|
|
Post by Deleted on Nov 18, 2022 22:53:39 GMT
Well done Steve, great work sir..
Pete
|
|
|
|
Post by springcrocus on Nov 20, 2022 8:01:46 GMT
Blowdown positionsIf anyone else is considering using Don Young's "Fishbourne" drawings, they might want to consider making the firebox about 1/4" longer from crown to ashpan. He got his measurements wrong and this is where the blowdown valves go. Nigel Bennett mentioned this earlier in the thread but too late for me, I'm afraid, the parts were already made.  I needed to strip the frames down to put in extra holes for the boiler expansion brackets and to countersink a few others so I went about getting it all apart. One of the advantages of inside cylinders and motion plate is that it all comes out as a complete assembly. I just had to remove the two con rod pins and the four expansion link pins and out came the driving axle complete with the eccentric rods, followed by the cylinders and motion plate. This maintains the valve timing so the whole thing should drop back in and be ready to go.  I set the frames on the mill table individually and clamped them at 15 degrees to the "X" axis, then used a 10mm cutter to reshape the slot. The whole thing was done by eye without measuring anything. Then they were set parallel to square the ends and the two bracket holes drilled and tapped 6BA.  I temporarily reassembled the frames with two of the stretchers and the smokebox, then offered the boiler in to see where the blowdowns now came. I'm quite happy with the result and there is ample room for boiler expansion without knocking the blowdown valves off.  Although it deviates dramatically from the prototype, once all is painted black it won't draw the eye. It seems a much better solution than moving the blowdowns to a different position such as the backhead. Regards, Steve
|
|
|
|
Post by springcrocus on Nov 23, 2022 17:52:00 GMT
Shell testWednesday morning saw the shell test successfully undertaken at Broadfields. Three of our inspectors were available and the test could not have gone better. After pumping the boiler slowly up to 160 psi and watching it for five minutes, everyone decided it was time for lunch. Forty-five minutes later, the lead inspector noted that the pressure had dropped by about the thickness of the needle and declared the boiler a "pass". I undid one of the blanking plugs to release the pressure and prove that it was the boiler we were testing, not just the pump and connecting tube.  Replacement Inner Dome Replacement Inner DomeAfter having the original dome on and off a few times, the gasket started to break up and, thinking about it, it's not a particularly good design anyway. The width of the top surface is too narrow, and even worse where screws go through. This was one of the areas giving me and Wilf trouble when we first pumped it up with leaks around the seam. On top of that, the filler cap really needed some form of anti-tamper fitting to protect against accidental removal whist under pressure so I've remade the dome to a completely different design but still able to fulfill the same function. My steam collector tube just has to be a bit shorter and I won't need a gasket. A new coverplate was made from a piece of the Pumphouse bronze (which will satisfy the naysayers) and another piece of brass tube was parted off to give the same length as before when assembled. The first job was to turn the O/D to 2.500" diameter and machine a shallow spigot to locate the brass tube for soldering.  The rest of the turning was done in soft jaws, much easier to hold the workpiece with these. First, they were machined to grip on the O/D with clearance for the spigot. For anyone unfamiliar with soft jaws, here they are being machined. One of the chuck key holes is identified with a mark and I only ever use that particular one when machining the jaws or loading the work. It compensates for any slackness in the scroll.  I didn't fancy trepanning out the whole billet on the first op but it was worth saving the ring on this next one. These toolposts are pretty flimsy affairs at this size so the G-clamp protects it against a dig-in which might break the tool holder lock.  That came away fairly easily and I expect there will be a use for the ring somewhen in the future.  