samc88
Active Member

Posts: 43 
|
Post by samc88 on Sept 9, 2021 14:58:07 GMT
Following with interest. I enjoyed looking through the build diary you did on the Britannia. Nice progress so far
|
|
|
|
Post by springcrocus on Sept 10, 2021 12:27:42 GMT
Bogie bolsterThe bogie bolster sits beneath the frames and is held in place with a pair of angles. The main plate is 3/16" thick and a piece of mild steel plate was cleaned up all round and the faces dressed to size. The plate was then held in the vice on packers, the DRO zeroed on the centre and all the holes drilled for the support angles. The centre hole for the kingpin was drilled and reamed 8mm diameter.  The support angles were cut from a piece of 1/2" x 1/2" x1/8" angle and faced to length in the lathe, held as a pair in a 3-jaw chuck.  The faces were cleaned up with a rub along some emery cloth and the rivet holes were then drilled in a single pass using a PCB drill using the fixed face of the vice as the reference position. The angles were flipped over and the bolting holes drilled and tapped 6BA.  Finally, the angles were riveted onto the plate. Although DY specified 1/8" rivets, I have chosen to use 3/32" iron rivets. These are plenty strong enough for the job, look balanced and, anyway, 1/8" rivets would have been difficult to fit with the heads close to fouling each other.  I've noticed a few places where DY seems to have gone OTT, if built exactly to drawing this loco would be like the proverbial brick s**thouse. Regards, Steve
|
|
|
|
Post by springcrocus on Sept 12, 2021 17:23:54 GMT
Bufferbeams continuedContinuing with the buffer beams, now that the parts have been phosphated, I temporarily assembled the support angles to the beams with countersunk iron rivets and scribed a line on each of them with the height gauge to match the dimension given on the main frames drawing.  These were then loaded to the mill vice and the frame-fixing holes drilled and tapped 4BA. The fixed jaw of the vice controlled the distance from the inside of the buffer beam face and the scribed line the height from the top of the frames. I find that I can see the position accurately to a couple of thou like this so don't bother with a wobbler.  That left a couple of jobs to do on the buffer beams, one of them forming the 1/8" wide slot that locates the frames. These were made using a 1/8" slot drill taking 25 thou depth of cut and winding till the DRO read 0.250" on the "Y" axis. To set the "X" positions, I just touch the cutter on one end of the work, zero the DRO, touch the cutter on the other end and hit the 1/2 button with the "X" axis. Then the two cutter centrelines are plus and minus 2.125".  The top surfaces show a cutaway to the sides but I don't know what they're for yet, no doubt all will come to light further down the drawing chain. I touched the cutter on, moved along a further 90 thou and wound across until I reached the inner edge of the front face. Left-hand side one way up and right-hand side the other.  At this point, I could have filed the square shoulders shown on the drawing but got lazy and set up a cutter instead. I could have formed the complete cutaway like this but felt the risk of a dig-in too great at this stage of the job.  The parts were riveted together and the front faces lightly skimmed to lose the rivet heads, followed by another dip in the phosphate tub. There is some work to do on the top of the front beam and the rivet detail to add to the rear beam but this can all be done later. They've gone even darker with the extra soak.  Regards, Steve
|
|
|
|
Post by springcrocus on Sept 15, 2021 16:10:54 GMT
