mbrown
Elder Statesman

Posts: 1,790
|
Post by mbrown on Feb 19, 2023 22:45:36 GMT
Thanks Julian. Hope all is well with you. Do feel free to comment on the thread any time - your ideas are always worth listening to, even when critical. Traffic on the forum seems to have slowed to a crawl so the more the merrier!
Malcolm
|
|
|
|
Post by begineur on Mar 1, 2023 6:26:15 GMT
Just one word, marvellous!
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 5, 2023 18:13:21 GMT
Tender Plate Work - Pt.1For the next stage, I decided to make a start on the tender plate work. I have almost all the brass in hand and have spent some time cutting bits out - which isn't very interesting to share. Today, I started assembling things beginning with the front plate. This has two cabinet doors in it which were a little complicated as the hinges on the prototype are largely concealed. This meant that the hinges had to be let into a fixing angle as shown below. The full size tender body is a replacement for the original O&K rivetted one which lasted until about the end of the 1950s. The DR replaced this with an all-welded tank - which means no rivets or screws ought to be visible - and very few angles for joints. Here is the front view.  20230305_171953 20230305_171953 by malcolm brown, on Flickr The cabinet doors don't have knobs or catches on the real machine - they are secured by domestic mortice locks and the only evidence on the outside is a key hole. I haven't quite decided how - or whether - to reproduce this feature although a few ideas are turning around in my head. I reckon I could make a working mortice lock in this size, but the key would be tiny and easily lost and I am not sure it is worth the hassle. And below is the inside view. The coal bunker is inset, rather after the manner of a BR Standard, and the sides of the tank rise above the tank top, so I am having to plan carefully to ensure I can get a drill to all the points that will need fasteners, whether screws or rivets. At the moment, I am using screws in locations where I may have to dismantle the bits again later, and rivets elsewhere.  20230305_172008 20230305_172008 by malcolm brown, on Flickr As you can guess, there are several week's work ahead before the tank is finished. Best wishes Malcolm
|
|
jma1009
Elder Statesman
Posts: 5,918
|
Post by jma1009 on Mar 5, 2023 19:31:17 GMT
Hi Malcolm,
Exactly as I would do such a job, though I do ‘steps’ or ‘cut outs’ on the angle so that there is always a side of angle for the sides in all corners for when soft soldering up, especially in the tank of a tender, or side tanks on a tank loco etc.
Cheers,
Julian
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 5, 2023 21:26:26 GMT
Hi Julian,
Great minds, etc....
It doesn't show very well but the lower angle is mitred at the corners to mate with the lower longitudinal angle where the sides join in just the way you describe.
Because of the construction of the cabinets and the coal bunker - yet to come - all the other orner joints you see here are outside the water space.
The fun will come in trying to join the sub assemblies while retaining access to get a drill to the various joints as it comes together. Welded construction has a lot to recommend it....!
