which had been finished for some time, were fitted without undue problems. The lower two of the three screws at 3 and 9 o’clock are to retain the cross bar brackets.
Front of finished smokebox with working dart.
I can now start fitting out the firebox end of the boiler with all of the relevant valves and associated piping.
More on this next time. Thanks for reading
Malcolm
|
|
|
|
Post by coniston on Jan 26, 2021 23:02:31 GMT
Well that's a big leap forward Malcolm, nice work. My Dad's 7 1/4" Elidir Hunslet has the same pin through tube into holes in the frame for ash pan retention, a good and simple solution. Nice idea those drill bushes, haven't seen that type before, must have a look into them myself, thanks.
Chris D
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Jan 27, 2021 1:08:45 GMT
Lovely work Malcolm. I tidied a corner of the Summerhouse and was able to move one of mine out there on her display track. Yes the STUFF that was there went into the Workshop extension for further sorting out.  The Summerhouse is in reality an extension of the original workshop but has a carpet fitted as a disguise. One of our Raglans is pretending to be a long coffee table at the moment. David and Lily. |
|