Frame stretchersThere are four frame stretchers shown, two the same and two different. Three are fabricated and the fourth, although being drawn as bent metal, was milled from solid. I started by making the support angles for the first three, cleaning up some 12mm black bar to finish at 3/8" square, making them in pairs and bringing the finished faces together ready for the next cut.  Next, I milled out the insides, again in pairs and roughing out with a 12mm dia end mill and a finishing pass with a 1/2" dia end mill. This leaves the sides 1/8" thick which is enough to stop them popping out of the vice but I wouldn't try this method with anything thinner.  The plates were sawn from a piece of 3mm steel sheet and the widths milled to size but leaving the length up about thirty thou. These are the parts for the first three stretchers although I still need to cut the angles in half for the lower pair.  To ensure all the stretchers were the same length, I set up a backstop on the mill vice, then milled each of the plates to 4.125".  The end of the plates was set to "X0" on the DRO. We all have our favourite way of using a wobbler; mine is to run the wobbler at about 300-400 rpm, light up a piece of white paper and slowly watch the gap disappear as it's wound closer to the work. With my deteriorating eyesight, the contrast works well for me and I can easily see the moment when there is no flicker of white remaining. The DRO gets 50 thou added or subtracted to compensate for the width of the wobbler head.  With the back of the vice set to "Y0", the holes were drilled using a 2.4mm PCB drill for 3/32" iron rivets. The plate was flipped over left-to-right but not back-to-front and the other end drilled at the same settings.  The angles were drilled in similar fashion to the bogie bolster in a previous post and the angles riveted to the plates. I moved the holes ten thou nearer to the edges to allow me to face the ends of each stretcher once they were riveted together. I haven't bothered making these look pretty, they are inside the frames and out of sight. The stretchers were loaded back into the mill with the backstop adjusted to leave about 1/16" poking out the right-hand end. This requires a sharp cutter, because of the width of the cut, and the bigger the better for rigidity.  The stretchers are handed so each was marked with felt-tip pen to reduce the chance of errors, then drilled and tapped 6BA, using the top and centreline as the zero references. The top of each stretcher was always loaded to the inside of the vice and the top ("X0") found each time with a point in the chuck. The "Y" axis stayed the same for all of them.  The remaining stretcher was made from 20 x 12 black bar, milled all round to finish at 3/4" x 3/8" and the ends dressed to 4.125". The centre was cleared away with a boring bar in the mill, working back and forth at twenty five thou DOC each time and leaving end shoulders of about 3/16".  To finish, the stretcher was held on end and the three holes also drilled and tapped 6BA.  This should be a little more rigid than what was drawn but, at the moment, I'm a little concerned that the chassis is not going to be stiff enough. If there is room, I may try and incorporate a longitudinal stretcher somewhere on the model. 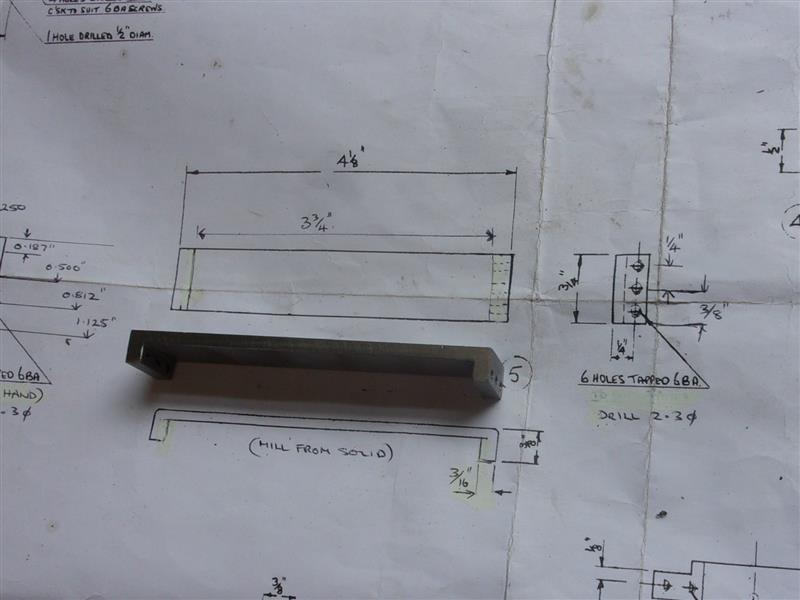 At present, there is nothing to stop the frames assuming a banana-shape and the frame plates, as supplied, have a slight bow to them but both in the same direction. I might try and put a slight set in the opposite direction of one of the plates to compensate. Anyway, with the stretchers finished, I can now drill the frames and get the basic chassis assembled. Regards, Steve
|
|
|
|
Post by springcrocus on Sept 18, 2021 17:38:08 GMT
MainframesThere is not much to say about the mainframes. They all have to marked out and drilled, whether by hand, with a DRO or laser-etched / laser-cut. I'm using laser-cut frames from MEL and DRO positioning to drill the holes. However, the etched position of the holes is a good reminder to do the right number of holes in the right places. I set mine up as a pair and used a Hoffman roller in the horn guides as a means of pinning them in line. The size of the cutout is extremely precise.  I'm not drilling all of the holes at present, just the ones for the buffer beams, the various stretchers and the main horns. Once I have a lot more photos of the full-size loco, I will see what I need to drill to replicate the full-size features. I've levelled the frames against tee-slot packers and have clamped them onto a strip of 9mm MDF. On most things, I would use PCB drills but I'm using a centre drill and HSS drills on these. The material is quite tough and HSS drills are more forgiving than solid carbide.  