|
|
Post by springcrocus on Sept 4, 2022 8:12:41 GMT
Boiler assembly continuedThe first job of the day was to solder the dome bush into the barrel with 40% silver solder so Wilf prepared the parts with correction fluid in the threads and around the barrel opening whilst I made some more 6BA countersunk copper screws ready for the next job.  This was set up in the hearth with the dome bush resting on a packer and with the solder laid around the bush on the inside of the barrel. Heat was applied from the outside only. While this cooled, we then prepared to close the firebox by soldering the backplate into position. This was set up on the hearth so that the tubes hung over the edge of the blocks with a weight keeping the assembly balanced. 55% solder was placed around the perimeter and heat applied mainly inside the box by Wilf with the cyclone burner and me adding extra heat to the outsides of the firebox. As the solder melted, I moved away and left it to Wilf to draw the solder down. The block in the opening is to protect the tubes from unneccessary heating.  With the barrel cooled and pickled, we then set about assemling the throatplate and the outer wrapper to the barrel. Preparation for this took quite a while as, once lightly screwed together, I had to do a bit of light tapping to gently ease the edges of the wrapper and throatplate together. It's easier to do this with the flux already between the joints and then add more afterwards. A pair of small clamps were added to the bottom corners to stop these edges springing apart. Same procedure as before and this is after the melt has occurred.  The firebox assembly had to go back for a reheat because the two lowermost screws hadn't soldered in. That's the advantage of copper or bronze screws; if you can unscrew them afterwards, just take them out, clean up the area, re-flux and solder them back in with a ring of fine solder wire around the head. These are the two assemblies after the final spell in the pickle and, I have to say, these are the neatest bits of work we've done to date. There is an unbroken seam of solder around the whole of the backplate.  This one I'm particularly pleased with. The wrapper and throatplate to barrel joints are nigh-on perfect with full penetration but no wasted solder. Most of the credit for these goes to Wilf because he did the majority of the preparation while I was fiddling with screws and other odd jobs and, without good preparation, we would not have this level of success.  One other point on preparation for anyone who may be encouraged to have a go themselves. Regardless of how clean they look, I always pickle the copper parts for about half-an-hour, followed by a rinse in clean water, just before fluxing up. I know the job of the flux is to clean the work but I think the extra effort is worth the time spent. In the words of Mr Tesco, "Every little helps". Regards, Steve
|
|
|
|
Post by simon6200 on Sept 4, 2022 9:27:46 GMT
I’m loving your boiler build. I’ve just started on a new boiler for an old 2-1/2” loco. I find boiler making very satisfying and relatively quick.
|
|
|
|
Post by Nigel Bennett on Sept 5, 2022 13:13:46 GMT
Boiler assembly continuedPreparation for this took quite a while as, once lightly screwed together, I had to do a bit of light tapping to gently ease the edges of the wrapper and throatplate together. It's easier to do this with the flux already between the joints and then add more afterwards. A pair of small clamps were added to the bottom corners to stop these edges springing apart. Same procedure as before and this is after the melt has occurred. Regards, Steve Can I stress that tapping joints already coated with flux needs great care. Why? Because the flux shoots out of the joint and straight into your eye, because you forgot to put your safety specs on, didn't you? Been there, seen it, had the nasty stuff in my eye, wished I hadn't. Cracking job of the boiler work, though; I've seldom seen one as good as this unless Helen made it. Keep up the good work! Nigel |
|
jma1009
Elder Statesman

Posts: 5,917
|
Post by jma1009 on Sept 5, 2022 22:06:29 GMT
I would also commend Steve and also Wilf on the boiler so far. Not quite how I would have done it so far, but interesting nevertheless as to how others approach rather rarely described on here boiler making. Roger's Speedy boiler and Malcolm Brown's boiler spring to mind.
I would very much like to learn of the 'spec' for Steve's 40% silver solder used.
The double flanged throatplate is something I very much recommend, and I would add that for water circulation you can with advantage file away the bottom of the barrel between same.
I would like to hear in advance what boiler stay method is proposed to be used now that the inner firebox is complete?
Very much enjoying this.
(I'm pretty sure I have the Stroudley type regulator drawings for Don's 'Fishbourne' so am unsure why Steve doesn't have these).
