|
|
Post by Deleted on Feb 6, 2021 23:48:16 GMT
Well done Malcolm...well saved sir...
Pete
|
|
|
|
Post by ettingtonliam on Feb 7, 2021 8:23:56 GMT
An elegant solution! my method would probably have been to sit the frames on the mill table, and apply an ommer till they didn't rock any more.
|
|
mbrown
Elder Statesman

Posts: 1,790
|
Post by mbrown on Feb 7, 2021 12:05:28 GMT
Well, you know the state of my mill table.... no point making it worse!
And as the screws holding everything together are all 8 BA (albeit, lots of them) I wouldn't have been too confidant about their sheer strength against hammer blows. I have already learned the hard way that any screw that is carrying sheer forces needs to be a bolt and nut, not a screw in a tapped hole - so if it does sheer, the ends drop out and I won't have to extract the broken screw from the tapped section. The angles holding the bumpers/guard irons were held by tapped screws until I worked that one out....
Malcolm
|
|
|
|
Post by ettingtonliam on Feb 7, 2021 15:00:16 GMT
Yes, I do know the state of your mill table, and you probably couldn't make it worse!
(Just in case anyone thinks that this is because Malcolm is a rough operator, he isn't! He bought it off me! In my defence, it was even more awful when I got it, and even though I had about 60 thou skimmed off it, its still not a pretty picture.)
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 7, 2021 17:51:07 GMT
But it does the job!
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 7, 2021 18:07:43 GMT
Today the front bumper/guard-iron/cowcatcher went on. The angle is milled down to 3/8" x 3/8" x 1/16" from 3 mm x 12 mm black angle. That bit was easy enough - the problem was getting the bends in it. Unlike the one on the tender which just has the outer sections angled slightly, the front one is bent twice on each side to give a rather uneven curve. Reproducing this was difficult and the angle tended to distort. I ended up heating it to red which helped a bit, but it still isn't quite as curved as the real thing. In preservation, and occasionally in DR days according to photos, the angle was mounted with the flat side forward. But the arrangement below was more common prior to preservation and helps conceal the fact that bending the angle left it a bit uneven. I think it gives the loco a bit of a smile!  IMG_20210207_154419 IMG_20210207_154419 by malcolm brown, on Flickr On the big loco, the brackets which support the angle are slotted to adjust the height. I didn't want anything slipping, so I put some holes in just clear of the fixing holes and, with a washer under the nut, it gives the desired impression. 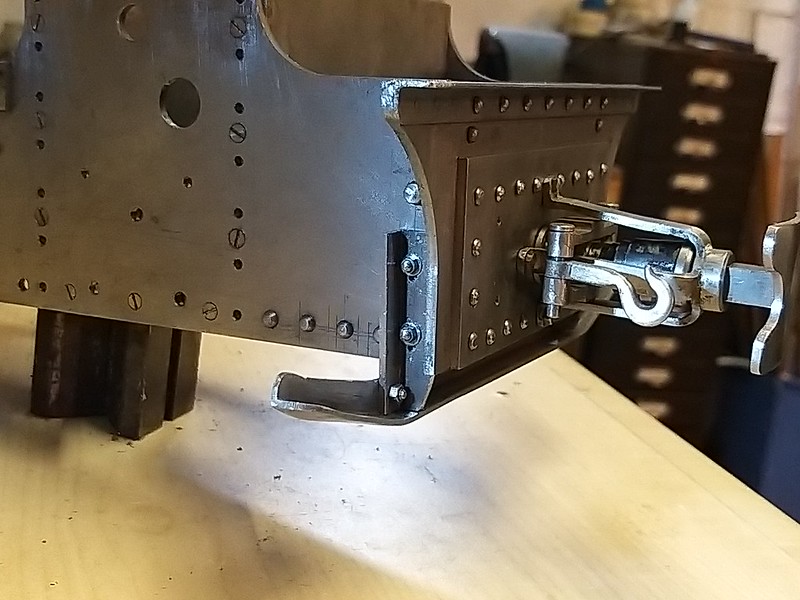 IMG_20210207_154510 IMG_20210207_154510 by malcolm brown, on Flickr Having spent weeks as a fitter, it was good to get back to being a machinist this afternoon. This is the lever connecting the steam brake cylinder to the brake shaft. Made out of 5/8" square BMS, I started by putting in the holes at top and bottom, then milled a slot 3.5 mm wide to take the piston rod end. Then the profile was then milled as below.  IMG_20210207_162958 IMG_20210207_162958 by malcolm brown, on Flickr The reason for doing it this way around, when it would have probably been easier to put the slot at the outer end of the rod and cut it with a slitting saw, is so that I had plenty of stock to grip when rounding the lower end against an end mill. Then the sides were milled to the correct angle. Keeping it on the bar stock at this stage made it easy to hold for finishing.  IMG_20210207_165626 IMG_20210207_165626 by malcolm brown, on Flickr Finally, here it is on the loco. It needs securing to the shaft with a tiny key, like I did with the brake shaft on the tender. But this and the other arms on the shaft will have to wait until another day. With the wind howling round the workshop, it was too cold to do much more!  IMG_20210207_172219 IMG_20210207_172219 by malcolm brown, on Flickr Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 13, 2021 19:17:08 GMT