Best wishes
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 11, 2023 21:14:58 GMT
Tender body work cont:A bit more progress on the tender today. Here is the back plate from the inside. It shows how the tender sides will be substantially higher than the tank itself. The little blocks of 1/4" sq brass are so that I can tap blind holes for the foot steps into them.  20230311_185522 20230311_185522 by malcolm brown, on Flickr I have also made some progress with the inset coal bunker. This tender needs to be built from the inside out, more or less, in order to have access to the fixing angles etc. So far, the two halves haven't been fixed together - that comes tomorrow, I hope. 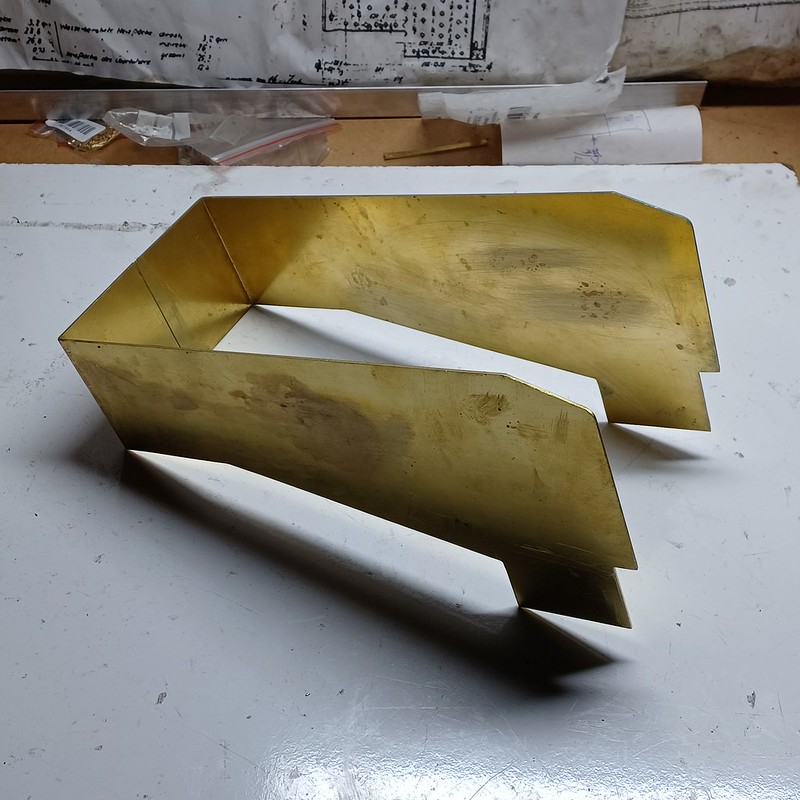 20230311_185603 20230311_185603 by malcolm brown, on Flickr The bunker has small "legs" at the front to stand on the floor plate, which should make it reasonably rigid. Because of the dimensions of the brass sheet I had, they are a touch too short but that will be remedied. The rear end will be supported by a cross member. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 12, 2023 20:07:35 GMT
Tender Body Work Cont. 2
A lengthy spell in the workshop today and things are coming together well. First, I joined the two halves of the bunker with the join in the middle of the back. As this is a crucial joint, I didn't want trouble later when soft soldering the tank, so I decided to silver solder this one. I wasn't confident that, if I just butted the plates together, the solder would form enough of a fillet to smooth the join off afterwards, so I put a length of 3/32" brass between the two sides - the sides being held together by an angle at the bottom (to take the coal floor) and the rear section of beading. This gave the solder something to flow up against. (OK, I am sure you guessed that the real reason was that I had made the two sides a wee bit too short.... but this was taking advantage of a mistake to do the job better!) Here it is before soldering.  20230312_121727 20230312_121727 by malcolm brown, on Flickr And here it is after soldering with the joints all smoothed off. I have a big smooth file with a curve on it, clearly designed for filing flat plates. I picked it up somewhere years ago and wouldn't be without it for jobs like this.  20230312_130817 20230312_130817 by malcolm brown, on Flickr After that came lots of tedious work with brass angle, small rivets and the occasional 10 BA screw. I made and fitted the coal floor and the front partition with the trap door for access to the bunker. Apart from the angles holding the partition, which are on the prototype, the angles are all underneath where they will be invisible, giving the impression of a welded bunker. It all took a long time, but here it is, with the bunker held to the front plate with a couple of small clamps and the partition just lodged in place for now.  20230312_191555 20230312_191555 by malcolm brown, on Flickr There is still a lot to do before this central section is finished - I need to make the walls of the cupboards at the front, add angles to support the side top plates and put the beading around the top edge. At that point, I intend to sweat all the joints while they are accessible, then construct the outer parts of the tank around them, doing a final seal with soft solder when complete. That will be several more weekends' work, I suspect. Finally, here is how I raised the "feet" under the bunker which were 3/8" too short because the brass sheet wasn't deep enough. These are 5/8" x 1/8" brass angles with a rebate milled on one side to make a ledge 3/8" deeper than the side.  20230312_192018 20230312_192018 by malcolm brown, on Flickr That's it for a while - family wedding in Edinburgh next weekend.... Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 25, 2023 21:08:47 GMT