The front was turned to a bare 2" diameter to fit the dome bush, then a 3.5mm wide undercut was formed to take an "O" ring. If it snags, the centre will stop the work climbing out of the chuck and breaking the tool. After the picture was taken, the centre section was cored out to leave the coverplate 1/4" thick for the filler plug. This gives a little extra height for the steam collector tube.  The holes for the mounting screws were drilled on the mill, as was the M14 x 1mm tapped hole. I have offset this to the front so that water doesn't pour down the steam collector which sits at the back. This is the plate resting on the dome bush.  The filler plug was made from 5/8" diameter phosphor bronze using a button die for the thread. The flats were milled by holding the workpiece in a hexagon collet block and rotating round in the milling vice, finishing at 12mm AF. The "O" ring collar was made from a piece of 1" dia brass, bored to fit the 5/8" dia PB and further bored to 3/4" diameter by 80 thou deep. The setup shows the clamp doing two jobs, holding the thread and acting as a depth-stop for the collar.  Before silver-soldering the parts together, the thread of the plug and the reccess in the collar were both covered in correction fluid because it would be extremely difficult to clean up if the solder should run away. After that, the brass tube was soft-soldered to the top of the coverplate to act as the filler reservoir. These are the parts cleaned up and fitted with "O" rings, ready to assemble.  One of the guidance principles of the HSE is about restricting access by untrained personnel and many things require the use of a tool to access, adjust or remove, the thinking being that if you are able to use the tool, you probably know what you're doing. This bung requires the use of a tool to remove it, satisfying that requirement. It shouldn't be difficult to find a tool at the club.  Here it is, mounted on the dome ring and looking very similar to the earlier version. The larger reservoir should make filling the boiler even easier. The thinner mounting ring is also better, allowing the screws to go in an extra thread or two.  I might still use the other one, depends on how well the regulator works. Too much priming might indicate that the steam collector needs to be higher in the dome. If the regulator is rubbish, I may even need to go back to the start and make an inner dome as drawn by Don Young and fit a Stroudley-type regulator. Lots of options and, because it's a fitting, it can be changed in moments. Regards, Steve
|
|
|
|
Post by coniston on Nov 24, 2022 22:03:24 GMT
Excellent work Steve and congratulations on the shell test. I've had the same problem with those Dickson QCTP so thanks for the idea of using a clamp for additional support.
Chris
|
|
|
|
Post by steamer5 on Nov 25, 2022 6:47:40 GMT
Hi Steve,
Well done to you & Wilf on the boiler, major step forward!
On your filler plug have you another point to let the air out? Or do you plan to have a hose that fits in the fill point & lets the air out the same? I gave up using mine, the plug is smaller than use I think, & doesn’t have a catch area. Instead I fill thru the blow down.
On the QCTH, I err well ummm had an accident with tool block pull in thingy, I made new ones which aren’t hardened that work fine, or either that & im not so heavy handed!
Cheers Kerrin
|
|
|
|
Post by springcrocus on Nov 25, 2022 8:10:23 GMT
Hi Steve, Well done to you & Wilf on the boiler, major step forward! On your filler plug have you another point to let the air out? Or do you plan to have a hose that fits in the fill point & lets the air out the same? I gave up using mine, the plug is smaller than use I think, & doesn’t have a catch area. Instead I fill thru the blow down. On the QCTH, I err well ummm had an accident with tool block pull in thingy, I made new ones which aren’t hardened that work fine, or either that & im not so heavy handed! Cheers Kerrin Hello Kerrin,
When we filled it for the shell test, we just poured water from a jug straight into the hole with very little bubbling back and no splash al all. We were taking the opportunity to measure the size and using a 1 litre jug, taking less than a minute to fill the boiler, which came out at bang on 2 litres capacity. The 14mm plug is very effective.
And thanks, Chris, for the kind words.