Having had my Covid vaccination on Thursday, by last night I was suffering the common side effects which felt as if a bout of flu was coming on. So I haven't felt like doing much in the workshop today. But by mid afternoon I was feeling a bit perkier, so I ended up completing the remaining arms for the steam brake shaft. The arm I did last weekend now has its little key. 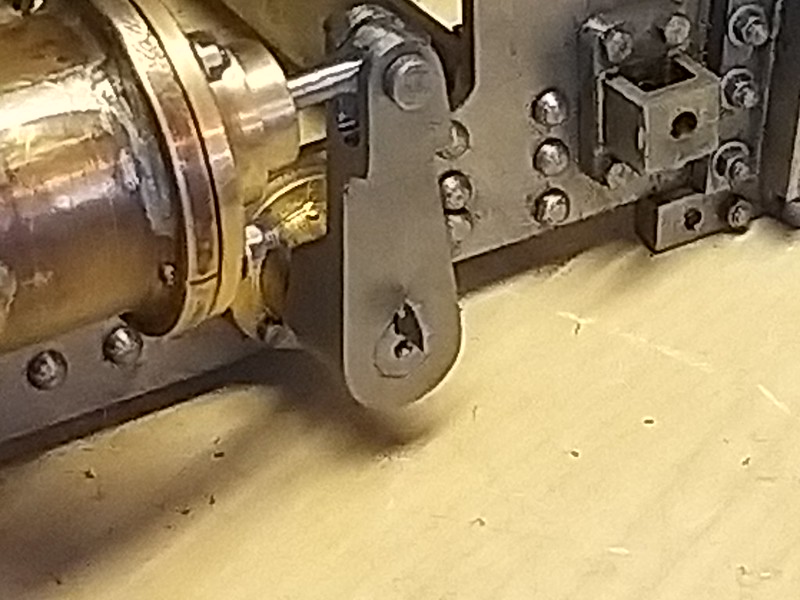 IMG_20210213_164859 IMG_20210213_164859 by malcolm brown, on Flickr The arm between the frames is done but not yet fixed in place. This is because it is not central but is slightly offset to give a straight pull on the equalising beam. So I won't be fixing it until the rest of the brake gear is ready. At the other end of the brake shaft is a further arm which connects to the return spring. The spring in turn is secured by an eye bolt and bracket from the frames. The eye bolt is a length of 2 mm rod threaded 8 BA and with a length filed down to half thickness and bent into a loop with the joint silver soldered. In full size this arm is also secured by a longitudinal key (as indeed is the arm between the frames) but as both will have to be removable in order to install or remove the shaft itself, I am using taper pins in this instance.  IMG_20210213_183844 IMG_20210213_183844 by malcolm brown, on Flickr Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 20, 2021 18:45:23 GMT
I thought I would have a go at the axleboxes next - then I can get the loco wheeled. There's quite a lot of work in eight split axleboxes (with outside frames and flycranks, it makes sense to have split boxes so that the axles with wheels and cranks can be solidly assembled once and for all.) To save expense, having seen the price of castings, I bought eight slices of a 30 mm x 30 mm cast iron bar from M Machine Metals. Lovely iron, and a joy to machine. Very accurately sawn too. However, I had to machine them down to 28 mm x 28 mm which I did in the lathe. The inside and outside faces will be faced off when the keeps are assembled.  IMG_20210220_154931 IMG_20210220_154931 by malcolm brown, on Flickr I milled the slot on one side of each box before setting them up for the second slot. The horn gaps are all the same dimension give or take a couple of thou, so once I had got the first box to size (a tight but smooth push fit in the horns), I did all the others to the same setting. The flanges needed a little easing with a fine file and once the working faces had had the machining marks taken off with a dead smooth file (so smooth it leaves an almost polished finish and you can hardly tell it is cutting - although it is) each one was a nice smooth fit. With a drop of oil on the working surfaces, they "hang" slightly and don't just drop out when the frames are inverted. By the time I had to come in for a meal, I had done six of them.  IMG_20210220_181751 IMG_20210220_181751 by malcolm brown, on Flickr Still a lot more to do on them. More tomorrow, I hope. Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 21, 2021 18:39:00 GMT
Continuing with the axleboxes.... With all eight fitted to their horns, the nicely machined surfaces had to be temporarily mutilated to cut the gaps for the keeps. I did this by putting in three 1/8" holes across the top of the gap and sawing down well inside the marked out space to meet them.  IMG_20210221_141725 IMG_20210221_141725 by malcolm brown, on Flickr I cut through the gaps between the holes with an Abrafile blade in the hacksaw frame. Very useful things, Abrafiles, and a great pity they are no longer made (unless anyone knows differently...). K N Harris called them, "probably the most valuable hand tool made available to the hand metal craftsman in the last 50 years" - that was in 1969, but it remains true in my opinion. As they are probably unobtainable now, I use my last few blades very sparingly as there are some jobs when nothing else will really do. Anyway, the rough pockets were milled out to suit the keeps. For the latter, I didn't have any suitable cast iron (not without wastefully milling down some much larger section) but I had plenty of 5/8" square brass so used that. It doesn't act as a bearing so any metal would do within reason. For the retaining pin holes, I made a little jig from a small piece of steel angle - it is sitting on the box nearest the camera in the shot below. Behind it, two boxes have had their keeps fitted and faced back flush with the bottom and front and rear faces of the box. The fourth one is waiting to be drilled for the pins. The pins are just lengths of 2 mm stainless cycle spoke (because I had a bundle in stock) with the ends carefully rounded so that they don't score the horn cheeks - although as the latter are in BMS they should be fairly durable.  