Tender Cupboard DoorsBefore I go further with the tender body work, I needed to sort out the catches for the cupboard doors on the front plate. As noted earlier, on the prototype these are secured with domestic mortice locks with no knob or handle, just a key hole. But looking through the pictures I took back in 2019, I found this one - taken to show the small cast plate above the water tap - and realised that, with a key in the lock, the key itself was pulled to open the door. Removable keys would be small and very easily lost - but why not leave them in the hole.....?  DSC00495 DSC00495 by malcolm brown, on Flickr I made two "keys" from 3/64" steel rod threaded 12 BA, slitting the end with a piecing saw and silver soldering in a 10 BA steel washer which was then filed to resemble the end of a key. They are about double scale size (and in the course of making and fitting them, I still managed to lose them temporarily about four times....) but you can often get away with making tiny parts overscale - and if, in the end, I don't like them, they are easily removed and I can screw in a 12 BA screw as a temporary door handle. The keys don't operate a lock, but I made a spring catch from a small watch strap pin. Some time ago I bought a large selection of such pins for less than it cost to have one replaced on my watch at a jewellers, and the smallest size is about 8 mm long and 1.4 mm diameter. This is fitted into a hole in the latch block, as seen below, with an 8 BA grub screw (shown on its Allen key so it didn't roll away!) in the inner end of the hole to regulate the length of the pin protruding. The end just catches on the angle which overlaps the door on the inside and makes it snap closed.  20230325_173731 20230325_173731 by malcolm brown, on Flickr Finally, here are the doors on the tender front. I have added a small bunch of doll's house keys to the key ring on one side. I had intended to modify one of these as the key, but they are made of very flimsy white metal and just snap at a touch. I have also mounted the handbrake which was made ages ago.  20230325_204834 20230325_204834 by malcolm brown, on Flickr Tomorrow it is back to lengths of 1/4" angle, small rivets and 10 BA screws as the rest of the body work continues to take shape. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 26, 2023 18:37:26 GMT
Completing the inner part of the tenderPressing on today, I have added the walls of the side cupboards, the side angles which support the tender top and the beam at the rear which supports the bunker. It doesn't sound a lot but it took a good few hours, interrupted to watch Oxford lose (again....) in the Boat Race.... The photos below are self-explanatory, I think. The fifth side of the cupboards is completed when the tender sides are in place. The beam at the rear is a piece of 1/2" x 1/2" x 1/8" Tee section which I happened to have, with one side of the Tee cut away to mate against the bunker and the ends rebated to sit under the side angles of the main body.  20230326_185927 20230326_185927 by malcolm brown, on Flickr  20230326_190025 20230326_190025 by malcolm brown, on Flickr Just the beading around the top and I will be ready to start sweating up the inside section. If I do that before building the body around the bunker, I should be able to get at all the seams. Finally for this weekend, here is a preview of the tender with the sides and rear lodged in place.  20230326_191013 20230326_191013 by malcolm brown, on Flickr The coal door has now acquired its handle which, rather counter-intuitively, is vertical rather than horizontal. Not so easy to grip with oily hands, but that is definitely how it always was on this tender... Best wishes Malcolm |
|
|
|
Post by brucevoelkerding on Mar 28, 2023 13:19:50 GMT
Malcolm, re Coal Door Handle - here is my thought on the Orientation. (I will be using the Term "Couple" to describe a "twisting force". A Couple is a pair of equal, parallel Forces acting in opposite Directions to each other, spaced at some distance apart.)
To lift the Coal Door one must overcome 1. the Weight of the Coal Door, plus 2. the Friction of the Coal Door in its Runners due to any Force exerted by the Coal, plus 3. the Friction generated by the Lifting Couple. Let's say that is 30 lbs. Let's assume the Distance the Handle is offset by 4 inches. Let's say the Length of the Handle is 12 inches. To lift the Coal Door, one exerts 30 lbs. If a Free Body Diagram is made of the Handle (that is, remove that Part from the structure and just look at the Forces and Moments to maintain its Equilibrium), one sees the "Lifting" Moment, that the Lifting Force / Coal Door Force create a Couple equal to 30 lbs x 4 in = 120 inlbs. That Couple must be reacted by an equal Couple. As you try to lift the Coal Door in your vertical-oriented Example, the Handle will be reacted with a Couple of 120 inlbs equal and opposite Forces at the Connections to the Coal Door, i.e. 120 inlbs / 12 in = 10 lbs. The top of the Handle will push into the Coal Door with 10 lbs and the bottom of the Handle will pull out of the Coal Door with 10 lbs.