Each group of holes was referenced from their own datum point to suit what was going there. Buffer beam holes were referenced from the top and respective end, stretchers from the top and their centre-line, horns from the base and centre of the first horn guide. The second horn was positioned with respect to the first one, winding along 6.7/8" from the centre of the first and resetting the "X0" before drilling the second set. The beams and stretchers have been assembled with a few screws to get the basic chassis together.  Now that the really mundane work is done, it's time to start on some of the more interesting parts. Horns next. Regards, Steve
|
|
|
|
Post by fubar123 on Sept 19, 2021 7:56:08 GMT
Hi Steve, I am really enjoying following your thread and how you approach the work in hand. One question , How on Earth do you make such a fine consistent job of riveting ? and any tips on how you achieve it ?
Also while I'm on is a Hoffman Roller just a round style slip gauge ?
Chris
|
|
|
|
Post by springcrocus on Sept 19, 2021 16:02:59 GMT
Hi Steve, I am really enjoying following your thread and how you approach the work in hand. One question , How on Earth do you make such a fine consistent job of riveting ? and any tips on how you achieve it ? Also while I'm on is a Hoffman Roller just a round style slip gauge ? Chris Hello Chris, Firstly, I seldom bother to form both sides of a rivet. I'm firmly in the school of "If you can't see it, don't waste time trying to recreate it". So you only see the side that has the pre-formed heads. If you are referring to alignment, the holes are all accurately spaced using the DRO on the mill. This is my set of Hoffman rollers. They are normally used for setting micrometers, height gauges, DTI's etc and sometimes called "poor man's slip gauges". They are quite accurate but workshop-grade, not toolroom or inspection grades. They don't wring together like slips. The diameter and the end-to-end dimensions are the same and a standard set comprises 3/16" to 1" in 1/16" increments and a further two, 1.1/8" and 1.1/4".  They usually come in a protective case but mine were found in a toolmakers chest I had purchased at auction. Sometime in the last twenty years three of the smaller ones have gone walkabout. You can get a set for about £50 on Ebay. Regards, Steve |
|
|
|
Post by springcrocus on Sept 22, 2021 12:17:08 GMT
Main hornsThere are castings available for the main horns but I'm fabricating as much as possible. Regular readers will recognise this material (nowadays, known as Pumphouse bronze, for those new to the forum) and more of it has been cut to make the four main horns. Thanks, John.  The first job was to clean up all the edges and bring the height and width of each to finish size. Then they were laid flat in the vice and the faces skimmed to clean up. I'm leaving these oversize at present because I wanted to recover the four inner sections for another job.  To remove the centre section, I have stitch-drilled a series of 2.9mm dia holes on a 3mm pitch but left the two holes at the bottom spotted but undrilled at present. This section can be sawn and chiselled out later but is being retained for strength at the moment. The centre and bottom of the horns have been chosen as the reference points and will remain so throughout all the following operations. My top corners were at X41.5mm and +/- Y10.5mm  The frame location faces were next, roughing out all four to 175 thou deep and leaving 15 thou on each side and the top. Once again, twenty-five thou DOC and full width going round anti-clockwise. I needed two passes across the top because my cutter was only 12mm dia. With all four done, I replaced the end mill with a new one and made a final pass round each in turn, taking ten thou more from the base and bringing the top and sides to size.  