'Twas me - and I'm more than happy for you to pinch the idea. I've pinched a fair few in my time too.
Member and Webmaster for Tiverton & District MES www.tivertonmodelengineering.org.uk Built and run 3 1/2" Rob Roy Built (and sold) 5" Stanier 2-6-4T Built 5" Charlatan Building 5" Pansy x 3 Building 3 1/2" Doris Early in building 7 1/4" Dean Single (Lorna Doone)
I've changed the design of these slightly because I prefer to use cast iron rings on cast iron pistons rather than an "O" ring or graphited string. The pistons were completely machined in a single set-up to ensure concentricity. The O/D was turned about three thou below nominal, the ring grooves were placed at 3/32" from each end and were made a few thou wider than 3/32". The spindle hole was drilled, bored for concentricity then reamed 1/4" for half it's depth, the balance tapped 1/4" x 40 tpi.
Four rings were made by turning the O/D to the same size as the cylinder bore and the inside dimension bored to a few thou more than the diameter at the bottom of the groove. They were parted off a smidgeon under 3/32" wide to allow a couple of thou endfloat.
The rings were split by giving them (carefully) a sharp tap in the vice, then a needle file used to dress the break. They were sprung onto a piece of 3/16" wide material held in the vice and heated from the bottom until they turned bright red, at which point they dropped off the bar onto a thermal mat and were left to cool.
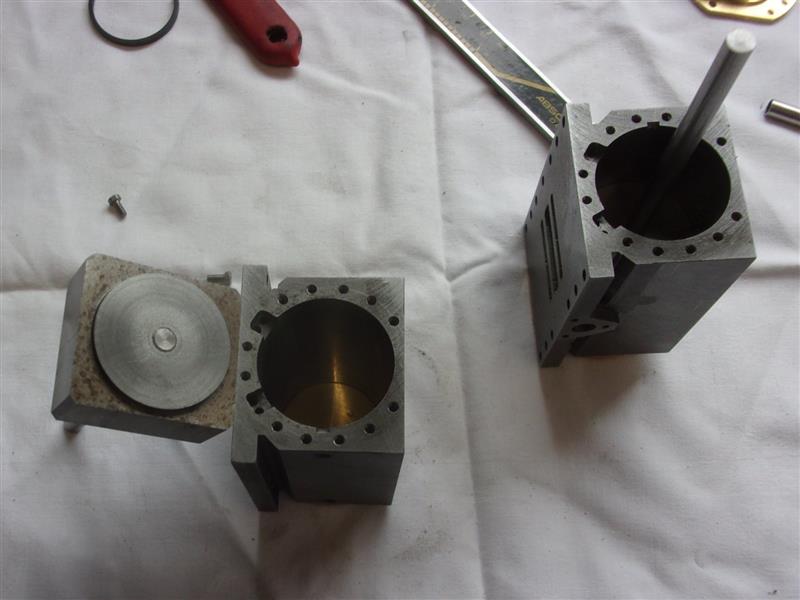
I needed a means of getting the assembled pistons into the cylinders and modified a scrap axlebox from the Britannia project. The axlebox was loaded to the 4-jaw chuck and roughly clocked out, then the compound slide was set over to about 1.5 degrees and the a tapered bore created. The piston was used as a gauge, boring until the piston just passed through the back of the bore.
The rings were sprung onto the pistons and then pushed through the guide and into the cylinders. One of the pistons was very stiff and a check showed that the ring groove was a bit too shallow so it was clocked up in chuck and a touch more removed from the bottom of the groove, On reassembly, it was much better.
The feel is a little "grainy" at present but that will soon bed in after some running time.
The steam chest sits between the two cylinders so there is no access to the valves once the cylinders are assembled. Because of this, I needed to make sure that I knew exactly where the valves were when it came to timing everything and I have already made a pair of access ports at the front of the steam chest for measuring things.
I did each side separately by putting the studs in one of the cylinders and fitting the steam chest over them. Because they are a fairly tight fit, I'm confident that the steam chest will return to the same position on re-assembly. With a piece of 1/8" gauge plate fitted to the back port, the valve was pressed against it and the distance measured through the first access hole.