In the Case of a horizontal Handle, the situation becomes more complex due to the Load Distribution over the attachment Area. In the worst Case say a 1 in diameter Door Handle is bolted to the Coal Door and the joint is loose. In this Case the reacting Couple generates some Force x Distance from the Screw Axis to the Upper Corner of the Handle. Here the distance between the Couple forces would be 1/2 inch. Note the Factor of 2 in the following Equation is due to the Lifting Couple being divided between the 2 attachment Locations. The Couple Equation is 120 inlbs /2 = F x 1/2 inch. F = 120 lbs. This is the Reason why one would expect the horizontal Handle to locally deform a lightly-designed Coal Door. The vertical-designed Coal Door imposes much lower Loads (10 lbs).
All that being said, I bet somewhere in the Past, maybe on a different Locomotive, the Handle was originally horizontal and the Coal Doors would locally fail at the Handle Joints and the quick, simple solution was the vertical design.
I am thouroughly enjoying your Build Series. The Key Design ist unbedingt elegant (is pure elegence) !
|
|
|
|
Post by ettingtonliam on Mar 28, 2023 17:07:31 GMT
Wow! I never knew that the design of a coal door handle was so scientific!
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Mar 28, 2023 17:25:28 GMT
Thanks! What an interesting take on the question! I have no idea what the thinking was that gave the tender a vertical handle for the coal door, but here are a few thoughts....
The coal door is not very heavy. On the loco's own Facebook page (99 3462 - Alltag Einer Dampflok) there is a lovely sequence of videos from a few years ago where they used the various doors and flaps on the loco to make an Advent Calendar with each door opening to reveal a Christmas scene. The coal door is lifted by someone off-screen with one hand and apparently from a bit of an angle - and the sound it makes suggests rather thin metal. So the weld securing the handle to the door could well have been a weak point - but the turning couple wouldn't have been huge.
My own thinking is more about the practicalities from the loco crew point of view. On the move, with the loco and tender oscillating all over the place, my own instinct would be to grip the handle with both hands and approach it like a weightlifter to raise the door. Reaching across the shovelling plate with one hand feels odd, with the weight of the door taken on the index finger knuckle of one hand. And a two handed lift, especially with greasy hands, is far easier with a horizontal handle. Also, if the door twisted in the runners and tended to stick, that would be easier to adjust with two hands (up a bit on the left!) than with one central lift.
When the door is open, it is held in the top position by a clip of some kind which engages with the handle. In some shots it looks like a short chain and hook - in others it looks like a catch of some kind. But the orientation of the handle is irrelevant to this, I think.
Anyway, mine not reason why (at this level of complexity, anyway!) - mine just to try and make it as close to the big engine as possible. But, on the principle that everything probably has a reason, it's a fascinating minor puzzle for engineers!