Cheers,
Julian
|
|
|
|
Post by springcrocus on Sept 5, 2022 22:38:42 GMT
|
|
jma1009
Elder Statesman
Posts: 5,917
|
Post by jma1009 on Sept 6, 2022 9:17:42 GMT
Thanks Steve re J&M Silver-flo 40 (660-710 degrees C). I've just read all the relevant data sheets etc. They have been updated since I last looked at them some years ago.
For step brazing in boiler work I've used Silver-flo 24 initially (740-800 degrees C), then Silver-flo 55 (630-660 degrees C). As Silver-flo 24 takes some practice to use (IMO), I will be interested in how you get on with Silver-flo 40 as an initial step-brazing medium.
|
|
uuu
Elder Statesman
your message here...
Posts: 2,857
|
Post by uuu on Sept 6, 2022 9:42:51 GMT
What Steve and I have found is that, by pre-laying the solder onto the joint buried in flux, then heating it until it melts and is sucked in, we don't have to heat the assembly nearly as much as the "poke at it with a stick of solder" approach. I think we may have picked up this idea from Roger's thread. So with care, previously made joints, even in the same solder as we're using, don't seem to re-melt. And, by heating mostly on the other side from where the solder is placed, we can be certain that the whole of the metal is up to temperature - we don't need to "give it a bit more to be sure".
I think only the small bushes and dome ring are in the 40%. All the seams, stays, foundation ring etc will be in 55%.
Wilf
|
|
|
|
Post by springcrocus on Sept 10, 2022 21:18:22 GMT
RegulatorDon Young does not provide details of the regulator, only the backhead fittings and a note to "use standard LBSC internals" or words to that effect. The same goes for injectors. I have made mine by modifying a 1/2" ceramic tap valve and mounting the whole thing between two tubes. The big advantage here is that, if anything goes wrong with the regulator, I can carry a complete spare regulator assembly and change it in a very short space of time. The main controlling factor was how small I could get the maximum diameter of the valve without it falling to pieces. That turned out to be 18mm. To get things rolling, here is a tap valve disassembled to its component parts alongside another one.  With the body devoid of parts, a close-fitting bung was made to fit in the lower part of the valve to protect it from distortion when clamping in the chuck. Then the whole of the outside was reduced to a few thou under 18mm. The top end was then reduced to 13.5mm to make a close fit to the bore of standard 15mm plumbing tube.  The valve was then reassembled but without the retaining circlip on the spindle; it's not needed and also it fouls the bore of the tube. The outer ceramic disc has a pair of lugs that locate in two splines in the bore but the inner one is free to rotate and can be set to operate clockwise or anti-clockwise depending on how the cruciform drive is set. The operating rod is set within the tube and fixes to the end of the valve spindle using the existing M4 thread.  The steam tube delivers steam to the wet header and is comprised of three parts. The front section has a pair of "O" rings that seal within the wet header bush. To assist with assembly, there is a 15 degree chamfer on the front and the back end is bored to suit the outside diameter of the feed tube.  The tube itself is made from an offcut of the flue tubes and is silver-soldered into the back of the front section and into the supporting rear section. This a simple bronze bush turned to the same outside diameter as the valve. The valve presses up against this and creates a seal, separating it from the steam in the boiler space.  A normal wet header bush would be quite short and just have a thread for the steam tube. This one is longer to accomodate the steam tube with it's "O" rings. Most of the work was done in a single operation prior to parting off. There is a 3/32" long stand-off ahead of the wet header mounting flange.  The bush was completed by reversing in the chuck, machining a recess for an "O" ring and another one for a locating spigot. The "back-of-a-fag-packet" sketch shows it better than I can explain.  At the other end, a backhead bush had to be made that could pass the 18mm diameter valve through. This meant that the outside diameter was quite a bit over-scale at 1.330" diameter but, once painted, should be almost unnoticeable against the backhead. I was a bit limited for material to make this and used an offcut of Pumphouse bronze. Over on the mill, four 7BA holes were drilled and tapped in the flange for mounting the regulator bush.  The regulator bush was made the other way round, turning the maximum diameter first, then drilling and reaming the 5mm hole for the regulator spindle and the 9mm hole for the packing gland. Holding the flange in soft jaws, the body was turned to 22.0mm and a short spigot turned to fit the bore of the 15mm tube. On the mill, four 7BA clearance holes were drilled and a further two 7BA holes drilled and tapped for fixing the packing gland.  Wilf came to the workshop on Friday but we were unable to do much on the boiler as I have yet to receive the stay rivets. While I busied myself on the mill machining the backhead, Wilf made up a bunch of silver solder rings, ready for the flue tubes, and soldered the steam delivery tube.  After that, he also soldered the regulator tube to the regulator bush. These are the two assemblies after cleaning up.  There are still a few bits to make and these will be covered in the next post. Regards, Steve