Regards, Steve
|
|
|
|
Post by springcrocus on Nov 27, 2022 17:56:45 GMT
Blast pipeI've made the blast pipe from various offcuts of copper tube and a piece of 80 thou brass plate. First up were the two triangular pieces that make up the flanges. After squaring off two sides for holding in the vice, I roughly marked where the holes go. Then the three fixing holes and the tube hole were formed using co-ordinate drilling with the DRO. I've increased the size of the pipes from 1/4" diameter to 5/16" diameter and those two holes are reamed.  To complete the triangular shape, the plate was sawn through and each edge milled to size by placing in the vice with a pair of 2.3mm drills in each hole. A couple of lengths of 5/16" diameter copper tube were silver-soldered to the flanges and then bent over at about 30 degrees. Meanwhile, a piece of flat bar was drilled and tapped to replicate the cylinder exhaust positions. The blast pipe pieces had their tops cut away and were dressed until they met nicely in the middle.  The top of the tubes were cut down until an approximate circle was formed, then bolted to the fixture with 8BA screws.  A piece of 3/8" diameter copper tube had a wedge-shape cut at the top, easier to show than describe. There is a piece of 5/16" diameter rod up the inside of the tube and the workpiece is squeezed down tight by the collet.  This larger tube was place on top of the two branches, then the tails trimmed back and folded underneath until they met.  The fixture was held in the vice and a couple of silver-solder horeshoes hung over the join. The fixture acted as a heat-sink to protect the flange joints from re-melting. To finish, the larger tube was cut back to about 1/4" above the join and a short length of 5/16" diameter tube with a 40 tpi thread on it soldered in the top. The blast nozzle will screw to this.  The top was bent over about 6 degrees to compensate for the incline of the cylinders but will be bent to a precise position under the petticoat pipe when I reassemble things. That's about it from the workshop for this season. Unless we have a mild winter, I'm heading indoors until it warms up in the spring. Regards, Steve
|
|
jma1009
Elder Statesman

Posts: 5,917
|
Post by jma1009 on Nov 27, 2022 21:15:47 GMT
I vividly recall driving Bert Brock's 5"g O2 'Alverstone' on the IWMES portable track in the mid 90s, passenger hauling, at the annual Newchurch Garlic Festival.
I took the view then that the Don Young exhaust arrangement (his first design) was constipated. I had previously formed a similar opinion with other locos.
Therefore, with Stepney, I was very particular to improve upon the exhaust arrangement.
|
|
|
|
Post by springcrocus on Nov 27, 2022 21:55:18 GMT
Hello Julian,
It's because you've always advocated more generous exhaust passages that I decided to increase the size of the blast pipe tubes. I hope my alteration improves matters.
Regards, Steve
|
|
|
|
Post by springcrocus on Jan 13, 2023 13:12:04 GMT
Brake blocksThe last few days have seen some milder weather and I took the opportunity to spend a little time in the workshop making the brake blocks. Like others before me, I have cut some blanks from an old brake disc which is a source of high-quality cast iron. The blocks are an awkward shape so I cut a rough cardboard template to act as a guide.  The material was faced on both sides to bring them all to the same thickness although it's a little under the size specified on the drawing. A 20mm diameter back-stop behind the workpiece keeps it flat and level.  These are the four blocks with the outline marked in felt-tip pen. I also marked the pivot-point and these holes were drilled and reamed 4mm diameter.  To start the clean-up, a 5/32" diameter pin was pushed through all four and used to support the blocks in the vice, aligning the first edges by eye. There's quite a lot to come off in this first milling operation, needing about a dozen 25 thou cuts to get to 3/32" above the top of the pin.  