The parallels were replaced with a taller set, the work flipped over and cutaways machined to leave the bracing webs on the back of the horns. For this, I used a 4mm dia solid carbide end mill at 1200 rpm, cutting full depth. The cutter was set to the top of the packer, lifted 0.156" and locked tight. The tool path for each pocket was worked out and the waste removed with a perimeter cut 10 thou inboard all round, the island nibbled away and a final pass round at finish size. The other side used the same numbers, just negative on the "Y" axis.  The end pockets were formed in a similar fashion but with sharp corners left at the top. It was a slow job that required concentration to avoid working to the wrong set of numbers. I nearly did once but caught myself just in time. In the photo, the two lower ones have had the corners dressed with a rotary burr although the feature doesn't stand out very well.  The endmill was replaced with a 2.5mm PCB drill and all the holes drilled. I am using M3 countersunk socket screws rather than the specified 6BA. The dimensions I had entered onto the frame drawing were transferred to the horns drawing, adding 0.125" to the verticals because the horns sit 1/8" below the bottom of the frames. The horns were held firmly in the vice and the parallels removed from beneath before drilling. This is why I've kept the middle intact for the time being.  After deburring the holes, they were tapped freehand in my small tapping fixture - all seventy of them. I wasn't sorry to see that operation completed.  Six of the supporting ribs are machined at an angle and the two outer top ones are at about fifteen degrees. It was easy to just rest them on an angled packer and mill these by eye. The centre rib is left square for an oil hole.  I tried the same arrangement for the side ribs but they weren't loading as nicely as before, the result of milling away some of the clamping face at the top. Instead, I set up a small vice an an adjustable angle table and milled away the four upper ribs, the lower ones left untouched. I had a bit of a dig-in on the first one with the work lifting in the vice so added a top clamp for safety.  Now that I no longer needed the support of the centre piece, it was cut through with a hacksaw and then attacked with a small chisel. Holding on edge in the vice, the four horn stay holes were drilled. Care had to be taken here because the drill would have broken out into a half-and-half void, risking drill breakage. Using the vertical DRO, I drilled to precisely 170 thou, leaving a blind hole. They were tapped 6BA freehand, held in the bench vice.  To complete this stage of the work, the horns were upended in the vice and the oil hole drilled. I used a pilot drill of 2.4 mm dia to a depth of 3/16", then followed through with a 1.9mm drill. I don't know what the oiling arrangements are at this stage but that will allow me to set a piece of 3/32" dia copper tube into the hole. Finally, a filing button was clamped to each in turn and the corners linished away.  I will mill the internal horn faces once these are assembled into the frames. Regards, Steve
|
|
|
|
Post by dennisholmes on Sept 22, 2021 16:15:02 GMT
Dear Steve,
I have been tearing my hair out trying to sort out all this computer communication thing. This is because I am also building Don Youngs O2. If this actually works and you receive this message I would hope that you would like to see some research that I have been working on over quite a few years that may help your build. Don was a smashing bloke and I spoke to him a couple of times about it all but the drawings are a bit sparse on some details.
I have researched and completed a study of the crank shaft. I can send you that as the info on the plan is certainly incorrect and is impossible to complete without seeing the real thing.
The other project that you may be pleased to look at is the work that I have completed on the Westinghouse Pump. The pump that Don has on the drawings certainly does go SShuss - Dunk like the real thing but doesn't look anything like the pumps on Island O2s. It is covered up by that horrible IOW shroud thingy. My one is a study completed in the shed at Ryde with the help of the shed manager and of course is one inch to the foot and not the normal 1/1/16. It is only a dummy pump but is does make the whole front of the loco come alive and look like the real deal.