The packing was then placed in the front port, the valve pressed against it and a second measurement taken. With the average of these two figures written down, and with all the other dimensions already measured, I now know when the valve is exactly in the middle of the two ports.
By repeating the process with the other cylinder and it's valve, I have accurate measurements for both of the valves once they are buried within the steam chest. One of my older calipers was modified to enable these measurements.
Following on from working out the angle of the eccentrics, there are a few other changes that have been made to DY's dimensions. I asked another colleague to have a look at the figures that Wilf and I had come up with and he recommended a few changes which have duly been taken on board. I'm not going to detail those changes here because they are relevant to this loco only. If anyone decides to build their own version of "Fishbourne" and would like to see the amendments, drop me a PM and I will email you a Dockstader file that stores all the variables.
The first change was the forward offset of the expansion link support bracket because I set the first one too far forward. A new pair have been made and, just to show there's more than one way to skin a cat, I've made them completely differently this time. A length of 1/2" x 1/4" BMS was loaded to the milling vice and the end milled away to form the two flat areas. The two fixing holes were drilled 3/32" and a 1/8" reamed hole for the pivot pin made at the new position. Another one was made on the other end of the bar.
A pair of new pivot pins were made and silver-soldered into each of the reamed holes. Meanwhile, the rivets were ground away from the expansion links and the old pivot arms removed. Each link was set in place and new rivets fitted, then hammered flat on the other side. The next picture shows clearly the forward offset of the pivot pin.
Finally, the two assemblies were sawn from each end of the bar and cleaned up. These are the two facing sides so the rivets will be filed back to nearly flush.
Other changes that were made included shortening the lifting link and moving the position of the weighshaft bearings to, effectively, shorten the length of the lifting arm because I didn't fancy remaking the weighshaft.
Regards, Steve
Last Edit: Jul 21, 2022 8:28:21 GMT by springcrocus
I will be very interested to hear how your rings work. Notionally, the heating them on something to hold them open will tend to relax the metal most at the point furthest from the gap. This doesn't give the (exactly) even wall pressure when they are put back into the cylinder. Tubal Cain explained this in his article many years ago.
The ideal is to open them out, as you did, and then constrain them in a clamped (end on) fixture so that the relaxing happens all the way round.
For interest, can you put the rings in the bore, without pistons, and shine a light through to see if they are touching all the way round? If they do, and you find they work well, it is a much simpler process!!
I will be very interested to hear how your rings work. Notionally, the heating them on something to hold them open will tend to relax the metal most at the point furthest from the gap. This doesn't give the (exactly) even wall pressure when they are put back into the cylinder. Tubal Cain explained this in his article many years ago.
The ideal is to open them out, as you did, and then constrain them in a clamped (end on) fixture so that the relaxing happens all the way round.
For interest, can you put the rings in the bore, without pistons, and shine a light through to see if they are touching all the way round? If they do, and you find they work well, it is a much simpler process!!
Chris.
Hello Chris,
Quite simply, not as well as I would like, they are still very stiff. But with me being a complete numbskull, I hadn't thought about deformation.
I have just placed the spare ring into the loading sleeve and pressed it down to the bottom. Lo and behold, daylight at three points around the ring, albeit too small to get a 1.1/2 thou feeler gauge to start.
This has prompted me to strip down the cylinders and have a look at the rings on the pistons. Each ring has areas that have been polished clean and areas that are still in original condition. Because of this, I'm going to try an experiment with the spare ring. If it works, I will treat the other four accordingly. If it doesn't I will make some new rings.
I will update my findings in a few days time. And thanks, Chris, for bringing this to my attention. Hopefully, I will have a better-running engine once I've sorted this problem.
Hi Steve, The IC engine team make up a fixture to clamp the rings in with the gap closed & then turn the OD of the ring...... need to be a bit bigger od first & then heat treated before machining. I put a "how to " on the MEM site that i was given as an article when I was the editor of my club mag. There has been quite a bit of discussion on ring on MEM over the years. Yes there usual diameter is way smaller than used in a steam engine but the principles still apply.