Once that was complete, a clamp was used to keep them together.  The angle over the back of the blocks is 120 degrees so the assembly was rotated and set against a 30 degree angle gauge, this being held in place by the magnetic stand. This is where an extra pair of hands would be useful.  These edges were also reduced to 3/32" above the support pin, leaving the back of the brake blocks complete.  The heel of the blocks were a little more difficult, needing to be at 112 degrees to the adjacent edge. Because they are being held against the right-hand edges of the vice jaws, I used packing at the other end to ensure that I could get the vice really tight. The protractor (or whatever it's called) is set to 68 degrees.  The toe-end was done in similar fashion but resting on a parallel and with a short pin keeping them aligned. The basic shape has now been achieved, leaving the circumference of the wheel to be machined.  I don't have a faceplate for my lathe so an old fixture was pressed into service. I won't bother to describe the maths involved but each block is clamped, in turn, to one side of the fixture with a pair of anti-rotation pins to the back and a packing washer to lift it off the plate. The lump on the other side acts as a counter-balance and a means to measure the diameter.   I wanted to use a 5/32" thick slitting saw to create the slot at the back and had to devise a way of holding the work. I modified an existing fixture so that I could bolt my small milling vice to it. With the moving jaw at the bottom, it's much easier to load the work and see what you're doing. Also, no large overhangs anywhere.  After a bit of linishing all round, these are the finished blocks. 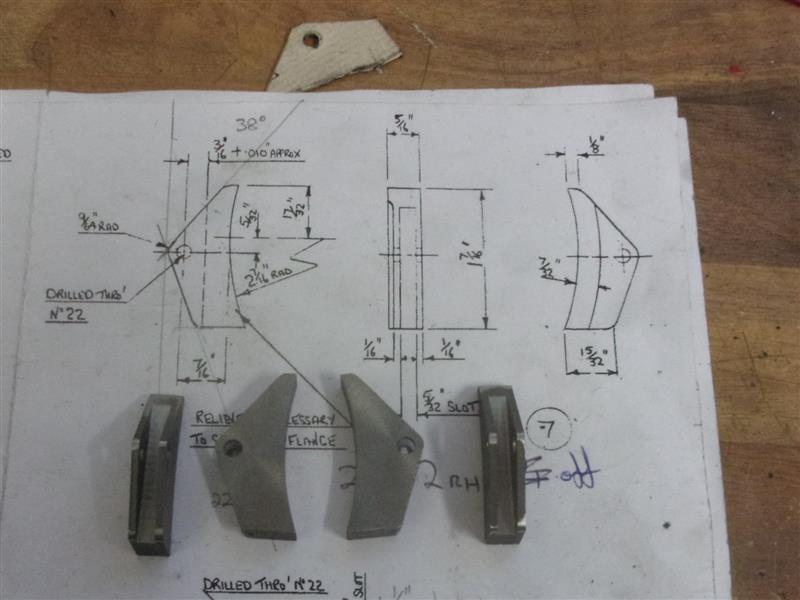 And this is one mounted on the brake rigging.  I haven't yet machined the relief on the front face of the blocks because I want to get to Havenstreet and see if that feature still exists on the current brake blocks. If it does, it's a simple matter to skim a few thou off the faces. If not, then they will stay as they are as I'm modelling the loco in it's current form. Regards, Steve
|
|
|
|
Post by springcrocus on Jan 26, 2023 21:59:01 GMT
To be continued elsewhere.
Regards, Steve
|
|
mbrown
Elder Statesman
Posts: 1,786
|
Post by mbrown on Jan 26, 2023 23:11:25 GMT
Where are you going to continue this thread Steve? I very much enjoy following it and would like to see Calbourne through to completion....
Malcolm
|
|
|
|
Post by chris vine on Jan 27, 2023 8:44:41 GMT
Hi Steve,
I always enjoy watching your build.
Please do keep going on this forum. You will be much missed.
Chris.
|
|
|
|
Post by ron61630 on Jan 27, 2023 19:43:17 GMT
Steve
I have the same problem with the blowdown valves on my B17
The boiler is Martin Evans B1 and there is plenty of space for his 6ft 2 drivers for the blowdown valve. However the B17s are 6ft 8 which is going to be rather tight, plus as i have a chicken and egg situation, as the frame cut-outs ( as per works drawings) might foul the hole which, if the is enough space between the valve and wheel edge is ok can be solved as you have done.
If it doesnt then i will be stymied, until i saw your alternate of using a connection on the backhead.
So a million thanks for that get out .
|
|
jma1009
Elder Statesman
Posts: 5,917
|
Post by jma1009 on Jan 28, 2023 21:56:33 GMT
The "small hiccup" on 6th November post by Steve about the boiler construction has only recently been brought to my attention as elsewhere and is not mentioned in this build thread.
Namely that a superheater flue tube got melted internally.
It is in the separate boiler section of this forum.
I have never encountered or witnessed or been aware of such a situation in 40 years of this lark.
I think to describe this as "small hiccup" is at the least an understatement. Arthur Grimmett's 'window test' springs to mind.
|
|