|
|
dfh
Hi-poster

Posts: 197
|
Post by dfh on Sept 11, 2022 19:50:44 GMT
RegulatorDon Young does not provide details of the regulator, only the backhead fittings and a note to "use standard LBSC internals" or words to that effect. The same goes for injectors. I have made mine by modifying a 1/2" ceramic tap valve and mounting the whole thing between two tubes. The big advantage here is that, if anything goes wrong with the regulator, I can carry a complete spare regulator assembly and change it in a very short space of time. The main controlling factor was how small I could get the maximum diameter of the valve without it falling to pieces. That turned out to be 18mm. To get things rolling, here is a tap valve disassembled to its component parts alongside another one. With the body devoid of parts, a close-fitting bung was made to fit in the lower part of the valve to protect it from distortion when clamping in the chuck. Then the whole of the outside was reduced to a few thou under 18mm. The top end was then reduced to 13.5mm to make a close fit to the bore of standard 15mm plumbing tube. The valve was then reassembled but without the retaining circlip on the spindle; it's not needed and also it fouls the bore of the tube. The outer ceramic disc has a pair of lugs that locate in two splines in the bore but the inner one is free to rotate and can be set to operate clockwise or anti-clockwise depending on how the cruciform drive is set. The operating rod is set within the tube and fixes to the end of the valve spindle using the existing M4 thread. The steam tube delivers steam to the wet header and is comprised of three parts. The front section has a pair of "O" rings that seal within the wet header bush. To assist with assembly, there is a 15 degree chamfer on the front and the back end is bored to suit the outside diameter of the feed tube. The tube itself is made from an offcut of the flue tubes and is silver-soldered into the back of the front section and into the supporting rear section. This a simple bronze bush turned to the same outside diameter as the valve. The valve presses up against this and creates a seal, separating it from the steam in the boiler space. A normal wet header bush would be quite short and just have a thread for the steam tube. This one is longer to accomodate the steam tube with it's "O" rings. Most of the work was done in a single operation prior to parting off. There is a 3/32" long stand-off ahead of the wet header mounting flange. The bush was completed by reversing in the chuck, machining a recess for an "O" ring and another one for a locating spigot. The "back-of-a-fag-packet" sketch shows it better than I can explain. At the other end, a backhead bush had to be made that could pass the 18mm diameter valve through. This meant that the outside diameter was quite a bit over-scale at 1.330" diameter but, once painted, should be almost unnoticeable against the backhead. I was a bit limited for material to make this and used an offcut of Pumphouse bronze. Over on the mill, four 7BA holes were drilled and tapped in the flange for mounting the regulator bush. The regulator bush was made the other way round, turning the maximum diameter first, then drilling and reaming the 5mm hole for the regulator spindle and the 9mm hole for the packing gland. Holding the flange in soft jaws, the body was turned to 22.0mm and a short spigot turned to fit the bore of the 15mm tube. On the mill, four 7BA clearance holes were drilled and a further two 7BA holes drilled and tapped for fixing the packing gland. Wilf came to the workshop on Friday but we were unable to do much on the boiler as I have yet to receive the stay rivets. While I busied myself on the mill machining the backhead, Wilf made up a bunch of silver solder rings, ready for the flue tubes, and soldered the steam delivery tube. After that, he also soldered the regulator tube to the regulator bush. These are the two assemblies after cleaning up. There are still a few bits to make and these will be covered in the next post. Regards, Steve Could I ask which way round you intend to this, with pressure to help keeping the moving section against the stationary face or the other way round. Thanks David |
|
uuu
Elder Statesman
your message here...