I have also the rear right hand air tank drawings. A study or the cab holes front and back that are a particular feature of the O2.
The lifting eyelet on the right hand tank and a revised size and position of the tank front step.
Also you can choose your name as I have CAD drawings of all the names taken directly from photographs. I am doing Carisbrook No. 36 and the nameplate looks fab. It should do, as it is a direct miniature of the real thing.
There are also other files that you should have and I will be pleased to send all this through to you if you wish. There hasn't been enough folk out there building the O2 as it is a smashing and interesting loco to build.
Please contact me if you wish. There is no charge for this info and I will be glad if you could pass it all on to anyone else that feels that they want to build an O2.
My e-mail is dennisholmes17 at aol dot com.
Best Wishes Dennis.
|
|
|
|
Post by Nigel Bennett on Sept 22, 2021 16:24:44 GMT
Glad to see that you've managed to sort out the computer communications, Dennis; hope your hair grows back again soon...
Like you, Steve, I machined my horns from solid; in my case cast iron as I had some - and I used a very similar set-up to yours. One thing I did do was to use a ball-nosed slot drill to create little fillets along the webs, but unless you peer inside the loco when it's all erected you can't see that, so it was probably a waste of time. Keep up the good work!
|
|
|
|
Post by springcrocus on Sept 22, 2021 18:34:05 GMT
Dear Steve, I have been tearing my hair out trying to sort out all this computer communication thing. Best Wishes Dennis. Hello Dennis,
Thank you, I will be in touch with you. In the meantime, if you can get to grips with this computer malarky, I suggest you edit your post and delete your email address otherwise you may end up with a load of spam from web-crawler robots that harvest email addresses and sell them on.
To the top right of your post you will find an "edit" button. Click that, delete the typing and click "save changes" at the bottom. If you delete the whole post accidentally, I have already saved your address for the future.
Maybe George or Jason can help here?
Kind regards, Steve
|
|
jma1009
Elder Statesman

Posts: 5,918
|
Post by jma1009 on Sept 22, 2021 23:01:17 GMT
Dennis,
It isn't a "direct miniature" or "smashing" as Don drew it out of scale. It ought to be for 4 3/4" gauge track.
We had all this in 1984 when Gerry Tull brought his 'Totland' to the IWMES exhibition and we had Bert Brock's 'Alverstone' finished. Beautiful locos - but they looked too small against 1" plus 1-16" scale 5"g locos!
Don's drawings are also challenging and could do with a serious looking at again in so many respects.
I don't think the wheel castings have been available for over 35 years, but happily to be corrected on this.
I always recall Bert Brock telling me run 'Alverstone' in full gear because it has only short travel valves - actually this was because of an error in the valve gear design by Don that Bert ought to have noticed and corrected, but he didn't.
Sorry, Steve, if you build a loco to the wrong scale it will never look right.
|
|
|
|
Post by Nigel Bennett on Sept 23, 2021 7:50:30 GMT
I bought my wheel castings from Reeves a lot more recently than 35 years ago; they're still showing on their website, so presumably still available. I accept the point that Don's O2 in 1" scale is a bit small for 5"G track, but unless you're running double-headed with a correct scale loco, or you park a 1" scale loco "on shed" with others to the correct scale, I don't think anybody will notice. Certainly not if you're pootling around a typical raised track, pulling some live passengers.
A full-sized Brighton "Terrier" always seems to me to have been built to 11" to the foot scale; they look ridiculous pulling Mk.1 coaches in full size!
|
|
|
|
Post by springcrocus on Sept 23, 2021 21:55:32 GMT
I blame those idiots who, all those years ago, started with the number 56.5, divided it by 12 and came up with such a ridiculously inaccurate number. They probably called themselves "engineers". It's amazing how the aficionados of 1/16 and the other smaller scales were able to use their abacus correctly.