Upadate, Hi Steve, check out MrCrispen for his 2 part piston making, in part 2 he has the same issue as you & shows how he went about sorting it out.
Hi Steve, The IC engine team make up a fixture to clamp the rings in with the gap closed & then turn the OD of the ring...... need to be a bit bigger od first & then heat treated before machining. I put a "how to " on the MEM site that i was given as an article when I was the editor of my club mag. There has been quite a bit of discussion on ring on MEM over the years. Yes there usual diameter is way smaller than used in a steam engine but the principles still apply.
Upadate, Hi Steve, check out MrCrispen for his 2 part piston making, in part 2 he has the same issue as you & shows how he went about sorting it out.
Cheers Kerrin
Hello Kerrin,
Found it, about eight years ago, many thanks. I will read the whole thread a little later on.
The next job undertaken was to adjust the positions of the pistons and lock them to their piston rod. The first thing to do was find the exact positions of front dead centre and back dead centre on each side and I used the same method that I used on the Britannia. I did a fairly comprehensive write-up on the method HERE for anyone who may be interested.
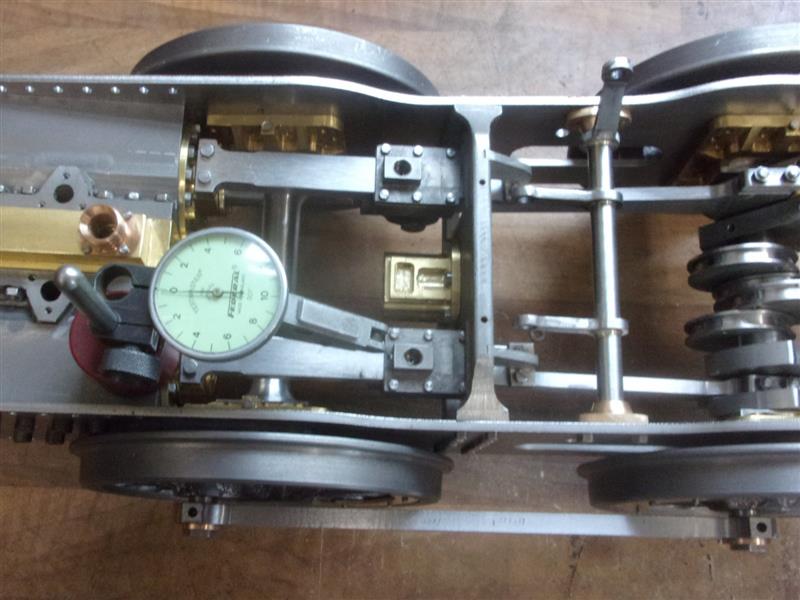
With the loco resting on it's wheels and with the axleboxes packed and clamped at the calculated ride-height, the approximate BDC postion was found by eye. The loco was then rolled forward by about 30 degrees and a DTI zeroed against the front of the crosshead, at which point the wheel was marked with the special scriber which, surprisingly, had not got lost!
The loco was then carefully rolled bacwards until the crosshead went round the corner and came back to give the same reading on the DTI. A second line was scribed on the wheel and the centre-point between these two lines found using dividers. This was then centre-popped. The process was repeated on the other side to get that BDC, then the loco was rolled forward and the FDC's found for both sides (DTI measuring the other side of the crosshead, of course) and these also centre-popped.
I had put an M3 grub screw in the sides of the crossheads to retain the piston rod and these came into play now. With the front covers off the cylinders, each wheel was set at FDC and the piston set at 1/8" from the front face. The shaft was locked with the screw, the wheel set at BDC and the piston checked for the correct 2.1/8" from the front face. With both sides correctly placed, the complete drive assembly was removed from the frames and set up on the angle-table. Holes were then drilled and reamed to take a pair of 1/16" taper pins for permanent fixing and the grub screws removed. I didn't take pictures at the time but this later photo shows the crossheads pinned.