Posts: 2,857
|
Post by uuu on Sept 11, 2022 20:33:06 GMT
Since I'm online, and I was staring at all the bits on Friday, I can answer this:
The valve will be oriented with the operating spindle facing the backhead, and the bottom facing the smokebox. So the steam will come in at the what would have been the sides (having been collected from a tube into the dome) and out at what would have been the the bottom. I think this is the other way round from the flow in a tap. The boiler pressure will hold the moving face onto the static one when closed, which in turn bears onto the bottom seal resting on the tube running forwards to the wet header. The spindle gland, such as it is, has boiler pressure on both sides, so is not relevant. The operating rod will have a gland at the backhead.
It remains to be seen whether it's durable in practice but, as Steve notes, it's trivially easy to swap out-or to substitute an alternative if this becomes necessary.
Wilf
Edit - I'm hoping Steve's design works here - I think it's really good. I don't think it can be easily retrofitted to existing boilers, as the backhead bush needs to be big enough for the whole assembly to slide in - and the smokebox end needs to be made to accept the male end with the two o-rings. But there seems to be no downside to giving it a go on a new build. A conventional in-tube regulator could be fitted later, or a Stroudley one in the dome, with no boiler alterations.
|
|
|
|
Post by springcrocus on Sept 13, 2022 13:06:56 GMT
Boiler continuedThe boiler inspector was happy with all the soldering so it was now time to start bringing the two sub-assemblies together. One of the first jobs was to machine the firehole into the backhead because that helps to position the firebox correctly. Luckily, it's a circular firehole rather than an oval one which requires a lot more work to get a snug fit. This is 1.1/2" diameter.  The tube support was modified so that it fitted the barrel correctly and the tubes, which had become squashed together, were reworked to their correct positions. The firebox assembly was loaded to the barrel and the backhead placed into position.  The firebox was clamped to the throatplate and the backhead with packing pieces and adjusted until square. After the next picture was taken, a small clamp was used through the firehole to keep the backhead tight to the firehole ring. The rule under the dome ring ensures the barrel is parallel to the table.  Then the backhead fixing points were drilled and tapped 6BA, all done freehand with a pistol drill or hand-drill. With this complete, the firebox assembly was removed, the backhead put back in place and the positions of the stay holes marked out. All the stays are on a 9/16" grid and will be made using 1/8" copper rivets except for four extra ones which I've added to the backhead and the ones that will replace the girder stays on the crown. These will be 3/16" diameter. While I had it disassembled, I also took Julian's advice and dressed the inside end of the barrel back to the throatplate. 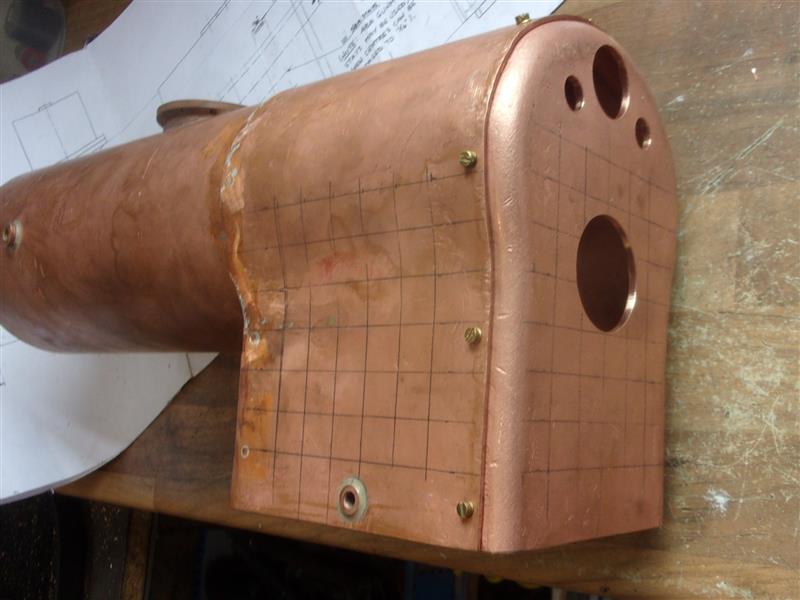 The first holes I drilled were the front throatplate and I was able to use a homemade drill that I cobbled together when doing the Allchin boiler. However, because of distance and clearance issues, I had to remove the backhead to get it to work. It's a 1/8" diameter drill silver-soldered into a length of 1/4" diameter mild steel rod.  Because the backhead was out, I drilled that freehand on the drill, using the MDF former as support while centre-popping and drilling. Then it was bolted back into the outer wrapper to provide support while doing the side holes. Three rows of holes are within the curve of the wrapper but I want them square in the firebox so I did these on the mill with a slot drill instead. Although the grid was there to guide me, I actually used the DRO to position them.  The boiler was reassembled, still using the tube support at the front, and the base of the firebox centralized in the wrapper. I made a couple of screws to fit the blowdown bushes and used these to keep things in place. Then I started the laborious process of drilling all the stay holes in the firebox.  They were all done with a pistol drill and a rivet dropped in to test the hole as I completed each one. This is not how they will be soldered; the heads will be on the inside and the outer tails dressed back to clear the frames. The four holes that are unfilled in the backhead will have 3/16" rivets instead and I will drill and tap these 8BA, keeping the holes blind. They will be used to fix the plate for the firehole door and rails. The backhead bushes are not yet soldered in, just resting in their holes for an overview.  