|
|
Post by Deleted on Apr 8, 2019 12:06:46 GMT
Hi Brian My apologies, after I made my last post I meant to take a picture of 4472's flange and show you how Don did that to aid you as he probably uses the same ideas...Here it is now... I have tried to frame it so that it just covers the flange area. Starting top left, the first 5 holes along the top are shared with the saddle which is tapped to accept said bolts. The remaining top hole and the kinked vertical row on the right are flange only and are secured by nuts inside the frames (no tapping). The bottom row share with the bogie yoke which is tapped again to accept said bolts. The remaining bolts up the left side are shared with the middle cylinder except for the bottom one which has a nut behind. The 3 horizontal holes under the exhaust passage are shared with the saddle but these are placed from inside the frames, through the frame and tapped into the back of the flange, one of the many jobs that I haven't got around to yet.. I can't remember if this is how Don intended these 3 bolts or if I decided to do it this way for a better seal around the exhaust, it may be that Don planned just the frames are tapped and the bolts just go through the saddle into the frames.  Hope this is of some use sir... Cheers Pete |
|
|
|
Post by runner42 on Apr 9, 2019 0:00:02 GMT
Hi Pete,
thanks for the details of fixing the flange plate with the saddle. You are probably right that DY applied the same procedure in this area for a number of his designs, so reading across from the FS to the Black 5 is an acceptable solution.
Brian
|
|
|
|
Post by runner42 on Apr 13, 2019 7:37:09 GMT
Having machined the front cylinder covers and moving to the back covers, I realised that the Springbok raw castings supplied didn't enable the DY Black 5 type to be machined. The Springbok obviously only utilised one slide bar. So I had to machine the back covers as near to the drawing requirements and machined an extra bit to be silver soldered on to enable two slide bars to be fitted.  back cover composite back cover composite by Brian Leach, on Flickr I don't know if DY had a bloody minded day but he I assume deliberately omitted the dimension on the drawing for the height of the protrusion that supported the slide bars. It would have been a simple task to add it. I assume that he wanted all builders to determine it from other parts. I looked a the gap in the motion bracket that supported the top and bottom slide bars 1.75" and noted that slide bars where reduced to a thickness of 5/32" at the ends and decided therefore that the measurement should be 1.75" - ( 2 X 5/32") = 1.4375". Wrong, any smart person (not me) would have realised that the crosshead dimension of 1.25'" is the one to use so I have to machine a bit more of top and bottom. Brian 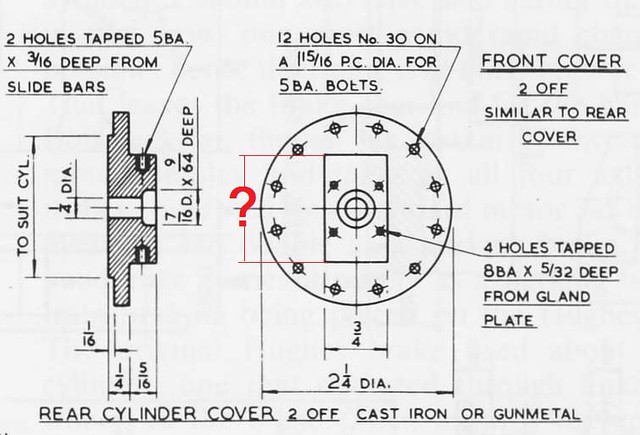 Rear Cover Drg Rear Cover Drg by Brian Leach, on Flickr |
|
|
|
Post by d304 on Apr 13, 2019 8:00:57 GMT
Hi Brian
Look at your cross head dimensions.