That picture shows another modification that I have made to DY's drawing. I have replaced his valve spindle joining sleeve with a turnbuckle arrangement using an M4 RH thread on the motion plate end and an M4 LH thread on the cylinder end. The rods were also shortened by 1/4" to allow for adjustment.
Following Chis Vine's concern about the rings, justified as it happens, I took the rings off and gave them a further heat treatment, hoping to get them to reshape a little. First, I set them part-way down the loading block, resting them on a piston to get them square and under tension.
Then I blasted them up to as hot as I could get them, almost orange in colour, keeping the heat full-on for a few minutes. Then I dropped a thermal block on top and left them to cool slowly for half-an-hour.
The result was an improvement because, although there is a very small amount of light around the rings, it's much less than before. If anyone wants real accuracy, I can't recommend my method for obvious reasons. However, I rebuilt the complete drive, retimed the valves and set it running on air. It runs a heck of a lot smoother and also I can get it much slower. This one is forwards...
... and this one is backwards.
After I filmed this (I'm not very good at moving pictures, I'm afraid) I then realised that there were no drain cocks in so air was pissing out from below the cylinders and the steam chest. Once I had made some plugs to block them off, things went even slower.
This is all very encouraging so I'm getting ready to move on with the boiler. Wilf and I will work together again on this, although it's a much simpler boiler than the Britannia so shouldn't give us too many problems, hopefully.
If anyone is getting a "network error" when trying to run the videos like I just did, I left the thread, came back in and tried again and they ran fine. There seems to be some quirk with the system, or possibly my computer, but I don't know how to fix it. Apologies to anyone having problems viewing the videos.
I've now made a start on the rest of the items needed to construct the boiler and the first things I made were some formers for flanging the various end plates. I have made these from 20mm MDF as I have used this before and found the material works a treat. The front and back firebox plates are the same size and have a large radius at the top corners. I drilled a 5/16" diameter hole at the origins of the two circles and used these as pivot points on the rotary table. I also machined a small radius to the outer edges using a router cutter so that I dont end up with a sharp corner inside the flanges.
Two other formers were made at this time, one for the front tube plate and one for the backhead but I will make the one for the throatplate once I see get the outer wrapper shaped. The second hole in each former gets used as a means of stopping the work rotating about the pivot by clamping to a tee-slot.
I decided to make the front tubeplate first using a piece of 3mm copper. I roughly cut out the shape, then placed it between the former and a solid backing plate and held it in a bench vice. Then it was a case of some firm tapping followed by annealing at red heat and plunging into cold water. The plunge isn't strictly neccessary as the copper goes soft anyway but it flakes off any scale and speeds the job up. It took two annealings to get this far.
I was cutting off surplus waste with a hacksaw as I went but it was getting more difficult to keep the shape the further round it went so I used the lathe to trim it down when I was about ninety percent of the way there.
It took eight lots of heat to get the job finished but once I had the copper firmly on the former all the way round, I then skimmed the O/D and faced the back. The only way I could find to hold the tubeplate was with my 4-jaw SC chuck because the 3-jaw wouldn't go down far enough. I turned it to about 10 thou oversize, then trimmed it to length using a left-hand tool.
The barrel was then returned to the lathe and mounted in the fixed steady so that I could bore it to fit the tubeplate. It needed to be 1.1/2" deep to allow the plate to sit at the correct depth. I only use those super-sharp polished carbide tips for turning copper because ordinary tips tend to be useless with soft materials.
By having a small shoulder, it also means I dont have to use any fixings to hold the tubeplate in place at soldering time, gravity does the job for me. At the moment, it's a nice sliding fit but it will probably become distorted during the various operations between now and then so will needs tweaking at the time.
Then it was time to put the holes in and this was done on the mill using the DRO to locate them all. I used an 8mm drill to start with, then followed with a series of slot drills to get the holes to size. The 10mm tube holes needed the reamer run through and the superheater tube holes were bored but the three remaining holes were just left at whatever as the bushes will be turned to fit. Offcuts of tube were used as gauges.
More of the boiler parts have now been made including the firebox endplates and the backhead. These have all been melded around their respective formers and the workshop became quite hot with all the annealing that was needed. In case anyone has never annealed a piece of copper and was wondering how hot to get it, it's this hot!