That just left the crown stay holes to be drilled and these needed to be inclined so that they spread the spacing correctly on the top of the firebox but not interfere with the bushes. A large vee-block was set up on the mill and the assembly clamped to it at an angle of 12 degrees. The holes in the wrapper were made using a 3/16" slot drill but the holes in the firebox crown were very carefully spotted with a 3/16" drill because of deflection. They were then drilled through with a 4.4mm drill followed by a 3/16" reamer because that ensures the holes line up, a reamer being much more rigid than a drill.  Because the stays are from 3/16" dia copper rod, the spacing can be increased to 11/16" but I chose to use a spacing of 5/8" for extra support. This next picture shows how the crown stays are spaced in the firebox.  All that remained was to dismantle everything and deburr all the holes. There are still a couple of holes to sort out in the backhead for the water gauge but this can be done later.  On Friday, all being well, Wilf and I will get on with soldering the two sub-assemblies together, starting with the front throatplate stays. Regards, Steve
|
|
|
|
Post by Deleted on Sept 13, 2022 13:24:34 GMT
that boiler looks superb Steve.. great work sir..
Pete
|
|
|
|
Post by jon38r80 on Sept 15, 2022 20:17:46 GMT
As usual, enjoyed your meticulous work and lucid documentation.
|
|
|
|
Post by springcrocus on Sept 18, 2022 8:32:02 GMT
Boiler continuedThe two halves of the boiler were pickled for an hour, as well as sixteen copper rivets, and Wilf made forty or so silver solder rings on the lathe with 1mm rod and using a 3mm former to wind them on. While he made those, I assembled the two halves using the backhead to get the firebox in the correct position and pushing a couple of rivets through some of the side holes for additional alignment. Starting with the lowest row, a 1/8" drill was passed through the first pair of holes to check clearance, then flux was painted in with a tiny brush. Wilf held a solder ring in the water space in line with the hole using a special pair of pliers that we had made for the job. I fluxed up a rivet, pushed it through from inside the firebox and gently tapped it fully home. On the outside, a pair of flat-faced cutters (Xuron track cutters) were used to indent the rivet and keep it in place, then a second ring was placed on the outside of the rivet and more flux added. This was repeated until the first row was complete, even more flux added, and the procedure repeated until all the rivets were in. This is part-way through the second row.  With all fifteen rivets in place, we fluxed up all the nearest seams that had previously been soldered and checked that all the solder rings were sitting down flat. The packing piece in the next picture is to make sure the gap doesn't close during soldering - there's not much chance of recovering from it if the inner moves relative to the outer. Then it was set up in the hearth.  Blocks were place all round and another one on top to cut down heat-loss although the dome bush was left clear to allow burnt gases to escape. The gaps to the sides are there for one of the burners to heat the outer wrapper while the other one applies heat to the inside of the firebox. The whole thing is built up on a workmate so that we have a comfortable working height.  The heat-up took about ten minutes and we kept applying heat until the last solder ring flashed, the outside ones furthest from the foundation ring taking the longest because it was difficult to get the heat down the water-space. I was using a fairly slim nozzle on my burner to produce a narrow flame while Wilf was using a cyclone burner to apply the heat inside the firebox. The biggest problem we found in the past was starving the burner of air when working into an enclosed space and a cyclone nozzle overcomes that. After cooling and pickling in citric acid, this shows how the solder has pulled through to the inside.  All fifteen rivet heads have a nice fillet around them. It's not so easy to see the down into the water space but the solder has gone from the outside without forming puddles around any rivet tails so I'm happy that we have good penetration. However, the rivet at top right in the next picture doesn't appear to have a perfect seal so I will put another solder ring on there and give it another heat-up.  And I learnt another lesson today: don't use copper rivets to aid alignment! During the heat-up, they softened and sagged a little giving me the devil's own job to get them out. One had to be cut and punched through. I shall use steel another time. Wilf is unavailable next week so the boiler work will stop for two weeks while I get on with some more platework. Regards, Steve
|
|
stevep
Elder Statesman
Posts: 1,073
|
Post by stevep on Sept 18, 2022 9:09:43 GMT
That's a great looking job Steve.