Regards
David
|
|
|
|
Post by runner42 on Apr 25, 2019 7:50:16 GMT
After much challenging work I managed to machine most of the driving and driven wheels. As mentioned previously the castings were I assume removed from the mould too quickly and as a consequence they are full of very hard spots, particularly in the area of the spokes. This is to be expected because there is little thermal mass in the spokes and if they are not cooled slowly there is an easy chance that they would develop hard spots. Machining the backs was a challenge because of the need to machine the spokes. I had to machine at least 0.1 " off the backs and with a slow speed and 0.005" cuts it took and long time. Any greater cut caused the carbide inserts to break. I also had to make the lathe as rigid as possible by judicial positioning of the compound slide, tightening the apron screws and doing up the gib screws as tight as possible since only the cross slide needed to be adjusted. My lathe doesn't have power feed on the cross slide which would have been difficult to use because the movement of the cross slide had to been undertaken very cautiously feeling the response from the interrupted cuts. Selecting the slowest speed possible required the use of the back gear (its a lay shaft that requires the power to be transmitted through gear wheels) this didn't like the interrupted cuts as the meshing was pushed to and fro by the alternate resistance and then release, I was lucky that I didn't sustain broken teeth.  machined wheel back_exposure machined wheel back_exposure by Brian Leach, on Flickr. Notwithstanding all cautious movements I broke three carbide inserts.  broken inserts broken inserts by Brian Leach, on Flickr The only outstanding machining operation is to finish the wheel diameter and profile. The reason for this is I realised that I don't have an accurate method of measuring greater than 6", that's the size of my digital caliper and I need to measure 6.375" across the wheel diameter. I have sent for a 8" digital caliper. Brian  machined wheels machined wheels by Brian Leach, on Flickr |
|
stevep
Elder Statesman

Posts: 1,073
|
Post by stevep on Apr 25, 2019 8:13:19 GMT
Well done for your perseverance, Brian.
|
|
|
|
Post by runner42 on Jun 4, 2019 7:25:49 GMT
I didn't realise that it has been quite long since I posted my progress. I have quartered the wheels affixed to the axles, made and affixed the coupling rods, made the return cranks and using the specified jig set the return crank to its set position, made the slide bars, machined the cylinder front and rear covers. For easing the coupling rods I had to remove the cylinders so I could lift the chassis, with the cylinders fitted it is at my safe limit for lifting so I didn't chance it. I must organise a handling frame before very long. The photograph is of my usual poor quality, I am blaming my camera. The wheels/coupling rods turns OK, although some slight stiffness is apparent on one side on the coupling rod connecting the rear wheels to the driving wheels, but only on the back dead centre and not the front dead centre as well. This has confused me as to what could be the issue, as I would expect a similar condition at both dead centres. Brian  wheels and coupling rods wheels and coupling rods by Brian Leach, on Flickr |
|
|
|
Post by Roger on Jun 4, 2019 16:10:54 GMT
I didn't realise that it has been quite long since I posted my progress. I have quartered the wheels affixed to the axles, made and affixed the coupling rods, made the return cranks and using the specified jig set the return crank to its set position, made the slide bars, machined the cylinder front and rear covers. For easing the coupling rods I had to remove the cylinders so I could lift the chassis, with the cylinders fitted it is at my safe limit for lifting so I didn't chance it. I must organise a handling frame before very long. The photograph is of my usual poor quality, I am blaming my camera. The wheels/coupling rods turns OK, although some slight stiffness is apparent on one side on the coupling rod connecting the rear wheels to the driving wheels, but only on the back dead centre and not the front dead centre as well. This has confused me as to what could be the issue, as I would expect a similar condition at both dead centres. Brian wheels and coupling rods by Brian Leach, on Flickr Hi Brian, I suspect it's a problem with different crank throws or a combination of two small errors. One is possibly a difference in the throw of the crank, and the other a deviation in the connecting rod length compared to the centre distance. To help appreciate these errors, it's useful to wildly exaggerate them on paper and draw different situations. If you draw the cranks with very different radii and you'll see why they have to be the same. You can also appreciate that the difference in radius is added at one centre and subtracted at the other. Then draw a connecting rod that's miles too long and short to see what the consequences of that would be. Once you can see what happens in all of those cases, you can imagine one being able to cancel out the other at one dead centre but not the other. I had a confusing error on mine that turned out to be an incorrect radius on one of the drive pins. An eccentric pin was made to correct that error. Measuring each radius and the centres is fiddly and time consuming, but is well worth the effort to figure out where the error or errors are. Then you can make a small correction and get it right rather than making all of the fits sloppier in an attempt to lose the tight spot. |
|
|
|
Post by springcrocus on Jun 4, 2019 21:10:46 GMT
Like Roger, I think it's a combination of two out-of-phase errors. Because the wheel configuration is symmetrical, logic dicates that no single error can be the cause or the problem would occur in the mirror-image state. It may be worth checking that the crank pins are truly square to the wheel - i.e seated fully home - and that the axles are exactly parallel. A tiny discrepancy in both of these could cause your problem. If possible, try turning the leading or trailing axle horizontally through 180 degrees
However, running in may still be the sensible answer. Many model engineers seem to want to work to impossible tolerances but, really, it's about understanding the effects of compromise. Paraphrasing the old teacher (with apologies to teachers) chesnut, those who can make it to work, those who can't make it to drawing.
