|
|
Post by jon38r80 on Dec 21, 2018 9:16:13 GMT
The ones I got from arc were silver soldered
|
|
oldnorton
Statesman
 5" gauge LMS enthusiast
5" gauge LMS enthusiast
Posts: 726
|
Post by oldnorton on Dec 21, 2018 10:17:49 GMT
Always nice to see pictures of a build in progress. What are your thoughts about fitting the frame stretchers Brian, as I can't see any fixing holes in the frames at the moment?
|
|
|
|
Post by runner42 on Dec 22, 2018 5:37:44 GMT
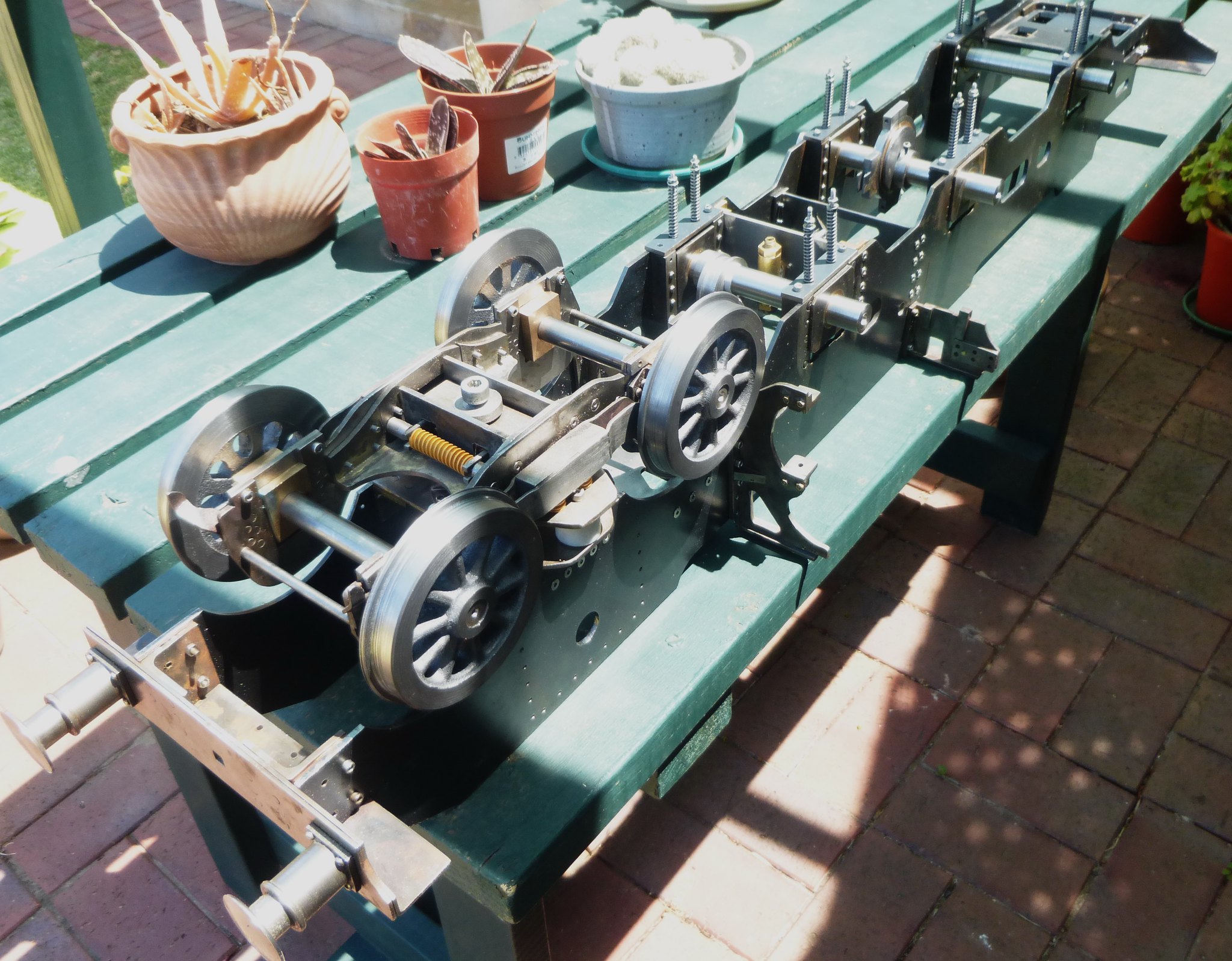
Always nice to see pictures of a build in progress. What are your thoughts about fitting the frame stretchers Brian, as I can't see any fixing holes in the frames at the moment? The only other frame stretcher I am fitting is the one between the Motion Brackets. My assumption is that DY had a front frame stretcher (which I made and subsequently dispensed with because it would interfere with the mounting of the mechanical lubricator at the front) is not because it is needed for rigidity but because it was fitted to the full sized locomotive. The drag box (which I made and again subsequently dispensed with) is following full size convention. My drag box is a single 5mm thick plate which at the moment is fitted only to the rear drag beam but will also be fitted to the main frames in due course. I have added another stretcher to accommodate the axle driven pump so I am hoping that the changes will result in a fairly rigid chassis. It feels quite rigid. Brian 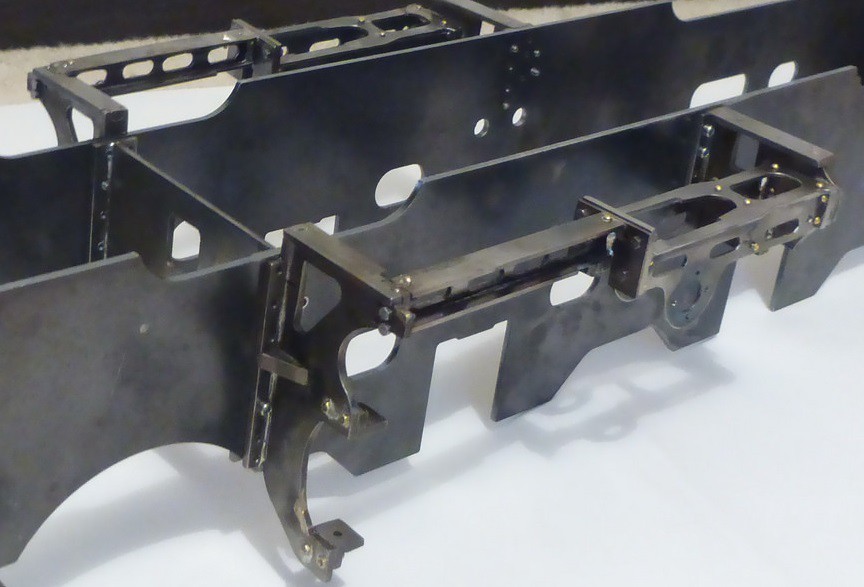 motion plate stretcher motion plate stretcher by Brian Leach, on Flickr |
|
oldnorton
Statesman
5" gauge LMS enthusiast
Posts: 726
|
Post by oldnorton on Dec 22, 2018 12:13:51 GMT