I'm sure you meant silver SOLDER, not silver STEEL in the first line of your post.
I followed a similar process when I did my Stanier boiler, but I left the firebox back off until I got all the stays soldered. It made it a lot easier to get the torch into the firebox and to keep it alight.
|
|
|
|
Post by springcrocus on Sept 18, 2022 10:25:24 GMT
That's a great looking job Steve. I'm sure you meant silver SOLDER, not silver STEEL in the first line of your post. I followed a similar process when I did my Stanier boiler, but I left the firebox back off until I got all the stays soldered. It made it a lot easier to get the torch into the firebox and to keep it alight. Oops! 
Edited. Thanks, Steve 
Regards, Steve
|
|
|
|
Post by davewoo on Sept 18, 2022 11:36:38 GMT
Excellent work Steve, an inspiration as I have two boilers to make, as usual I will be shamelessly copying many of your ideas and methods.
Regulator looks to be a great idea, keep up the good work!
Dave
|
|
|
|
Post by springcrocus on Sept 21, 2022 9:59:17 GMT
Regulator continuedThe main body of the regulator is really only a thick-walled tube to support the steam pipe at the front and the valve body at the back. Squeezing the two sections together compresses the seal between them so all that is needed is a way to get steam to the inlet ports of the valve. A 3/16" wide undercut about 1/8" deep in a block of bronze is good enough for this and a collector pipe is screwed into the top to reduce the chance of priming. I've made the block from some hexagon bronze bar which I had in stock and one of the flats came in useful for fixing the support bracket to.  It is important that the overall length of the assembly is accurate because tightening down the regulator bush has to compress the "O" ring in the backhead bush as well as squeezing the sealing ring in the valve. A simple job to face the tube to length, except that I can't hold the spindle tube in the lathe chuck to face it off because the flange is too big! Luckily, the collet block came to the rescue.  I can't clamp it up until the boiler is finished but this next picture shows how the regulator body sits within the dome bush and supports the steam tube and the valve body with it's spindle tube. Having the collector tube offset to the back has another advantage. Wilf cleverly suggested putting a large filler cap in the top of the inner steam dome for ease of filling the boiler so I shall make a feeder tube that sits below and forward of the steam collector.  I had planned to fit a collar to the spindle tube and then fix the tube to the valve body with a couple of small screws but, in the end, I decided to solder it direct to the body with silver-bearing soft solder. All the parts are either copper or bronze except for the valve body which is brass and if this fails it will be easy to replace, The soft solder will be fine because the boiler temperature can never exceed the melting point of the solder. The operating spindle was made from 5mm diameter stainless steel rod, a 5/16" x 40 thread has been tapped into the end of the steam tube and an extraction tool made to aid future disassembly.  I don't know whether it will work or not, or even if this has been tried before but we will have to wait until the boiler can be pressurised before it can be tested. If it turns out to be rubbish then it's easy to change to a more traditional design. Wilf also showed me another interesting variant of these tap valves which is a three-quarter turn valve with slow start similar to the "comma" shaped ports that are usually used in loco regulators. It may not be prototypical but might work well with a freelance design. Regards, Steve