Regards, Steve
|
|
|
|
Post by runner42 on Jun 4, 2019 22:10:01 GMT
Thanks Roger and Steve for very informative replies. In the early hours of the morning when sleep evades you, I thought about the problem and tried to determine where and how the error could occur in producing one only dead centre binding. The drilling of the cranks was done by using a jig so the distance from axle centre line is the same within production limits, I considered that the crank on one was had a slight angular offset, but rationalised that this would be nullified by using the quartering jig. So I suspected that the problem didn't lie in the area of the crank, but due to the rear axle not being exactly parallel to the other two. So I intend to look in this area and if necessary to ease the applicable axle box. It doesn't take much to cause a slight binding.
I expect many MEs have some small discrepancy in one or more areas and would like a check list of things to review when trying to eliminate these. The main problem is when you are operating without such a check list that it is possible to attack the wrong area and end up with greater slop than was otherwise needed.
Brian
|
|
|
|
Post by runner42 on Jun 18, 2019 7:52:31 GMT
I thought that it was a novel idea to run in the chassis by pulling it along the driveway by an attached string, just like a child's toy. Anyway, having given it a good run I returned it to the shed and lifted it back on the stool that I am using as a make shift assembly area and managed to do my back in.  Progress shows the connecting rods installed and the return crank set in position using the setting jig.  chassis with cylinders chassis with cylinders by Brian Leach, on Flickr  chassis with cylinders1 chassis with cylinders1 by Brian Leach, on Flickr  return crank return crank by Brian Leach, on Flickr I can remove the cylinders and complete the work required but after which I need to produce a handling frame since the chassis is too heavy to lift alone and since the wife would say no way it is an imperative to have this available. Brian |
|
|
|
Post by Roger on Jun 18, 2019 8:02:11 GMT
Hi Brian,
I hope your back doesn't give you too much trouble. Yes, some sort of arrangement to allow the movement of the locomotive around the workshop without any lifting is essential in my opinion. The time invested is very well spent, whatever the solution.
|
|
|
|
Post by runner42 on Sept 3, 2019 8:29:04 GMT
Just to add some progress, so this post is back on the front page. I demonstrated that the circumference of a circle is equal to pi X diameter. No that's not quite correct because I initially used this geometric formula to calculate the size of 2mm steel sheet to make the smokebox viz 5.750" dia x 3.142 = 18.0665". So I initially cut it to this length. However, because the smokebox is not a lined object but has thickness of 2mm I had to take this into account and use the mean diameter of the sheet which is 5.750" - 2mm (0.07874") = 5.67126". I incorrectly thought that this would make little difference to the circumference but recalculated it just in case. It reduced the circumference from 18.0665" to 5.67126" x 3.142 = 17.819". So I had to take off 0.247", almost a 1/4". So rolling it and silver soldering the seam brought it very close to the specified size. Brian  Smokebox diameter Smokebox diameter by Brian Leach, on Flickr A clean  Smokebox1 Smokebox1 by Brian Leach, on Flickr Etch Primer undercoat  Smokebox2 Smokebox2 by Brian Leach, on Flickr |
|
|
|
Post by runner42 on Sept 12, 2019 7:35:31 GMT
I am having difficulty in sourcing the smokebox ring and door castings in Australia. A ME supplier is checking his casting patterns to see if any existing ones will do. I have looked around for suitable material to manufacture the smokebox ring and the transition collar between the smokebox and boiler barrel. What was lurking under the bench was some old cast iron weights that would do. The weights contained much more metal than would be required for the two items so a lot of machining was required. Machining cast iron is not my favourite past time and this made my hands filthy black just handling it. An exercise in subtractive manufacturing. Brian  subractive manufacturing subractive manufacturing by Brian Leach, on Flickr  smokebox ring smokebox ring by Brian Leach, on Flickr |
|
|
|
Post by terrier060 on Sept 12, 2019 7:50:19 GMT
Nice work Brian. One little tip you might find interesting. Where you have your four holes in the blower ring, instead of holes, replace them with four small nipples. They tend not to block up like holes do on a flat surface.