IMG_20210221_174033 IMG_20210221_174033 by malcolm brown, on Flickr Finally, here is the jig I will use for boring the journals. I actually made it many years ago to do the boxes on my Burma Mines loco - it was designed for the faceplate of the EW lathe I then had, but it adapts easily to the Myford face plate.  IMG_20210221_174206 IMG_20210221_174206 by malcolm brown, on Flickr The axlebox sits on a piece of 1/4" x 1/2" BMS and is held down by another strip of the same metal, both locating snugly in the horn slots. Once I have got it set up on the lathe, there will be a bush on the left hand (top) stud so that, when the box is pushed up firmly against it, it will be correctly located from both the front bearing face and the top of the box. It is important to ensure that the axle boxes are all correctly oriented with the front face downward - that needs a bit of thinking out when one goes from the left hand boxes to the right hand ones, but I have numbered them so that the number is always in the same orientation to the jig, which should prevent me making a dogs breakfast of it.... That will have to wait, though. I have to work most of next weekend, so I will tackle it when next in the workshop. Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 28, 2021 18:59:52 GMT
On with the axleboxes today. Having finally faced off the remaining sides on all eight, I went back to the faceplate jig for boring them. Because the axle box and keep are of dissimilar metals, I didn't have much hope of a drill going through true. So I made the first hole through with a slot drill. That wobbled but cut a true hole as the sides of the cutter were in action as well as the tip.  IMG_20210228_175156 IMG_20210228_175156 by malcolm brown, on Flickr The brass bush can be seen which acts as a stop to ensure the box is located vertically as well as horizontally. Then I bored the box out until the lead of a 1/2" reamer just enetred.  IMG_20210228_164109 IMG_20210228_164109 by malcolm brown, on Flickr ... and then reamed it through.  IMG_20210228_182911 IMG_20210228_182911 by malcolm brown, on Flickr All eight are now done. The trouble is, the 1/2" PG BMS I have for the axles won't go through.... I suspect the reamer cut slightly under size as the axle steel measures at 0.4999 dia. It was a fairly new reamer too. At least a length of slightly under-size 1/2" rod slides beautifully through both boxes in each axle position, so they must be reasonable true. Tomorrow, I will ease the boxes slightly - when I have worked out the best way to do so. When I can get an axle through adjacent pairs, I can check that the boxes give me parallel axles. Then there are the keeps to mill out for the felt pads and the oil reservoir and spring pocket on the top. Still a lot of work before they are finished.... Best wishes Malcolm |
|
|
|
Post by coniston on Feb 28, 2021 22:45:34 GMT
Hi Malcolm, not sure how far your jig allows the reamer to pass but I have found I need to put the reamer in at least half way to get it to full diameter, maybe because the reamers I was using are either machine reamers or just worn a bit. IIRC hand reamers have a longer lead than machine ones (I may be wrong on that) but if you can pass the reamer the full length you might fond it cleans up to let the PG steel through.
Great work, keep it up
Chris
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Feb 28, 2021 22:56:03 GMT
Thanks Chris,
Well spotted that the jig doesn't allow the reamer to go right through as it should. However, I followed up the hand reamer with a machine reamer which definitely took the whole length to the reamer's full diameter. I think both reamers may be cutting slightly under size.