|
|
|
|
Post by springcrocus on Oct 1, 2022 12:59:57 GMT
SmokeboxThe smokebox on Calbourne doesn't use a piece of pipe or tube as the mainstay and is a fully-fabricated affair with an outer wrapper fixed around two end plates. The wrapper is formed in similar fashion to a firebox outer wrapper and does throw up some interesting challenges, not least the making of a reasonably airtight seal around the cylinders. Apart from a few basic dimensions such as diameters, the majority is "fit to place", Don Young's way of saying he didn't really know what size it should be. The drawing shows to make the rear plate out of copper sheet and flange it like a backhead but Calbourne has a crisp, square edge at the rear perimeter of the smokebox so I silver-soldered a flange around the outside instead. The basic shape was marked out on the sheet and the hole for the boiler ring cut to size first. The ring gets soldered to the backplate later on.  A 3/8" wide strip of copper was cut from an offcut from the Britannia boiler, annealed and formed around a 4.3/4" diameter former, then the reverse bends eased in freehand. Once happy with with the shape, everything was pickled then silver-soldered together. Allowance was made for the thickness of the outer wrapper.  After cleaning up, the outer edge was linished to the finished shape and the boiler ring fitted to check that nothing had distorted. The holes in the flange were already in the material and won't cause a problem. 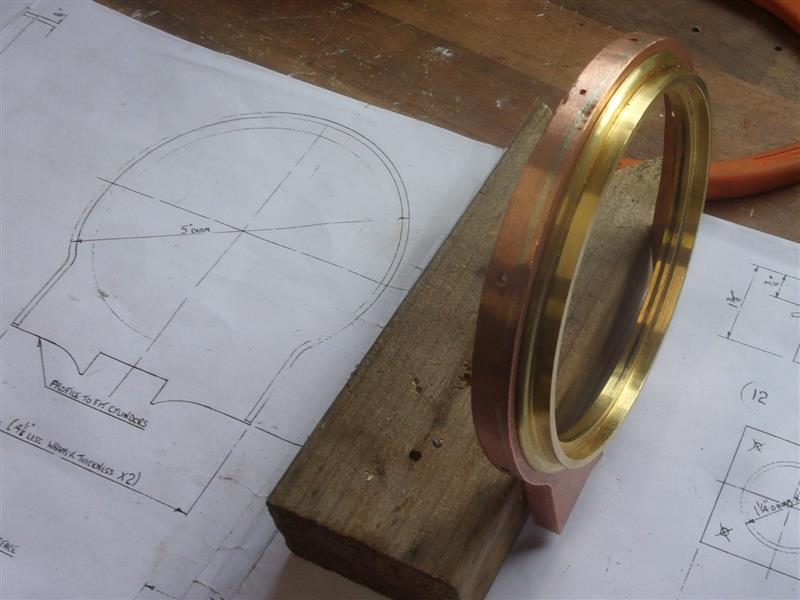 The outer wrapper was made from 16swg mild steel and formed around a lathe chuck until I had a nice fit around the backplate. The tails are a good inch overlong at the moment as I don't yet know where the centreheight should be, and the I mustn't forget the incline of the cylinders. This is resting between the frames to check the width.  I needed to make a ring to fix the frontplate to the wrapper but didn't have anything suitable in the workshop so a quick trip to the local garage and I came home with a pair of brake discs and a wheel hub. The hub was used to make the ring but, in hindsight, I should have chosen something a bit more machinable. First of all, I hacksawed off the front and that took the best part of an hour. The bearing ring is still sitting on the boss.  Over the next hour or so, metal was removed using small cuts, a medium speed and the auto-traverse. You can see how tough this stuff is by the colour of the swarf and I must have gone through half-a-dozen carbide tip edges to get this far. The interrupted cut didn't help much, either. All the facework was done with a boring bar but I've changed tools in the next picture, in preparation for facing the back to finished thickness.  The back was faced down in ten-thou cuts to leave a 3/8" wide ring and cutting 1/8" past the finished-bore size. The racking handle on the lathe saddle is not very sensitive so a plunger clock was set up to keep track of cut size although I could just as easily have used the compound slide.  