I too hate machining cast iron. The black greasy dust gets all over the workshop and up the nose. In fact it gives me nose bleeds. I make up paper shields to try and contain the dust which helps a bit.
Ed
|
|
|
|
Post by runner42 on Sept 26, 2019 7:57:31 GMT
Constructed the cylinder drain cocks operating mechanism. As per usual I diverted from DY's design, mainly because the fixing points for the main shaft was by trunnions affixed to the main frames. Since I didn't take note of the drilling of the main frames beforehand and didn't want to attempt to undertake this operation in a built up condition, I decided to use the bogie bolster instead. This simplified the operation considerably and I had greater control on ensuring that all 4 drain cocks operated in unison. I was also troubled by the fixing positions of the back plate of the cylinders, many of the screws (I use hex drive Allen screws) could not be accessed due to the obstruction of the cylinder body for the bottom set of screws and the cylinder covers for some of the side fixings. I wont say that I came to the solution myself, a colleague gave me the answer, which is to use ball hex drive keys, these enable the screws to be tackled at an angle. Brian  cylinder drain cocks cylinder drain cocks by Brian Leach, on Flickr |
|
|
|
Post by runner42 on Oct 14, 2019 6:27:10 GMT
Nearly completed the chassis. The photograph is not good, I thought that using the flash on my camera would improve matters over past performances but instead it gave a washed out area where a lot of the detail was lost. I tried post editing to improve matters but there is only so much one can undertake. Silk purse out of a sow's ear problem. Brian  chassis complete chassis complete by Brian Leach, on Flickr |
|
|
|
Post by David on Oct 15, 2019 1:58:09 GMT
Looking good Brian.
|
|
|
|
Post by runner42 on Oct 15, 2019 6:25:51 GMT
Tried for better photos and probably went overboard, but for those faithfully following DY's design will see how many instances where I have deviated, not improving the design but simplifying in places. Finishing it quickly is my first priority. I am awaiting further supplies for the smokebox, viz the chimney, smokebox door and ring castings and brass and copper items for the steam input arrangement. I have initially installed stainless steel piston valves because I want to be able to run it on air, but thereafter to use PTFE rings on brass bobbins, similar to those I installed on Doris the 3 1/2" gauge Black 5. Brian  chassis complete1 chassis complete1 by Brian Leach, on Flickr  chassis complete2 chassis complete2 by Brian Leach, on Flickr  chassis complete3 chassis complete3 by Brian Leach, on Flickr  chassis complete4 chassis complete4 by Brian Leach, on Flickr  chassis complete5 chassis complete5 by Brian Leach, on Flickr  chassis complete6 chassis complete6 by Brian Leach, on Flickr chassis complete6 by Brian Leach, on Flickr  chassis complete7 chassis complete7 by Brian Leach, on Flickr |
|
|
|
Post by springcrocus on Oct 15, 2019 8:00:12 GMT
Really nice work, Brian, and to get to this point in sixteen months is lightning fast! At this rate you should get another dozen or so locos built before you decide to call it a day.
Regards, Steve
|
|