The only other frame stretcher I am fitting is the one between the Motion Brackets. Brian, I admire the way in which you are redesigning the DY outline to suit your needs and that you are being creative with a personal build. I think part of the pleasure of our hobby is rethinking someone else's design and adapting. The reason I asked, and my personal view, is that the frames might not have as much stiffness in restraining the respective forward and backwards motion of the two main plates, called 'racking' I think. You will have that drag plate at the back for horizontal strength, and some form of smokebox saddle at the front, but perhaps a bit of a gap in the middle. Don himself said that the Black 5 was seriously short of horizontal stretcher strength in front of the boiler firebox. The first picture of my Black 5 frames (in grey) shows the two additional, prototypical, smaller horizontal stretchers in the middle. If you want to avoid the time consuming manufacture of the prototypical stretchers, then you could put in a couple of nice chunky 6mm or 8mm thick plates. The second picture shows the Britannia that I have stripped at the moment. It is a Modelworks version of the original Spink drawings but they have inserted a very substantial horizontal 8mm thick stretcher plate that has been pierced to replicate the appearance of the prototype. It makes the frames exceptionally strong and adds weight.   |
|
stevep
Elder Statesman

Posts: 1,073
|
Post by stevep on Dec 22, 2018 16:24:52 GMT
When I made my Stanier tank, I 'borrowed' lots of design bits from other engines. The frame stretcher was from Martin Evans' design for ASHFORD, which is a 'T' of a horizontal piece and a vertical piece. The horizontal piece address the 'racking' issue mentioned by oldnorton.