To remind Julian and others, I am building a 1/12 scale loco but with re-gauged wheels to enable it to run on the predominant but stupid rail-spacing that exists in the UK today.
Regards, Steve
|
|
|
|
Post by davewoo on Sept 24, 2021 5:53:06 GMT
Lovely job on the horns Steve, another good idea of yours I'm afraid I'm going to have to pinch for future projects. I'm going to fabricate and machine from solid as much as possible in the future, much as you are doing.
Gerry Tulls Totland is a beautiful locomotive, Had a picture from the cover of one of Don's old catalogues on my workshop wall for years as inspiration, I've seen it in the flesh and never realised it was to 1" scale, looked about perfect to me, keep up the good work I'm following with great interest.
One of Don's other engines that I like, Glen is also to 1" scale, seen the lovely example built by David Grant many times, never noticed that scale difference either, just a lovely compact loco that looks about right in my eyes.
Dave
|
|
|
|
Post by Nigel Bennett on Sept 24, 2021 15:39:44 GMT
Forget it - I can't work out how to post the photos and I've no time now.
|
|
|
|
Post by springcrocus on Sept 24, 2021 21:11:33 GMT
Horn keepsA rummage around in the scrap box unearthed some embryonic horn keeps, bits of 1/2" x 1/2" x 1/8" mild steel angle. The holes in one side of the angle will be milled away and not be a problem  The outside faces were linished clean and didn't require any machining, there will be very little to see by the time these are completed. The wider leg was milled to size first and, because I particularly wanted this edge square to the side, I used a packer to clamp the angle against the back jaw of the vice. They were all finished to the width of the horns, 0.406".  Next, they were reloaded and the other edge milled to 0.250" high. Then the inside faces were cleaned up with a single pass of a 12mm dia cutter. Removing the cutaway was next and an end-stop was set up to get them all in the same place. After setting the centre of the component at "X0", one cut through the centre plus one either side leaving ten thou on each of the inner edges saw them roughed out. Then they were returned to the vice and the width of the cutaway completed to size, a nice fit to the base of the horns. The advantage of doing all these operations in this order was that, once the depth was set, the cutter didn't get moved until completion.  The final job on these was to drill the holes and, once set down on the packer, this was removed and the six holes centre-drilled and drilled to their respective sizes. I re-dimensioned my drawing so that it more accurately reflects the important sizes.  I've also made a few of the related items including the spring pins and retaining plates, items which don't require any description. These have been phosphated along with the horn keeps. As can be seen, I'm quite happy to change threads to suit and don't have a problem mixing metric and imperial dimensions.  Regards, Steve
|
|
timb
Statesman

Posts: 512
|
Post by timb on Sept 25, 2021 10:45:13 GMT
Sorry, Steve, if you build a loco to the wrong scale it will never look right.
Amazes me that those with nothing positive to say are always keen to force their opinion on others.
A great start Steve, just catching up with it now, always an inspiration, unlike others!
Tim
|
|
|
|
Post by Nigel Bennett on Sept 25, 2021 14:01:11 GMT
We in the UK seem to have a long tradition of building loco superstructure to a different scale from the track gauge - the 4mm "00" fraternity is a case in point, as are the Greenly-designed 15" gauge locos on the RH&DR. So yes, the 4mm "00" stuff is very wrong - compare it with the 18.83mm layouts you sometimes see - but an awful lot of people are quite happy with Hornby, Dapol and Bachmann.
|
|
|
|
Post by ettingtonliam on Sept 25, 2021 14:36:02 GMT
We seem to use 7 1/4" gauge for 1 1/2" - 12" models even though strictly that should gauge at 7 1/16", but I think America uses 7 1/2" which is even worse. The Piddington drawings for Locomotion have alternative axle dimensions to suit both gauges.
|
|