Best wishes
Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 8, 2023 19:26:05 GMT
More work on the tender bodyAfter a couple of weeks with no workshop time, I managed a few hours over the last couple of days. The inner bunker and the front and back plates are now sweated up and the bunker has it's half-round beading. I decided to sweat the tender joints section by section so that I could get at as many joints as possible. The LBSC method of pouring in some Bakers Fluid then melting a lot of solder into the tender and sloshing it around, felt too hit and miss. Now that this central section is done, the front, sides and rear plates will be mounted on the soleplate, then the rear and sides sweated up. The front plate will be joined to the bunker and the whole middle and front section sweated up last. That, at any rate, is the plan... The joints inside the tank will be hidden, so the soldering can be generous, but many of the joints are visible and need to be neat. For these, I found that a combination of a small propane flame to give background heat, and my big Solon electric soldering iron, made the joints easy to control.  20230408_192309 20230408_192309 by malcolm brown, on Flickr And here is the result so far....  20230408_192428 20230408_192428 by malcolm brown, on Flickr The rear plate has two small pads sweated on. These, on the prototype, carried the conduits and sockets for the lighting. I am not sure yet how I am going to tackle details like that, but this was the obvious moment to put the pads on. Before assembling the main tank, there is a fair amount of fitting out to do - connections for injector filters and injector water valves, mountings for the hand pump, drain plug etc. I am planning a rather novel approach to those bits, and tomorrow may see if it works. Incidentally, after the first soldering session, I found the fumes from the Bakers Fluid lingered in my nostrils half the night, and my face was itchy, although there was no rash or anything like that. I remembered LBSC advising that prolonged exposure to Bakers Fluid fumes could be an irritant and he suggested smearing Vaseline on exposed skin. So today I did that, and smeared it up my nostrils for good measure. So far so good, and no itching yet..... More soon, I hope. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 9, 2023 17:44:04 GMT
Hand Pump MountI evolved this arrangement for the handpump after seeing someone else's approach in a thread some years ago. Afraid I can't remember who it was, so apologies if I have nicked your idea! However, my arrangement includes one or two features I haven't seen before. I intend to take the axle pump feed through the handpump to cut out one connection between loco and tender, so it would be good for the handpump inlet to draw on filtered water so that the whole circuit can avoid grit etc. as far as possible. Also, the injector feed emerges quite far forward outside the frames, and a filter there would be very inaccessible, so I have made a kind of tank to sit under the hand pump, fed through one large filter, and incorporating the feed to the injector. I am also copying something that worked well on the Burma Mines loco which is to have a drain plug for the tender situated immediately below the inlet to the handpump - so that the inevitable stuck inlet ball can be freed by poking a cocktail stick up the drain, rather than the usual rigmarole with hot water etc. Here is the supplementary tank looking at it from below. The inlet which will carry the filter is on the right, the drain opening (which will protrude through the sole plate) on the left and the injector take-off, with its union nut, in the middle. The whole thing will be sweated into the soleplate.  20230409_153847 20230409_153847 by malcolm brown, on Flickr And here it is with the hand pump mounted on it. The drain will sit just outside the frame, so it should be accessible but unobtrusive. The pump operates left to right rather than backward and forwards. This is necessary so that the drain comes outside the frame, but it also reflects the shape of the tank filler which is wider than it is long making a left-right action straightforward.  20230409_160516 20230409_160516 by malcolm brown, on Flickr The rest of the day was a return to brass angle, rivets and screws as the outside parts of the tender tank take shape. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 10, 2023 17:33:37 GMT
Pressing on with the Tender...A long day in the workshop today but progress on the tender is still slower than I had hoped. With the soleplate mounted on the tender chassis - which took a while to get it to lie absolutely flat - I could then mark out for the drain plug and the hand pump stand, the location of the by-pass, and the injector/pump feeds and control handles. The injectors feed from each side near the front and, just ahead of the pipe, the water valve control passes up through the tender tank. As these parts hang below the soleplate and are quite close to the springs etc, I needed to mark out with the chassis in place. For the injector connections, I decided against bushes and have thickened the soleplate with two pieces of 1/4" plate which can be threaded for the connections. They also provide thickness so that the brackets for the water valves can be screwed into blind holes.  20230410_175534 20230410_175534 by malcolm brown, on Flickr The sides and ends are now erected to the soleplate.  20230410_175723 20230410_175723 by malcolm brown, on Flickr And here are the insides, although brass isn't easy to photograph. The next step is to remove the front plate, sweat up the sides and rear, and then erect the front plate to the coal bunker and erect that into place, finally sweating the last joints. Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 16, 2023 17:58:18 GMT