Some time after finishing the engine, I realised that adhesive weight is always the issue (see Jim Ewin's work on 'Lode Star'), so I bolted 12mm plates to the stretchers to give some additional weight.
That seemed to work, although it made loading and unloading the engine from the track a bit more difficult.
|
|
JonL
Elder Statesman
WWSME (Wiltshire)
Posts: 2,991
|
Post by JonL on Dec 22, 2018 16:41:56 GMT
I've just spent a happy while getting up to speed with this thread. Some lovely engineering, a good learning experience for me.
Thanks, Jon.
|
|
|
|
Post by runner42 on Dec 23, 2018 6:35:43 GMT
Hi Norm,
thanks for sharing photos of two magnificent examples of DY designs. I think you should post photos of your progress as a matter of course and not as a reaction to illustrate my marginal design practices. I don't have space to add further vertical stretchers but will consider the addition of horizontally established ones. Your attention to establishing prototypical stretchers on a completed locomotive is unseen by the casual viewer but hey don't they look the part when it's chassis only and it is something to be admired by yourself on the progress to establishing the completed locomotive. Were these made from laser cut parts or did you do it all from the ground up?
Brian
PS. I have not looked at the drawings for sometime, since I was concerned with the changes I had made and their impact on the design. Your photo has forced me to revisit the drawings and see that there are two additional vertical stretchers with horizontal components that I need to include. so my previous comment on further stretcher work was premature and incorrect.
|
|
|
|
Post by runner42 on Dec 24, 2018 4:33:59 GMT
|
|
|
|
Post by Jim on Dec 24, 2018 6:10:43 GMT
I must say Ben does his darndest to get stuff out even if it does include an extra set of wheels.  All the very best fro Christmas and New Year Jim
|
|
|
|
Post by runner42 on Dec 24, 2018 6:44:11 GMT
I must say Ben does his darndest to get stuff out even if it does include an extra set of wheels. All the very best fro Christmas and New Year Jim
Yes he certainly did well, unfortunately I can't work on them until after Christmas, it's a time for family so I will have to be patient. Have a Merry Christmas and Happy New Year, you can treat yourself to a few extra soothing ales, but not too many. Brian |
|
|
|
Post by thumpersdad on Dec 24, 2018 8:08:20 GMT
You get to choose the best four though!
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Dec 24, 2018 23:56:11 GMT
Looks a bit like my workbench? Yes now you can build two!! He jokes.
I find that jigs formers and templates more agreeable when they get to be used two or four times
and there is more justification for making them!
The spokes look a bit deep but a quick noisy recess taken from the back soon slims them down.
I have a mixture of Blackgates and Reeves courser scale. I got a quick change hacksaw Stanley do one.
And a tile cutting rod which will not be beaten on anything cast iron. Also a detail sander which takes
all sorts of tools including the carbide sanding ones! These make short work of fettling!!
Also a good light adjustable and a white board behind shows where you need to file!
Lots of love and Black fingers.
David and Lily.
|
|
|
|
Post by runner42 on Dec 29, 2018 6:37:46 GMT
When trying to machine the bogie wheels using a HSS tool I am able to machine from the centre out to the last 1/4" which is very hard and blunts the HSS tool. This appears to be par for the course with CI castings, I assume that the inner part of the casting takes longer to cool, whereas the outer rim cools quicker and causes the hardness. The answer is to use Carbide tool bits, but I don't have any I had used all the indexable tool bits machining the last set of wheels. Question can the casting be made softer and be machined with HSS tool bit by annealing it, ie heating to a cherry red and letting it cool slowly?