Because the formers won't be needed again, they were used to support the work while the edges of the flanges were machined to size. The copper is still very soft at this time and will bend away from the cutter quite easily. I used a 1/4" diameter end mill to trim the edges, going round in a clockwise direction (climb-milling) to give the material maximum support.
The former was also used as support when I milled the endplates to length.
The firebox tubeplate was drilled in similar fashion to the front tube plate, the rear tubeplate has had the firehole bored to size and the backhead has been fashiond around another MDF former.
The tubes were expanded at the back end by about ten thou, then skimmed back to just under 10mm so that there is a tiny shoulder for the tubes to rest on when silver-soldering. Nothing is needed at the front because the front tubeplate will rest on the lip in the barrel. Some 6BA bronze screws were made and these have been used to fix the wrapper to the end plates. I don't like rivets for this because they don't hold the work firmly enough.
Also completed were the holes in the barrel for the forward clacks and the large steam-dome hole. The front tubeplate was used against the chuck jaws as a depth-stop and an MDF former bolted to a faceplate acted as the support for the other end. After drilling and reaming the two clack holes at plus and minus 90 degrees, the rotary table was set to zero and the big hole roughed out with a hole-saw before boring to size.
Once this was complete, with the rotary table still set at zero degrees, a scriber was mounted in a drill chuck and dragged along the full length of the barrel to mark the centreline. I didn't do this on the Britannia boiler and had alignment issues because of it.
I'm hoping to have our first soldering session this coming Friday.
Regards, Steve
Last Edit: Aug 17, 2022 10:08:39 GMT by springcrocus
Wilf was unable to come to the workshop on Friday so the first soldering session has been postponed for a week. In the meantime, I have been making the rest of the boiler parts. The outer wrapper had a centreline scribed at the half-way point and was simply folded around the barrel, followed by bending back to to form the waist and forming a nice fit around the backhead. Then it was on to the throatplate.
This is the most difficult part to make because of the reversed double flanges and I cut the raw material a good one inch bigger all round than the suggested starting size. I also cut a packing piece for the front of the wrapper, clamped the backhead to the bench and temporarily assembled things to get a feel for the finished shape and size. The offcut of tube was used to mark where the barrel reaches to.
Learning from my experience with the Britannia boiler, I decided to get the side flanges fully-formed first and a piece of MDF was made into a former. I could have cut down the backhead former and used that but it was just as easy to make a new one. No pictures here, it was just simple folded-over sides. The former for the barrel flange was a little more complicated and a piece of oak kitchen worktop was used to make this, squared-up all round and milling out the middle to support the side flanges. The top was shaped using a 110mm hole saw.
The first former was cut down to act as an internal support but allow the flange to be formed and the throatplate was placed in the former and the flaring at the top beaten into place. Some of the waste area was marked for removal and was cut out with the Abrafile. This is early on in the process before I started to form the barrel flange.
I found early on that the sides of the former would need support and a large clamp was used with the rest just held in a bench vice. I don't have any special hammers for copper-forming and a one-foot length of 1.1/2" diameter stainless steel was used instead because of the concave form.
Between the many annealings, I kept returning to the mill to remove excess material because the further one goes, the harder it gets to keep the shape. This is the point that I decided to call a halt to the bashing and bring all the flange widths to size although the picture was taken after thinning the top wings.
So this is a trial assembly to see how well things fit and it's not too bad. The circular shape wasn't perfect, however so I decided to skim a little off the inside using a flycutter.
I don't have any left-hand tools for the boring head so set up a right-hand one and ran the mill in reverse. This promply unscrewed the head from the mandrel so I had drill and tap a hole in the side to accomodate a locking grub screw. After that, I milled the diameter to a near-perfect fit. Once again, the former acted as a support for the soft copper and the opportunity was taken to scribe a centre-line through the workpiece.