I think I have a workable plan for easing the bores, so watch this space!
Best wishes
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 1, 2021 18:46:44 GMT
Here's how I eased the axle boxes to a running fit on the axle material.... A length of very fine emery cloth wrapped around a 7/16" bar in the lathe, a slack fit in the bore of the box. Just letting the box "float" up and down, with no pressure applied, eased the fit and polished the bores beautifully. The emery is finer than it looks in the picture - the dust is catching the light! The axles are now a good sliding fit and, although they aren't quite as free as I would like them to be in service, once the axle journals are polished they should be perfect.  IMG_20210301_135645 IMG_20210301_135645 by malcolm brown, on Flickr With the boxes in their horns, the material for the axles slid through easily - and checking the distance apart at the ends of the bars - over 3" wider each side than the actual axles - the difference at each end was, in all cases, within 6 thou. That will translate into less than 3 thou at the actual ends of the axles. I am pretty pleased with that result.  IMG_20210301_141133 IMG_20210301_141133 by malcolm brown, on Flickr Then to finish the boxes. The shallow locating dimple for the leaf spring buckle was drilled from a jig (just another bit of angle which fitted into the horn slot and was drilled accurately on the top surface). Then the oil reservoir was milled around three sides of the top - the main part of it comes under the frame and the spring which should keep out dirt to some extent, and one leg of the reservoir was extended forward so that it is accessible with an oil can. There are No.60 holes from each side of the reservoir to the top of the horn cheek slots and down to the sides of the axle bearing.  IMG_20210301_174027 IMG_20210301_174027 by malcolm brown, on Flickr (It's not axle box number minus one, by the way - I held the punch the wrong way around first time!) Finally, the keeps were removed and milled out to take a felt pad.  IMG_20210301_174632 IMG_20210301_174632 by malcolm brown, on Flickr I have some pieces of thick felt that should be suitable, but I am wondering how to shape them to fit snugly against the axle. Ideally I would put a 1/2" hole through the felt and cut pieces with a sector of the hole corresponding to the top of the felt. But how do you drill felt with any degree of accuracy?? Has anyone else here managed to shape a felt pad in a suitable manner? Best wishes Malcolm |
|
Gary L
Elder Statesman
Posts: 1,208
|
Post by Gary L on Mar 1, 2021 19:11:06 GMT
[snip] I have some pieces of thick felt that should be suitable, but I am wondering how to shape them to fit snugly against the axle. Ideally I would put a 1/2" hole through the felt and cut pieces with a sector of the hole corresponding to the top of the felt. But how do you drill felt with any degree of accuracy?? Has anyone else here managed to shape a felt pad in a suitable manner? Best wishes Malcolm Do they need to be in intimate contact for half a circumference? In full size the felt strips were relatively narrow, they only need to wipe the axle across the full length of the journal. A square cut ought to do that, if it makes a generous line contact. -? Gary |
|
|
|
Post by ettingtonliam on Mar 1, 2021 21:08:55 GMT
Try a piece of hollow tube, chamfered inside to form a cutting edge, then punch the holes in the felt on a wooden block. Probably no need to harden the punch for just a few pieces of felt.
|
|
|
|
Post by Oily Rag on Mar 3, 2021 20:22:15 GMT
Instead of felt, stuff it with worsted wool, cut to short lengths and bundled up and packed in lightly ?
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 3, 2021 22:02:21 GMT
That could work well. Under-keeps used to be packed with cotton waste, with a pad of horsehair underneath to give it a springiness and keep it in contact with the journal.
Not sure I can find a horse right now, but worsted might well combine the absorption of oil and the flexibility.
I will see how I get on with the felt, as I have it to hand, and try the worsted if I need an alternative.
Best wishes
Malcolm
|
|
timb
Statesman

Posts: 512 
|
Post by timb on Mar 4, 2021 14:25:06 GMT
You could always try the local charity shop for an old jacket??!!
;-)
Tim
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 4, 2021 14:33:52 GMT
My charity shop browsing has been on hold since last year for obvious reasons!
Fortunately, I keep far too many of my own old clothes for use in the workshop or in the loco shed, and weeding out something suitable won't make much of a dent in the pile!
I could even carve up an old trilby hat for some felt!
Malcolm
|
|
|
|
Post by steamer5 on Mar 5, 2021 8:45:23 GMT
Hi Malcolm,
You don’t have a neighbor close by with a shaggy Jack Russel Terrier by any chance? If so they will be only to happy to supply you with as much hair as you need if our old one was anything to go by!
Instead of cutting your felt with a curve in it, could you cut strips to go front to back, with each just a little shorter to give a stepped curve? The axel should soon settle it into a packed wad ?
Cheers Kerrin
|
|