Brian
|
|
Lisa
Statesman
Posts: 806 
|
Post by Lisa on Dec 29, 2018 6:44:26 GMT
Is it just the crust that's hard, or the inside as well? If it's just the outer crust that's hard, can you take a deep cut and get under it in one go?
|
|
|
|
Post by ettingtonliam on Dec 29, 2018 7:11:26 GMT
When trying to machine the bogie wheels using a HSS tool I am able to machine from the centre out to the last 1/4" which is very hard and blunts the HSS tool. This appears to be par for the course with CI castings, I assume that the inner part of the casting takes longer to cool, whereas the outer rim cools quicker and causes the hardness. The answer is to use Carbide tool bits, but I don't have any I had used all the indexable tool bits machining the last set of wheels. Question can the casting be made softer and be machined with HSS tool bit by annealing it, ie heating to a cherry red and letting it cool slowly? Brian Yes it can. Put it in the fire overnight, don't remove until everything is cold in the morning. Slow speed around 50rpm and a decent cut to get under the skin in one go is the secret. |
|
|
|
Post by Jock McFarlane on Dec 29, 2018 9:46:08 GMT
When trying to machine the bogie wheels using a HSS tool I am able to machine from the centre out to the last 1/4" which is very hard and blunts the HSS tool. This appears to be par for the course with CI castings, I assume that the inner part of the casting takes longer to cool, whereas the outer rim cools quicker and causes the hardness. The answer is to use Carbide tool bits, but I don't have any I had used all the indexable tool bits machining the last set of wheels. Question can the casting be made softer and be machined with HSS tool bit by annealing it, ie heating to a cherry red and letting it cool slowly? Brian Yes it can. Put it in the fire overnight, don't remove until everything is cold in the morning. Slow speed around 50rpm and a decent cut to get under the skin in one go is the secret. Interesting idea to use the fire to make the casting softer. Is there any adverse effect on the wearing properties of the driving and coupled wheels ?
JM
|
|
|
|
Post by ettingtonliam on Dec 29, 2018 12:13:06 GMT
Its only annealing, and its the way to do it on cast iron. It doesn't always work though, but usually it does.Simply heating to red with a torch and letting it cool in air won't do. The metal needs to 'soak' at red heat, then cool very slowly.
Well, I suppose if you think of the wheel tyres you have now as being chilled,then yes, they will have superior wearing properties to ordinary 'soft' machinable castings, but I've never heard of anyone in the model engineering fraternity proposing it as a good idea. Normal hardness iron castings do very well for loco wheels, unless you are thinking of running it every week for 20 years or so, in which case shrunk on steel tyres might be considered.
|
|
|
|
Post by suctionhose on Jan 4, 2019 12:11:31 GMT
One of my 'commissions' was a 7 1/4"g black five. Martin Evans "Highlander". Those motion brackets are quite sophisticated for mere brackets!
Re Iron Castings: Always off to heat treatment for annealing. Couple of dollars a kilo? A small cost in terms of the overall model.
|
|
|
|
Post by runner42 on Jan 9, 2019 7:21:40 GMT
Did the easy thing and sent for some indexable carbide tool bits, since the annealing of the bogie wheels would take more heat/time that I could afford. The machining wasn't straightforward because the castings did not have enough material to achieve the major diameter of 3 13/16" (3.8125"). This is due to the fact that when the core pieces were removed and ground off it reduced the amount of material available at that point and since the castings where machined using the outside inside circle as the reference to be concentric to the axle then everything was dependent on this. So I had to make a compromise and reduce the 3 13/16" dimension by 0.020".