A pair of fixing holes were drilled in the barrel flange and this was then rested on the barrel using a large vee-block to get everything in line and upright. The holes were transferred through to the barrel and a pair of 6BA holes tapped to take some bronze screws at soldering time. Another centreline was scribed on the underside of the barrel, diametrically opposite the top one. This enabled accurate alignment of the throatplate.
Another fixing was made to hold the wrapper to the barrel and the assembly held together with clamps. I can now mark out a few more fixings knowing everything is square and correctly aligned. I won't make any fixings for the backhead yet, though, because things like the firehole ring and the foundation ring will determine the final position of that.
I'm quite enjoying putting this boiler together and I know it will be much more accurate than the Britannia boiler because of what I learnt the first time.
Regards, Steve
Last Edit: Aug 21, 2022 17:23:18 GMT by springcrocus
Before going any further, I wanted to make sure that the firebox fitted as it should in the outer wrapper. With it resting on a piece of 1/4" square material, it seemed to fit as it should. The backhead was held loosely by the spring of the wrapper.
Satisfied with that, I then set about cutting the wrapper and backhead to length. The throatplate is already to the size on the drawing and is square to the barrel so this was used to mark across to the other components.
With the wraper now to length, I was able to mark out and fit the two blowdown bushes each side at the bottom as well as the safety valve and manifold bushes on top. The wrapper was given a good, long soak in the pickle to clean it up for soldering and the three top bushes prepared. The top faces and the thread were painted with correction fluid , the outsides coated with flux and the holes in the wrapper fluxed as well. This last may seem unneccessary but I have had failures in the past for omitting this step. I think it's about wetting the surface to break surface-tension.
On the underside, the bushes protruded about 1/16" and solder rings were placed over these. I'm using 40% silver solder for all my bushes, which will all be fitted first, and 55% silver solder for everything else. More flux was added on top of the solder rings.
A hearth was build from Celcon/Thermalite-style building blocks and the wrapper placed as shown. The bushes are kept in place by resting on the thin piece of block and the side blocks keep the wrapper upright but also enclosed to preserve heat. If the workpiece was out in the open it would spend much of the time radiating the heat away again, wasting it. Lifting the wrapper in this manner allows me to apply heat from below to draw the solder through.
After a single heat-up, followed by gentle cooling and a spell in the pickle, I have a perfect set of joints with nice fillets on both sides. They may not be the prettiest and I've used more solder than needed on the manifold bush, a ring of 1.5mm solder rather than the 1mm solder that I used on the other two. This shows the importance of good preparation, it's too easy to get complacent and then have to remake one or more joints.
The two blowdown bushes were done one at a time and this is how it all looks with the backhead clamped in it's approximate position.
That's as far as I'm going on my own, the bushes in the barrel will need a lot more heat in a short space of time so I will wait until Wilf is available to help. In fact, I'm just off to the Pumphouse to scrounge a bit of material from John to make the dome ring so that will keep me busy for a while.
Wilf was able to visit the workshop on Friday so we had our first session of soldering to start bringing the boiler together. The first job was to join the firetubes and superheater tubes to the firebox frontplate and to fix the firebox outer wrapper, all in a single heat-up. All the parts were pickled for a couple of hours beforehand and then we fluxed up all the parts and assembled them together. Solder rings were made for the tubes and placed on the outside of the frontplate. Solder was also placed in the join around the perimeter of the firebox. After the tubes were in place, the tube support was clamped to the frontplate and the assembly carried through to where we'd built our hearth. I meant to take a picture of the preparations but got carried away and forgot all about it.
Moving on, Wilf used the cyclone burner to heat the inside of the firebox and I used a normal burner to heat the sides and top of the wrapper, starting gently. As the colours started to change we increased our flame sizes and watched to see the solder just start to glisten. At this point, I backed away a little and let Wilf use his heat to draw the solder down. This first picture was taken a few minutes after we removed the heat completely.
In that picture, a white area is visible below the tubes. This is where I painted correction fluid on the frontplate to stop the flux and solder running away. If the flux dribbles away, the solder always seems to follow it.
The next picture is from the back of the setup and shows the tube support plate. I'd forgotten to spigot the two 22mm tubes so a pair of small clamps stopped them falling into the firebox. The block on top of the tubes was to help keep the heat in, otherwise all Wilf's efforts would be going straight up the chimney, as it were.