Completing the tender body (almost....)Two lengthy sessions in the workshop this weekend and the tender body is almost complete. Assembling the inside section with the bunker and front plate to the outer tank was tricky as the soldering had slightly distorted some of the plates and, for a while, I thought it wouldn't fit. After a bit of wangling, I got it all together and sealed the final joints with soft solder - not easy because some of them were out of sight under the bunker. I didn't take pictures as there wasn't much that was new - although the sound track would have included some interesting words... On, then, to the tender top, and the rear plate has the water filler which is a long oval. I wanted a small rim around this for the lid to close down onto, but didn't fancy trying to form it from thin brass strip. So I tried a different approach. First, a piece of 2 mm brass was cut to the outline of the rim, with holes at the centres of the semi-circular ends. These were then used to bolt this part to the top plate.  20230416_173132 20230416_173132 by malcolm brown, on Flickr The two sections were then sweated together. The bolts were then removed and a cone-cut was used to bore out large holes at each end.  20230416_175420 20230416_175420 by malcolm brown, on Flickr An Abrafile and ordinary files were then used to join the holes and create the oval rim. Here it is temporarily mounted on the tender.  20230416_181828 20230416_181828 by malcolm brown, on Flickr And here is a view of the bodywork as it now stands, mounted on the chassis. Next up, the top of the sides and the "lids" to the front cupboards. There is also the piping up, and a lot of minor detail like lamp brackets, number plate and so on. I'll try and complete the top plating next weekend - the rest may have to wait a while.  20230416_182101 20230416_182101 by malcolm brown, on Flickr Best wishes Malcolm
|
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 22, 2023 19:02:35 GMT
Tender TopThe top plates along the sides of the tender were straightforward to make. However, to drill and tap for the fixing screws required a special extended tapping drill and 10 BA tap - the drill and the tap just Loctited into suitable lengths of BMS. This allowed me to get in close to the sides of the bunker and to reach down below the raised side plates. Near the front, tubes run through the water space to carry the operating rod for the water valves. On the prototype these are welded top and bottom. I made them by putting a 1/4"x40 hole through the thickened area of the soleplate and making a matching nipple to which a length of 5/32" brass tube was soldered. The nipple was then screwed in until the top of the tube touched the top plate, then a long drill on a 3 mm rod was run up the tube to cut a pilot hole. This was opened out to 5/32" and the nipple screwed home, bringing the tube just proud of the top plate. I don't intend to seal it on the top - it will only have to be water tight against the odd surge of water, and the paint should fill any tiny gaps. Here are the extended drills and tap and one of the nipples with its tube.  20230422_174414 20230422_174414 by malcolm brown, on Flickr The "lids" to the front cupboards carry a further support for the water valve operating rods. You can see one of them in photo below - in among the junk that seems to accumulate in the recesses along the tender sides. The water valves were removed at one of its preservation-era overhauls, but the support brackets remain.  10502248_551168154988220_7868630467564646990_n (1) 10502248_551168154988220_7868630467564646990_n (1) by malcolm brown, on Flickr I made the "lid" over-long, then used the drill through the tube to mark out the position of the hole. In the picture below it looks as if they are out of line, but a length of 3 mm silver steel drops neatly right through the support bracket and the tube itself.  20230422_181710 20230422_181710 by malcolm brown, on Flickr I may fill the slots in the screw heads along the sides, they shouldn't have to come off once the pipework has been fitted. But in DR days, at least in the 1960s, the sides were planked over, presumably to stop the recesses filling up with spilled coal, so the screws won't be visible. The MPSB coaled its engines by hand from a platform along the side, using large baskets, so coal spillage was an occupational hazard. Here's a shot of how the top of the tender is looking so far.  20230422_181727 20230422_181727 by malcolm brown, on Flickr Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 23, 2023 19:41:23 GMT