With all else to size, the ring was trepanned off and that was hairy! Very slow and very, very gentle but it came away clean. The cut line was bang in the middle of the holes so I didn't dare use any rake on the tool in case it got dragged in. From this point on, it was a long-winded process getting everything to fit together properly with a row of rivets around the smokebox perimeter into the ring, making the front plate, blind rivets because of their position etc, etc. This is the front plate which is screwed to the ring from the inside, along with the clearance gap in the ring for the steam chest. Getting things done in the right order was imperative.The items have also been phosphated.  With these parts assembled, the fit to the frames was checked again and the profile filed until the smokebox sat upright and at the correct height. Calbourne has flat-faced rivets on the smokebox and the ones on the face are offset between the ones on the perimeter so it meant a lot of fiddling about to get them looking right. They still need a little dressing back, which will happen later, and the ten fixing screws will be dressed back to flush on final assembly.  There's quite a bit more to do including making a hole for the chimney and fixing the rear plate. Then holes for the smokebox door hinges and the front handrail also need to be drilled. Regards, Steve
|
|
|
|
Post by springcrocus on Oct 3, 2022 17:37:42 GMT
Smokebox continuedWilf came over on Friday and we were able to get the next lot of stays soldered into place. Preparation for this took the best part of two hours because of the difficulty getting solder rings on the deepest stays. I haven't bothered to write this up fully because it's just a repeat of the previous but the next three pictures show our progress. The first one shows a view into the waterspace where it can be seen that solder has flowed through the joints.  The next one is a view of the outside. DY shows the expansion support bracket screwed to the side but I've chosen to solder it with the stays coming through. I suspect his idea was an afterthought.  The last one shows a view inside the firebox with all the rivet heads neatly soldered. It was easier to get the heat in this time because we didn't need to use the backhead as a support, the box already being held firmly by the throatplate stays.  Meanwhile, I've been getting on with the smokebox by soldering the boiler ring to the backplate. I've also fixed the wrapper to the backplate with eight 9BA screws (because they need using up) fitted from the inside to hold it all together. With the assembly sitting in the correct place, I spotted through the frame fixing holes, although I shall only use five of the seven holes because the front one is too close to the cylinder top and the back one is behind the wheel. I will be using M3 countersunk screws for this because the splashers sit tight to the frames. 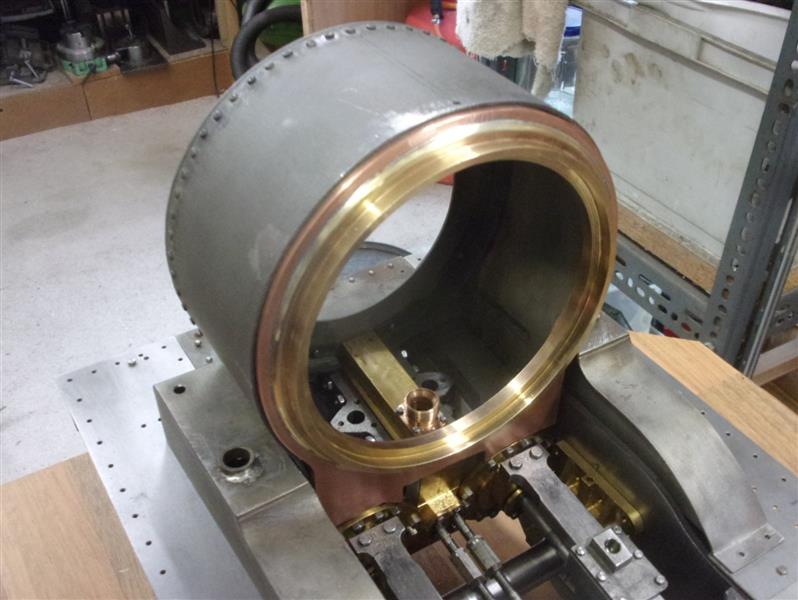 I've also put the chimney hole in the top of the smokebox. An MDF former was bolted to a large faceplate and trued up on the mill.  With it all safely clamped up tight, the hole was opened out using ever-larger slot drills and then finished off with the boring head. The chimney liner, made from an old piece of gas pipe, was used as a gauge.  And, finally, I couldn't resist bolting the smokebox into place and offering the boiler up for an overview. I've dressed all the rivets back and temporarily fitted the bracket on the other side.  In this three-quarter view, the backhead is temporarily fitted into place. The regulator bush has been soldered in with 40% silver solder, as has the wet header bush in the front tubeplate.  Starting to look like a loco. Regards, Steve
|
|