Once that had cooled sufficiently to be held in bare hands, it was placed in the pickle and left for an hour or so. Meanwhile, we fitted the two clack bushes to the sides of the barrel with 40% solder. This time, the solder ring was placed on the spigot of the bush and the bush rested in the hole. As usual, correction fluid was painted onto the face of the bush and also the thread. A nudge with a prodder as the solder melted ensured a good seat.
Back to the firebox and a good, all-round inspection. We couldn't see any daylight through any of the seams and we appear to have good penetration through all the joints.
I will now get the boiler inspector to check over all the soldering to date and, if approved, we will get the throatplate and outer wrapper fitted to the barrel next week, along with the dome bush.
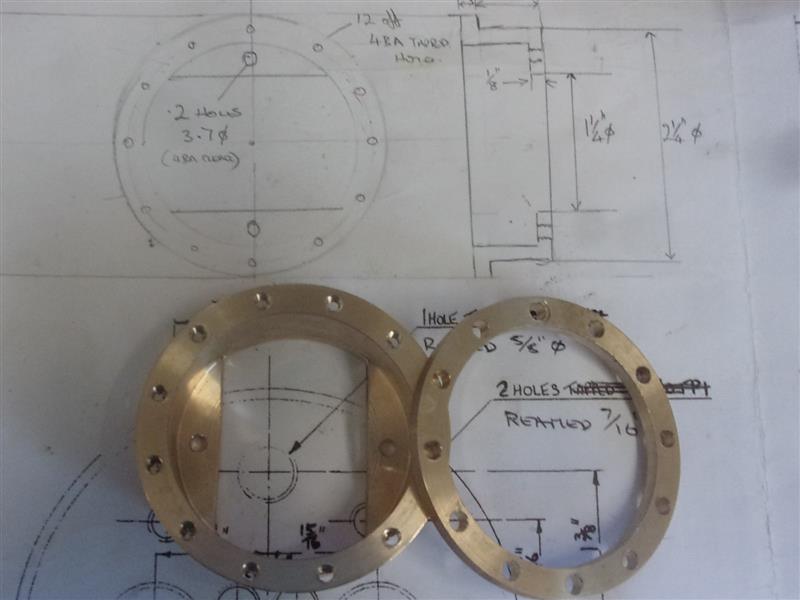
John the Pump had this nice lump of cored bronze that's just right for the job. I decided to turn the outside form first and also make the dome ring from the same material. The o/d is finished at 2.1/2" dia and the spigot at 2.1/4" to fit the bored hole in the barrel.
Parting off was a little interesting, using a 1/16" parting blade sticking a loooong way out of the holder. Sawing off would have wasted too much material and this stuff ain't cheap! The dome bush was reversed in the chuck, given a light skim across the face and then bored out to 2" diameter, leaving a 1/8" thick ring at the bottom with a 1.1/4" diameter hole through it.
Moving to the mill, I cleared away some of the base to leave a pair of mounting lugs for the regulator mechanism. I also drilled and tapped a dozen 4BA holes holes in the bush and a matching set of clearance holes in the ring. I need a short length of 2" dia copper tube to silver-solder into the ring to form the inner steam dome. A pair of 4BA clearance holes were also drilled in the lugs.
Don Young doesn't give any details about the regulator - use standard LBSC fittings, whatever they may be - so I'm going to use a "regulator in a tube" method. Although the assembly should be completely below the dome bush, I have relieved the front and back sections. The two lugs will provide a fixing point for some sort of cradle.
This is how it looks on the inside of the barrel. We will make this our first soldering job on Friday before finishing the firebox backplate.
Regarding the regulator I’m fairly certain on my 02 it has a Stroudley type up in the dome if that’s ok any help.
I don’t have the boiler at moment, off for repairs, but from memory that’s what it has.
Adam
Trying to Finish 5" 9f Producing Scale fittings using 3D wax printing and lost wax casting - www.crofittings.co.uk/ Renovating house stopping all of the above!