Internal plumbingThis afternoon I managed to get the plumbing inside the tender finished.  20230423_180216 20230423_180216 by malcolm brown, on Flickr The pipe on the left runs from the handpump and is both the feed for the axle pump and the outlet for the handpump. You can also just see the feed pipe for the injector running low down to the right hand side. I took the photo before adding the by-pass pipe which will eventually connect to the pipework which, on the big engine, carries the steam heating along the outside of the left hand frame. Fitting the handpump was a bit of a trial as I had mounted it a little too close to the rear wall of the tender and couldn't get a screwdriver in at the right angle to get at the fixing screws on that side. After an hour and a half, I eventually got the two screws tight using a home-made double-ended screwdriver with a bend in it and the two blades at right angles to each other. Each screw got tightened a fraction of a turn at a time. I also had to file the notch in the rear angle which you can see in the picture. With the top plates reinstated, that about completes the bodywork of the tender. I reckon it took about 75 hours from start to finish, extended over about six weekends. Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 29, 2023 17:56:23 GMT
Tank LidThe water tank lid was flanged up from 20g copper over a steel former. Just like the various flanged boiler plates, it took four annealings - that seems to be a norm regardless of thickness provided the corners aren't too tight.  20230428_181341 20230428_181341 by malcolm brown, on Flickr I have a few shots of the original in DR days with the lid open, and it is clear that it has two longitudinal stiffeners on the inside, which makes good sense as it is made from rather thin sheet. I reproduced them with lengths of 1/8" sq brass filed to profile. The handle is from 2 mm BMS rod. You can see how the long opening gives loads of room for the handpump to be operated.  20230429_174541 20230429_174541 by malcolm brown, on Flickr Hinges were machined from brass and rivetted and sweated into place. The hinge blocks were made in similar fashion. The hinge pins are temporary.  20230429_174523 20230429_174523 by malcolm brown, on Flickr Final job of the day was to complete the linkage between the handbrake and the operating lever. I had made the turnbuckle with its right and left hand threads at the same time as the handbrake mechanism, so the rod just needed its little fork at the bottom.  20230429_180602 20230429_180602 by malcolm brown, on Flickr The solder on the tender is not so bad as it looks - but I am hoping that when I grit blast the whole lot prior to painting it will remove some of the excess from awkward corners. Best wishes Malcolm |
|
mbrown
Elder Statesman
Posts: 1,790
|
Post by mbrown on Apr 30, 2023 19:35:55 GMT
Bending the Cab SidesThe cab on 99 3462 is exceptionally long with a considerable overhang to shelter the front of the tender. One of my German railway books describes the loco as having "das grosse Fuhrerhaus"... I had the sides and front laser cut by MEL in 1.2 mm steel from my CAD drawings ages ago, and for months I have been wondering how to bend them as the bend comes just at the top of the doorway and the resistance to bending will vary along the length. The sides are just under 12" long.  20230430_151229 20230430_151229 by malcolm brown, on Flickr My initial idea was to make a male and a female press tool from plywood - getting a number of sections laser cut and stringing them together to make long formers. However, Ed at MEL gave me a quote which nearly knocked me off my chair. I had no idea cutting in wood would be so expensive. I decided I had to find another way and then remembered that my old set of home-made bending rolls would just accommodate a 12" length. I started by putting parallel scribed lines on the inside so that I had a fighting chance of keeping the plates in line. Then, without turning the rollers, I pressed down with the adjusting screws at each end and watched the edges of the plate gradually rise. With a "little and often" approach, checking and re-checking against the cab front for the profile, it got there in the end. I learned that by squeezing the screws down more at one end than the other I could compensate for the different resistance to bending with the lighter and heavier sections.  20230430_160814 20230430_160814 by malcolm brown, on Flickr The plates are protected by a strip of vinyl floor covering which also helped get the radius of the bends right. Here is the first side held to the cab front with a magnet. It's not too bad a fit and a little tweaking with fingers made the match slightly better.  20230430_160419 20230430_160419 by malcolm brown, on Flickr In any case, the fit is better than on the driver's side of the prototype, as the in-fill shown below demonstrates. At some point in its life, I think the cab plates must have either been renewed or badly refitted. Needless to say, I am not aiming to reproduce the error on the model - I am not sure if I could, even if I tried!  DSC00477 DSC00477 by malcolm brown, on Flickr Best wishes Malcolm
|
|