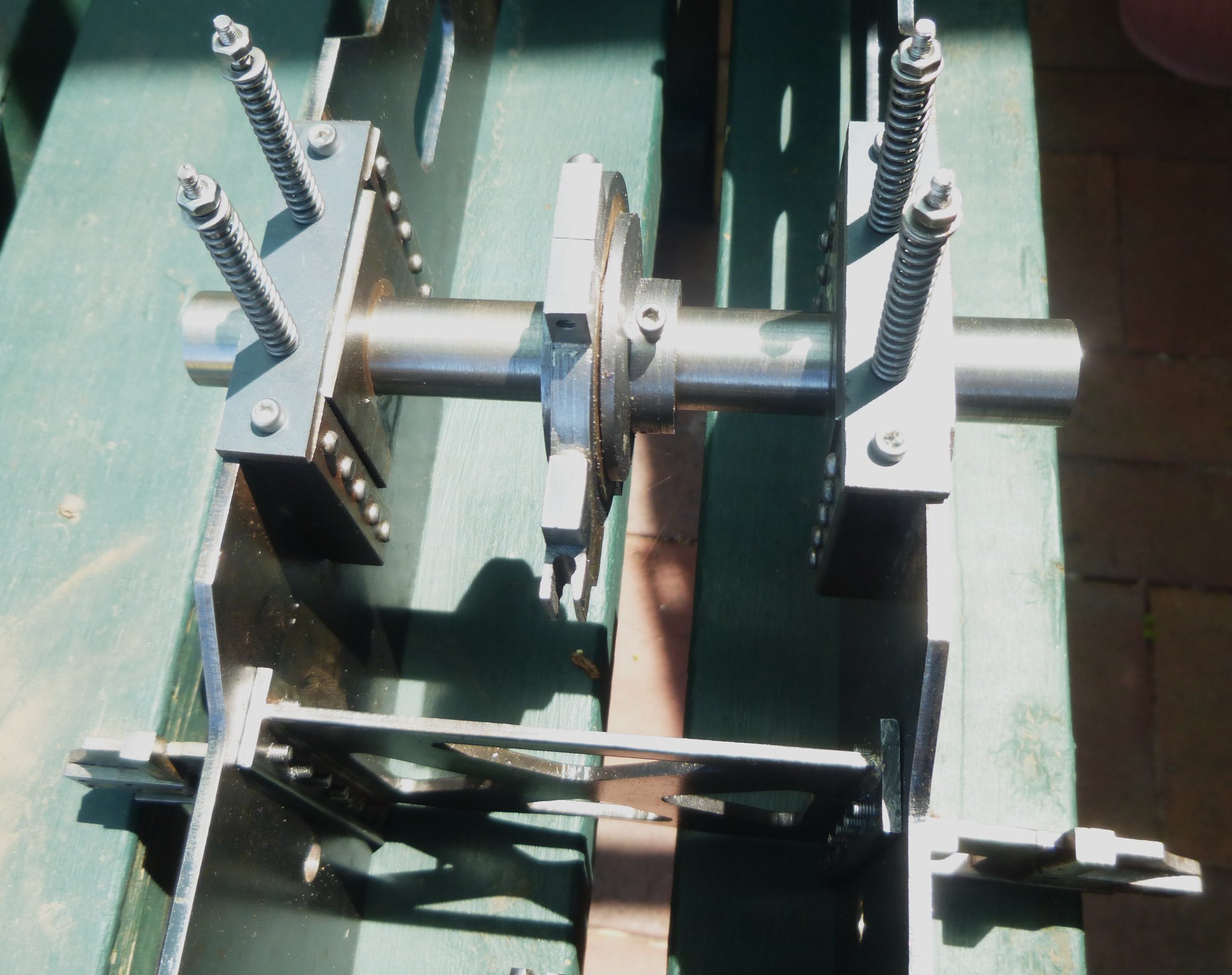
Previously I had taken Norm's comment on the need for additional stays to increase rigidity than I was intending to use so I added the horizontal stay that abuts the Motion Bracket stay and a weighshaft stay. This stay needs to be modified to allow the eccentric connected to the main driving axle to operate the axle pump. I intend to add a modified front horizontal stay, however I cannot utilise the main driving axle vertical and horizontal stays.
The springs were received and temporarily fitted, adjustment to be made later.
Brian
Flicker is giving me the bad panda screenshot so no photos until this is resolved.
|
|
|
|
Post by runner42 on Jan 9, 2019 21:38:19 GMT
|
|